-

Mobilarena



Új hozzászólás Aktív témák
-

Reggie0
félisten
Biztos kell, mert gyartasz is, nem csak kereskedsz. Most ev elejen elegge atszabtak a teaor-t, de regebben ugy tudom az ajandektargy keszites volt a megfelelo tevekenyseg, mert ahhoz nem kellett vegzettseg, a tobbihez pedig muanyagipari technikusi/egyetemi kell es ezekkel szivatjak az EV-ket, a cegeket nem.
-

vzso
aktív tag
Nekem nagyon bevált. Jó a minőség, eddig egy rolnival volt gondom, illetve nagy a választék és az árak is rendben vannak. Németektől jön, ingyen postával, szóval hamar ideér,
 .
.
Az alapbeállításokkal szoktam használni, gond nélkül ment a Creality, Qidi, vagy akar Generic anyagbeállításokkal. Max a hőfokot állítottam be ha nagyon szálazott, de ezt is ritkán kellet. -

Vesa
veterán
Ezek az olcsó műszerek nem alkalmasak ennek a problémának a mérésére (a videóban használt cucc 130 dollár, a két eszköz eleve mást mér egymástól 20cm-re, innentől nem is tudom, ezt hogyan lehet komolyan venni??). Olvass vissza pár hetet, részletesen kitárgyaltuk a témát. Főleg UFP-ket ereget, ami részecske, de olyan apró, hogy kvázi gázként viselkedik (de nem gáz), tehát belégzéssel a véráramba jut. Igor ezen videója tehát inkább káros mint hasznos, mert abban a téves hitben tartja majd a nézőt, hogy nincs itt semmi látnivaló, szagoljuk csak nyugodtan a családdal együtt, mert friss hegyilevegőt ereget a nyomtató. Közben meg ott vannak a profi tanulmányok -nem is egy-, hogy messze nem így van, és ahogy látom, már a profi 3D nyomtatósok is egyre több videót tesznek fel arról, hogyan oldják meg a farmjukon a szűrést, mert nem szeretnének problémát. Én bírom Igort, de most abszolút felkészületlenül ment neki a témának.
-
Vesa
veterán
Teljesen rossz...kb. ilyen az, amikor felkészültség nélkül állnak neki valamit tesztelni, arra alkalmatlan műszerekkel. A nyomtató főleg UFP-ket bocsát ki, amit consumer műszerekkel/szenzorokkal nem lehet márni, ehhez labor műszer kell. Nem tudom, minek amatőrködnek ilyen olcsó eszközökkel, amikor ott vannak a profi kutatási eredmények feketén-fehéren, amiből kiderül, hogy még a legkevésbé gázos PLA-ban is közel 40 féle rákkeltő és mérgező anyagot azonosítottak, több vegyület esetén -szellőztetés vagy szűrés hiányában-, akár a határérték ötvenszeresét is.
-

kavalkád
senior tag
ha segít, én 235/80-al nyomtatok PETG-t (150mm/sec a max sebesség) és a support pont 1 rétegvastagsággal van a tárgy alatt, ha kevesebb akkor nem tudom levenni róla, ha több akkor meg nem szép, mint neked is.
az a minta nagyon érdekes mitől lehet, ha megfejtetted oszd majd meg. -
#50744
 szabieable
aktív tag
doc
#50741
szabieable
aktív tag
doc
#50741
szabieable
aktív tag
mert surlófényben egyenletesebb képet tud mutatni a fal minősége, de ez ugye csak akkor működik ha nincsen overhang mert akkor meg levegőbe nyomtatna
MirageCnek van egy jó videója róla ami az alapvető problémát elmagyarázza [link]
inner-outer sorrendnél a "hibák" összeadódnak -

