- Netfone
- iPhone 16e - ellenvetésem lenne
- Megindult világhódító útjára az új Samsung fülhallgató
- Hat év támogatást csomagolt fém házba a OnePlus Nord 4
- Magisk
- Garmin Forerunner 970 - fogd a pénzt, és fuss!
- Xiaomi 14T Pro - teljes a család?
- iPhone topik
- Nem fogy a Galaxy S25 Edge?
- Samsung Galaxy S24 FE - később
-

Mobilarena



Új hozzászólás Aktív témák
-
-

pchris
tag
válasz
 kavalkád
#50999
üzenetére
kavalkád
#50999
üzenetére
Van jópár videó a youtube-on hogyan automatizálják a tárgy levételt. Például: [ez] De létezik az A1 minihez már plate removal megoldás is [link] Mondjuk ennek bekerülési költségét kicsit sokalllom. Főleg 4-5 plate-tel számolva. Mondjuk az árát pár nap alatt kitermelné, de előbb kipróbálnám az első tárgylelökős módszert. Ahhoz viszont az kell, hogy szinte leessen a kész nyomat, ha kihűlt a bed.
Még a nyomtató sincs megvéve, csak keresem a fejlesztés irányát. Nincs kedvem éjszaka kelni emiatt, meg hát dolgozni is kell járni néha. Viszont addig is dolgozhatna...
A jelenlegi nyomtatóm egy Flashforge Adventurer 5M, ami ugye nem bed slinger, így azon maximum a lehűlés utáni tárgylevételt tudom kikísérletezni. -
-

mumtaz
senior tag
válasz
kavalkád
#50825
üzenetére
Szerintem az SE talán jó lehet, de a gyári hibák ott is meg lesznek, mint a többi K1-nél.
Poli27 elfogult a korábbi K1 tapasztalatai alapján, amit meg is értek.
Nekem a gyári dolgokon kívül a K1(nem C)-nél a gyári hibák javítása után mondhatom, hogy tökéletesen működik. Az egyik ilyen és leg fontosabb, hogy a három Z orsót kalibrálni kell kézzel, mert azt bizony nem állították be rendesen és emiatt az asztal ferde minden irányban. Még vannak dolgok, de azok inkább a K1-es zárt változatokra vonatkoznak.
Ezek után nekem a K1 tényleg csak nyomtat. Nem kellett semmit állítgatni azóta.A K1-SE valóban a zárt változatok butított változata.
Ha meg kibírta xanax nélkül 8-10 évig egy ős Ender 3-al, akkor nem lesz gond. -
-

Sanraith
aktív tag
válasz
kavalkád
#50756
üzenetére
A képen lévő kreditek a MakerLab-os toolokhoz (vagy legalábbis egy részéhez) valók, ezekhez komolyabb számítási kapacitás kell, amit a kreditekből lehet kifizetni.
A Makerworld pontokat pedig be lehet váltani ajándékokra a webshopban, jelenleg pl 524 ponttért tudsz 40EUR ajándékkártyát vásárolni.
-
-

kokokka
addikt
válasz
kavalkád
#50683
üzenetére
Copilot:
TPU és PETG ragasztásához több módszer is létezik, attól függően, hogy milyen erős kötést szeretnél elérni:
1. **Poliuretán ragasztó** – Ez az egyik legjobb választás, mivel rugalmas és jól tapad TPU-hoz és PETG-hez is[43dcd9a7-70db-4a1f-b0ae-981daa162054](https://www.reddit.com/r/3Dprinting/comments/nsm8ko/how_to_glue_tpu_parts_together/?citationMarker=43dcd9a7-70db-4a1f-b0ae-981daa162054 "1").
2. **PVC nyomócső ragasztó** – Erős kötést biztosít, és jól működik TPU és PETG esetén is[43dcd9a7-70db-4a1f-b0ae-981daa162054](https://www.reddit.com/r/3Dprinting/comments/nsm8ko/how_to_glue_tpu_parts_together/?citationMarker=43dcd9a7-70db-4a1f-b0ae-981daa162054 "1").
3. **Cianoakrilát (pillanatragasztó)** – Gyorsan köt, de nem mindig elég rugalmas, így ha a TPU-t hajlítani kell, előfordulhat, hogy elenged[43dcd9a7-70db-4a1f-b0ae-981daa162054](https://www.reddit.com/r/3Dprinting/comments/nsm8ko/how_to_glue_tpu_parts_together/?citationMarker=43dcd9a7-70db-4a1f-b0ae-981daa162054 "1").
4. **THF (tetrahidrofuran)** – Oldja a TPU-t, így erős kötést hoz létre, de kezelése körültekintést igényel[43dcd9a7-70db-4a1f-b0ae-981daa162054](https://www.reddit.com/r/3Dprinting/comments/nsm8ko/how_to_glue_tpu_parts_together/?citationMarker=43dcd9a7-70db-4a1f-b0ae-981daa162054 "1").
5. **Mechanikai rögzítés** – Ha lehetséges, érdemes a két anyagot úgy tervezni, hogy mechanikusan illeszkedjenek egymáshoz, például bepattanó vagy csavaros megoldással[43dcd9a7-70db-4a1f-b0ae-981daa162054](https://www.reddit.com/r/3Dprinting/comments/fldaff/experimental_print_bonding_tpu_petg_left_was/?citationMarker=43dcd9a7-70db-4a1f-b0ae-981daa162054 "2").Ha nyomtatás közben szeretnéd összeolvasztani a két anyagot, akkor érdemes a PETG első rétegét magasabb hőmérsékleten nyomtatni, hogy jobban tapadjon a TPU-hoz[43dcd9a7-70db-4a1f-b0ae-981daa162054](https://www.reddit.com/r/3Dprinting/comments/fldaff/experimental_print_bonding_tpu_petg_left_was/?citationMarker=43dcd9a7-70db-4a1f-b0ae-981daa162054 "2").
-
#50680
 JulianSinulf
őstag
kavalkád
#50679
JulianSinulf
őstag
kavalkád
#50679
-
#50646
JulianSinulf
őstag
kavalkád
#50645
JulianSinulf
őstag
válasz
kavalkád
#50645
üzenetére
Sőt, meg is mutatom!
SUNLU Silk PLA+ Tri-Color Red Yellow Green -