Tothanta
csendes tag
Apropó, hely! Ti hol szoktatok nyomtatni? Bent a lakótérben, esetleg a garázsban?
Érdemes vagy ajánlott olyan helyiségben nyomtatni, ahol sok időt töltesz a nap folyamán?
Nincsenek kellemetlen vagy esetleg egészségtelen „gőzei” a nyomtatásnak?
És ha például a nyomtató a garázsba kerülne, mennyire érzékeny a nyomtatási folyamat a levegő hőmérsékletére és páratartalmára? -
#50577
 katyilkadr
tag
doc
#50573
katyilkadr
tag
doc
#50573
-

bigrob
őstag
Sunlu után én vettem 10-10kg kingroon PLA és PETG-t, hogy lefedjek minden alap színt

Ennyi pénzért ez is teljesen vállalható.Majd ha aktuális benevezek Jayo-ra is.
Ikeaban vettem nagy dobozokat, nyomtattam PETG-ből kihajtható kampókat ami rászorítja a fedelet.
Még egy szigetelést akarok bele, hogy légmentesen zárjon.Anycubic Kobra S1 túl a 130 órán.
Minden szuper továbbra is.
Alis 3d effektes tálcát nem szereti a PETG. -
-

dvd_R+
őstag
Egyenlőre közvetlen a nyomtatóról indítottam, de megpróbálom mégegyszer ezzel a 3djake-es fossal..
Kibontottam a 20grammos minta anyagot, ég és föld a különbség csak tapintásra is
Szóval most a 3djake fila megy 60 fokos bed és 225 fokos nózi
a filamentnél pedig generic van kiválasztva ugyanúgyha most is rossz lesz akkor megnézem a minta anyaggal

-
Vesa
veterán
Sajnos akár el is szállhat a firmware, vagy mondjuk kihűl a bed és onnantól elenged a modell, nem tudod folytatni. De engem legjobban az ilyen impulzus szerű, nagyon rövid áramszünetek aggasztanak, ilyen miatt már ment tönkre TV-m és hűtőm is, régebben még egy PC-m is elszállt miatta. Azóta van azon is UPS. Bár ezeknél az eseteknél valószínűleg egy túlfesz tüske okozta az elhalálozást, az ellen meg nem kell UPS, elég egy túlfeszvédős elosztó.
JulianSinulf
Jogos, megyek majd ezzel elektronika topikba is (vagy UPS topikba), csak gondoltam hátha már itt valaki ezt kijárta a gyakorlatban. A 3D nyomtatás UPS-el azért nem egy gyakori téma, lehet, hogy a másik két topikban is emiatt nem fogják vágni azonnal. -

ParadoxH
aktív tag
Mert a 220 egy általános ajánlás a lassabb nyomtatók miatt. A gyorsabb nyomtatóknál ahol nagyobb az anyagáramlás és a sebesség ott magasabb szokott lenni a hőfok is valamennyivel.
#50194 bigrob - Igen, láttam. Amikor a Kobra 3 megjelent és az első több száz usernél egyszerre derült, ki hogy baj volt a nozzle-vel (kvázi ők voltak a béta tesztelők vagy a beszállító változtatott a recepten valamit), akkor mindenki, még az is aki előrendelte a nyomtatót bevásárolt javított és nem javított nozzlekből is. Volt aki több tucatot vett. Ez a pánikreakció hiányt okozott és gyakori volt a hivatalos nozzle készlehiány. Na akkor nagyon jók voltak ezek az unofficial nozzlek mert segítettek átvészelni a gyakran több hetes készlethiányokat és azt az időt amíg a javított nozzlere vártak nagyon sokan.
Ezt ha önmagában vizsgáljuk nem akkora gond, még úgy sem, hogy nincs hivatalos nozzle profil a különböző méretekhez, de ha már ajánlani kell akkor az elvárásoktól függően szerintem ezt is figyelembe kell venni.
-