doc
nagyúr
válasz
kavalkád
#50594
üzenetére
Nekem nem kell 1 kg, boven eleg a fel kilo, ez 10USD korul van Alin (~3700), szallitassal egyutt.
Ha megveszem itthonrol az 1 kilosat, az szallitassal egyutt 6500. Ertem en hogy jobban jon ki aranyaiban, de felesleges azert vennem egy csomot, amit aztan csak tartogatok a fiok aljan mert megerte

-
válasz
kavalkád
#50501
üzenetére
Cura-ban is el tudod vágni miután beforgattad.
Nem tudom mit építesz, de hátha segítenek a tapasztalataim: Kültérre nyomtattam ASA-ból. Földkábel került a csőbe és annak a derékszögű kivezetését oldottam meg így a kaput nyitó motornál. A kábelt behúzni elég macerás könyöknél, jobb inkább külön behúzni az egyenesben, majd a könyököt külön. Tömörséget a saját anyagából készített ragasztóval oldottam meg. Acetonban feloldottam a supportot és azzal kentem ki az illesztéseknél, mintha epoxival dolgoztam volna olyan stabil kapcsolatot ad. Gyorsan szárad és oldhatatlan, szóval észnél kellett lenni és figyelni, hogy ne ragasszam az egészet a földkábelhez.
-
válasz
kavalkád
#50498
üzenetére
Ne csak a statikát nézd, hanem az összekötő erősségét is. A b verzió nekem sokkal jobban bevállt. Az a verziónál ha volt a két cső között oldal irányú feszítő erő, akkor a layerek közötti tapadást könnyebben el tudta törni.
A jobb stabilitás érdekében annyit csaltam, hogy 32mm-es csőnél a B-nél simán lecsaptam kb. 2 mm-ert az aljából, hogy ne élével feküdjön fel.
-
#50424
JulianSinulf
őstag
kavalkád
#50420
JulianSinulf
őstag
válasz
kavalkád
#50420
üzenetére
Nem kell minden marketing szöveget elhinni. A nyomtatók sem tudnak 700-zal nyomtatni azért, mert ráírták.
Erről szintén a korábban említett Igor csinált teszteket, meg magyarázatot is, hogy pl. az olcsó CF-ek miért gyengébbek bizonyos körülmények között, pl. rétegtapadásban.
Illetve nemrég csinált egy olyan tesztet is (még nem néztem meg a videót), amiben egy drágább CF is szerepel, ahol nem szétszórva van a CF, mint az olcsóban, hanem a mag CF, a körítés meg műanyag.Nekem speciel most a megjelenés számított volna.
A későbbiekben meg a vezető képessége - fel nem töltődő képessége. Melóhelyen valamilyen PETG-CF-et használnak. De még nem tudtam meg, hogy melyik gyártótól. -
doc
nagyúr
-