doc
nagyúr
Azt hiszem megvan, a JSON-ban van egy lista a kompatibilis printerekrol, es valamiert az A1 szeria nincs benne
beleteszem...
Yup, most mar megjelent a listaban
Uhh bakker, 235 fok van beallitva ebben a configban, ami azert vicces mert a tech specben meg 220 fokos max szerepel,mindketto forrasa a gyarto
-
#50195
szabieable
aktív tag
doc
#50163
szabieable
aktív tag
-
#50165
 JulianSinulf
őstag
doc
#50163
JulianSinulf
őstag
doc
#50163
JulianSinulf
őstag
Ha főleg használati tárgy kell, akkor az esztétika tényleg másodlagos.
Amúgy is egy-két benchy-re a tesztvideókban olyat mondanak, hogy csak nézek, hogy "ez tényleg szép és jó?"
A jó minőségű anyagokat csak ajánlani tudom. Lehet, hogy drágább, de nem is kell annyit vacakolni vele.
Bambut is nyomtattam, bár nekem inkább Prusament tekercseim vannak. Jók a színek és az anyag minősége is. Szép nyomatok készülnek.
Volt, hogy más anyag esetén akárhány retract tesztet nyomtattam, mindig máshol volt szálas, nem tudtam belőni, hogy ne legyen szálas. Ez még az MK3S+-nál volt. Aztán vettem prusament-et és nem kellett vacakolnom többet a visszahúzással. Az X1C-ben is jól működtek, ahogy a bambu tekercsek is. De amik szálaztak az MK3S+-ban, azok szálaztak az X1C-ben is.
Sunlu-ból többszínűeket vettem novemberben. Nálam a szárítást időnként igénylik és akkor nincs gond a szálazással sem. Szép tiszta nyomtatokat tudok produkálni. A PLA-CF-ükkel nem vagyok megelégedve egyelőre. Büdös is és nagyon szálaz is. Illetve a többszínűeknél van, amelyiknél nem stimmel az egyik szín. Pl. az arany-feketénél nem fekete az arany melletti.
Nekem ezek a tapasztalataim az anyagokkal.A gyors nyomtatóknál, mint az X1C, XL, én az ajánlott magas hőmérsékletet szoktam beállítani.
-
#50162
JulianSinulf
őstag
doc
#50154
JulianSinulf
őstag
Az a baj a temp teszttel, ha a tornyot nyomtatod (én mást nem ismerek), hogy az alapvetően kicsi tárgy, így nem fogja gyorsan nyomtatni. Vagyis nem kapsz tényleges paramétert a megfelelő beállításhoz.
Az elején még talán én is nyomtatgattam a teszteket. Egyet, talán kettőt. Aztán leszoktam róla, nem láttam értelmét. Lassú nyomtatónál hasznos volt.Az is lehet, hogy csak az anyag nem bírja a sebességet. Érdemes utánanézni, hátha van erre vonatkozó adat. Vagy a max volumetrikus sebességre.
-
#50160
JulianSinulf
őstag
doc
#50155
JulianSinulf
őstag
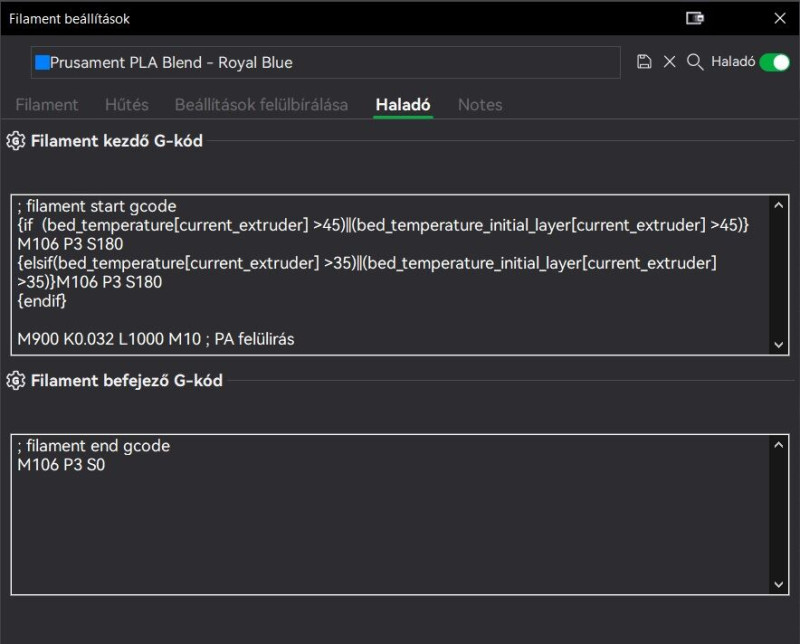
Ezt nem tudom biztosan. Az X1C-n, ha megcsináltam lidar-ral a kalibrációt, akkor el lehetett menteni és az AMS-nél aztán be lehetett állítani. Illetve gondolom AMS nélkül a betöltött filamentnél is be lehet állítani.
De, ha nem akarsz ezzel vacakolni, akkor az előkészítésnél a filament melletti kis ikonra nyomva bejönnek a beállítások és ott meg tudod adni fixre. Így nem kell figyelni filament-cserénél a beállításra, elég, ha az adott filamentet állítod be előkészítésnél.
Azt mondjuk jó észben tartani, hogy ez az érték akár tekercsenként is változhat. De adott esetben akár tekercsen belül is, attól függ, hogy a gyártó mennyire "igényesre" csinálta az anyagot.Az M900 a parancs. Nálam így nézett ez ki.
-
ParadoxH
aktív tag
Itt nem a 2.85mm okozhat problémát

Gondolj bele, ha 1.75mm helyett 1.6mm-es egy példát mondva a filamented mert mondjuk low budget kategória az már majdnem 10% eltérés. Az azért már tud egy kis anomáliát okozni ha logikusan gondolkodsz. Nagyon jó szemed kell legyen ha azt a 0.15mm-t te szemmel vagy turkálós tolómérővel megméred -
ParadoxH
aktív tag
A "növelted kicsit" mit jelent számszerűsítve? Egyik teszről a másikra váltani úgy, hogy nem vagy biztos abban hogy a korábbi tesz jó volt-e nem ajánlott. Több dolgot is elállítasz egyszerre és nem tudod majd mivel volt a gond. A javaslatom:
1. Nézd meg, hogy korábbi profil, korábbi modellel, más filamenttel működik-e ami legutoljára működött. Ha igen akkor valószínűleg beállítás és/vagy filament minőségi gondod van.
2. Ha filament profil beállítási problémád van akkor én temp/flow/pa/max vol. speed testekkel vizsgálódnék nagyjából ebben a sorrendben amíg jó nem lesz. Javaslom, hogy használd az orcaslicert erre.
3. Itt még mindig kérdéses ezután, hogy a filament okés-e? Ha van precíz tolómétered, nézd meg, hogy 1.75mm körüli az átmérő vagy nem. -
ParadoxH
aktív tag
Nemcsak kizárólagosan az okoz ilyen problémát, de könnyen kiderítheted ha kicsit megnöveled a flow-t vagy csinálsz egy flow tesztet. Ha jól látom fent csináltál hasonlót. A többi beállításod mi alapján lett belőve? Más teszteket csináltál még? Mutass pár beállítást nekünk. General pla? Sebesség mennyi? Más modelleket korábbi beállítással és filamenttel hogy nyomtat? Ha ott is probléma van akkor lehet, hogy nem a beállításokkal van a gond...
-
#50124
JulianSinulf
őstag
doc
#50117
JulianSinulf
őstag
Alapvetően ez esztétikai dolog.
Megtapogatod ujjal, megpuszilgatod ajakkal, megkaparászod körömmel és amelyik a legjobban tetszik (amelyik a legsimább felületet mutatja), az lesz a jó.
Ha nem tudsz dönteni 2-3 közül, akkor viheted a párodhoz is tesztre. Én ezt tettem. Nem volt túlzottan elragadtattva, mivel több anyaggal is megcsináltam és sokszor nagyon nehéz a döntés, ha az ember a legeslegjobbra törekszik.Ha megvan az érték, akkor beillesztet a segítségben leírt képletbe és megkapod az eredményt.
Ha nem találod a Studio-ban a segítséget, akkor tedd fel az orca-t, mert ott biztos, hogy megvan az átirányítás a megfelelő oldalra, ahol nagyjából az összes tesztre van leírás.
A studio az orca-tól vette át. Régen nem volt benne semmilyen teszt. -
-