Gh0sT
addikt
válasz
kavalkád
#50362
üzenetére
Hát, szerintem még akkor sem biztos hogy megéri, ha van saját nyomtatód és anyag árban nézed. Legalábbis nekem az a tapasztalatom, hogy jelentősen alul tudom becsülni a filament mennyiséget.
Biztos vagyok benne, hogy van olcsóbb megoldás, elképzelhető, hogy töredék áron. Viszont egyedi és teljesen testre szabott lesz, később pedig alakíthatom az igényeimhez. Én úgy vagyok vele, hogy magamnak megcsinálom, mert jó móka, tanulom közben a 3D modellezést is, és többféle filamenttel is kísérletezhetek.
Megéri? Ha a befektetett időt és pénzt nézem, akkor nem. Ha azt, hogy rendszerezett lesz minden körülöttem és helyet spórolok, illetve időt azzal, hogy tudom mit hol kell keresnem, akkor igen. Legalábbis nekem.
Köszi, a második linket javítottam: [link]
-
#50320
JulianSinulf
őstag
kavalkád
#50319
-
#50299
JulianSinulf
őstag
kavalkád
#50286
JulianSinulf
őstag
válasz
kavalkád
#50286
üzenetére
Akkor ez itt a gond, ezért folyik.
Én ezért szerettem az X1C-t, mert ott nem volt ilyen gond, ahogy most az XL-en sincs. Hidegen cserélgethetem, mert olyan a felszerelés. Így biztos, hogy nem égetem meg a kezem, az asztalt, egyebet. És nem is fog mindenfele folyni.
Persze ez rajtad most épp nem segít, de egy későbbi nyomtatóvásárlásnál akár ez is bekerülhet a szempontok közé.
-
#50284
JulianSinulf
őstag
kavalkád
#50283
JulianSinulf
őstag
válasz
kavalkád
#50283
üzenetére
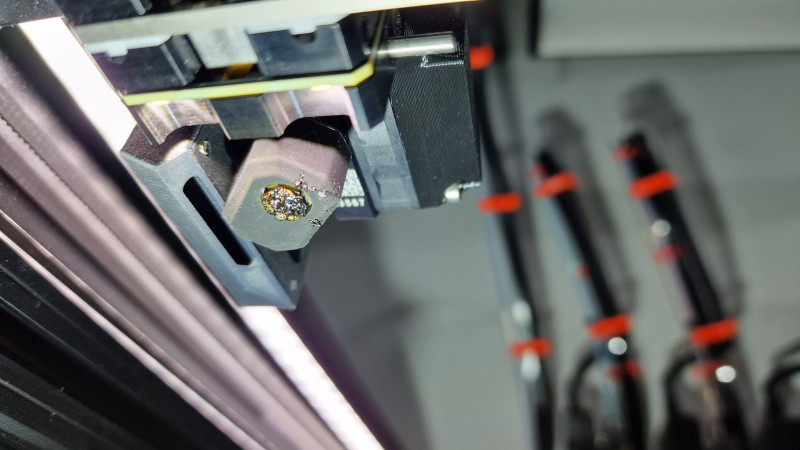
Ha már úgy sincs rajta a zokni, akkor indíts egy nyomtatást és figyeld, hogy folyik e közvelten a hotend alatt. Ha igen, akkor nem lett jó az illesztés. Újra meg kell csinálni a szerelést. Lehetőleg most jobban.
Az anyag helye és mennyisége alapján szerintem nem jó az illesztés. Lehet, hogy a heatbreak-et kellene lejjebb tolni vagy jobban becsavarni.
Azt is olvastam, hogy a nozzle karimája és a hotend között kell egy kis rést hagyni. Vagyis úgy kell beállítani a heatbreak-et is, hogy maradjon egy kis rés, ahol annak lennie kell.
Ha így húzod meg, akkor látod, hogy jó e, mert nem megy tovább, mert nincs hova. Vagyis nincs hézag.
Gondolom melegen húztad meg, ahogy azt kell. -
#50268
JulianSinulf
őstag
kavalkád
#50237
JulianSinulf
őstag
válasz
kavalkád
#50237
üzenetére
Ilyen az anyag?
 4 órát nyomtattam vele úgy, hogy már az elején is volt rajta, mert mindig szétkenődik. A kép nem adja vissza, meg ez pont meg is van száradva. Le is takarítottam a kép megcsinálása után.
4 órát nyomtattam vele úgy, hogy már az elején is volt rajta, mert mindig szétkenődik. A kép nem adja vissza, meg ez pont meg is van száradva. Le is takarítottam a kép megcsinálása után.
Most megy egy másik 4 órás nyomtatás, már a felén túl van és fekete a nozzle az anyagtól.
Sosem állítottam meg, eddig nem volt vele semmi gondom.
Nálam ez az anyag csak ott alul, azon a 0,4 mm-esen lyukon keresztül tud oda kerülni.
Prusament PETG Jet Black.
PLA-val nem így néz ki. Majdhogynem tiszta. -

azbest
félisten
válasz
kavalkád
#50237
üzenetére
és biztos, hogy fentről szivárog? A petg néha hajlamos felmászni a nozzlen... múltkor cht klón nozzlevel nyomtattam petg-t az enderemmel és mindig lett egy blob rajta, ami véletlenszerűen felragadt valahová. Először azt hittem nem lett elég szorosan becsavarva, de talán a cht-vel nem volt elég jó a retract és a ragacsos petg mászott felfelé. Lehet kicsit túl melegen is próbáltam.
-