Joshi
titán
Jónak tűnik, csak egy bizonyos mennyiségű hulladéknál már senki nem tudja hogy az adott hulladék modell éppen PLA, ABS, ASA stb anyagból van. Nyilván nem fogod egyesével melegíteni hogy melyik mit bír.
Amúgy tetszik az ötlet.
Bennem már rég felmerült az az ötlet, hogy a szeletelő progikba legyen egy alapértelmezett karakter "logo" (PLA, ABS, ASA stb), amit automatikusan beletesz a nyomat aljába, vagy ahova szeretnéd. Ez azért lenne jó, mert így minden egyes modellről tudnád, hogy milyen anyagból van. Olyasmire gondolok, mint a Benchy alján lévő szöveg. -
Astroboy
őstag
Nem rossz, de legalább olcsó.
Nekem full laikusként elsőre az 50-60 fokra melegített sütő jutott eszembe, hőlégkeveréssel. Működhet az is?No.3: Ha egy megfelelően száraz anyaggal kezdek egy több órás nyomtatásba, és az asszony kitereget a lakásban, az nem lesz hatással a filamentre?

-
Nagyon köszönöm, pontosan ilyesmit kerestem pár éve, amikor először felmerült a foodsafe kérdés. Igazából nekem nem konkrétan foodsafe kell, de talán az áll a legközelebb hozzá
Árban a kettő (Bambulab A1, Anycubic Kobra S1) nagyon hasonló, a Kobra zárt, így elvileg ABS-t is lehet vele nyomtatni, ha jól sejtem. Mi az, ami még egyik vagy másik felé billenti a mérleget?
-
-

5leteseN
senior tag
A gyárilag zárt-dobozos nyomtatóknál("tippelve"
 ) az alkatrészeket úgy tervezték anyagválogatás szempontból, hogy ez ne okozzon problémát.
) az alkatrészeket úgy tervezték anyagválogatás szempontból, hogy ez ne okozzon problémát.
Drágább hőtűrő műanyagok, valószínűleg nehezebb, gondosabb gyártás, esetleg kiegészítő hűtés egyes kritikus elemeknek a kritikus nyomtatási szakaszban.







































 ) az alkatrészeket úgy tervezték anyagválogatás szempontból, hogy ez ne okozzon problémát.
) az alkatrészeket úgy tervezték anyagválogatás szempontból, hogy ez ne okozzon problémát.
![;]](http://cdn.rios.hu/dl/s/v1.gif)
Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja

- Eladó MSI B650 GAMING PLUS WIFI Alaplap
- Eladó PNY GeForce RTX 4070 Ti SUPER 16GB videokártya
- Bomba ár! Asus Slate EP121 Tablet - Intel Core i5 I 4GB I 64GB SSD I 12" Touch I Cam I W10 I Gari!
- Bomba ár! HP EliteBook 2570P - i5-3GEN I 4GB I 320GB I DVD I 12,5" HD I W10 I Garancia!
- Bomba ár! HP EliteBook 2560P - i5-2GEN I 4GB I 320GB I 12,5" HD I W10 I Garancia!
- Xiaomi Redmi Note 13 Pro 5G 256GB, Kártyafüggetlen, 1 Év Garanciával
- ismét elérhető 3db - Sennheiser MOMENTUM 4 fejhallgatók
- AKCIÓ! ASUS ROG Zephyrus GA403UV Gamer notebook - R9 8945HS 16GB RAM 1TB SSD RTX 4060 8GB WIN11
- Telefon felvásárlás!! iPhone 13 Mini/iPhone 13/iPhone 13 Pro/iPhone 13 Pro Max
- Eladó szép állapotban levő Huawei P30 Pro kék 6/128GB 12 hónap jótállással!
Állásajánlatok
Cég: Promenade Publishing House Kft.
Város: Budapest

Cég: PC Trade Systems Kft.
Város: Szeged