ParadoxH
aktív tag
-
ParadoxH
aktív tag
válasz
kavalkád
#50114
üzenetére
Ha ez elvileg sikerül is neked, rengeteg felesleg keletkezhet modelltől függően. Nem ismerem a modelled, és hogy mit kell kibírjon a szerkezet, de nekem az tűnne logikusnak ha külön nyomtatnád és a tpu--t úgy terveznéd, hogy valamivel nagyobbra skálázod a TPU tömítést mint a rés amire zárnia kell, majd összeszereled.
Esetleg tudsz konkrét példát mondani, hogy mit szeretnél pontosan? Képekkel vagy modellekkel? Talán úgy célzottabb javaslatot is tudnánk tenni.
-
ParadoxH
aktív tag
válasz
kavalkád
#50107
üzenetére
Kérdés hogy mit értesz mixelés alatt. Az AMS néhány konkrét típustól eltekintve nem igazán szereti a TPU-t. A PLA és a PETG nem igazán tapad jól egymáshoz. Sokan használják pont ezért a sima suportok eléréséhez a kettő alkalmazását pont ezért. Az ABS-nél pedig túl meleg a kamra mondjuk a PLA-hoz keverve. Ilyen értelemben itt nagyon le vagy korlátozva. Bizonyos anyagokat lehet keverni bizonyos célokra, de általában ha a ptesza által is belinkelt képhez hasonló a cél akkor nincs értelme a különböző anyagok kevérésnek egyazon modellen belül.
-
#49527
JulianSinulf
őstag
kavalkád
#49525
JulianSinulf
őstag
válasz
kavalkád
#49525
üzenetére
Ez még semmilyen tudományos részt nem tartalmaz.
Ami azt illeti, erről is láttam már videót, ahol a yt-s bemérette a kis olcsó 5V-os átalakítóját, meg egy vagy két kínai félét is. Kiderült, hogy mindegyik problémás. Szerencsére még volt annyi ideje, hogy a sajátján lecserélte a kínia tekercset Würth Elektronik-os tekercsre és mindjárt megfelelő értékek jelentek meg. Amúgy a tesztelő nagyon be volt táblázva a teszteket illetően.
Még jó, hogy nemrég vettem pár ilyen vackot....
És kérdéses, hogy a konnektorokban/hosszabbítókban lévő USB aljzatok elektronikája milyen minőségű.
Ezek mondjuk okozhatnak zavarokat. Pl. a wifi hálózatban. De ez nem a technológia hibája, mint inkább a profithajhászás és a mindent olyan olcsón megvenni, ahogy csak lehet mentalitás számlájára írható.Az alvási gondodat okozhatja az is, hogy a gép nem zajtalan. Gondolom némi venti van rajta, ami megy is. Az meg légmozgást generál, meg zajt. És még ott van a tekercsek sípolása is. Ha van. Nekem emiatt kell áramtalanítanom a gépet, mert az alaplapon valamelyik tekercs sípol üzem közben, ha nem teszem. Ha pár órát megy a gép terhelés nélkül, akkor is hajlamos elkezdeni sípolni. Ilyenkor nagyon rövid időn belül ki is kapcsolom a gépet és otthagyom.
Pontosan tudom, hogy a párom telója mikor van feltöltve. Olyankor elkezd ciceregni a töltője. Baromi zavaró. -

kavalkád
senior tag
válasz
kavalkád
#49153
üzenetére
FYI:
megjavította az "ember" a nyomtatót, sok baja nem volt, az extruderben valami kis csapágyaknak adott kenést, kicserélte a PTFE csövet valamint az E-step-et kellett beállítani. csinált vele próbanyomtatást, nagyon szép lett. megmutatta hogyan lehet a gcode-ban hogy lehet bekapcsolni az auto-szintezést, meg javasolta vegyek izopropanolt és azzal takarítsam a szappan helyett. (ilyet hol érdemes venni?)
mégegyszer kösz mindenkinek a tippeket/tanácsokat.
-
#49167
JulianSinulf
őstag
kavalkád
#49166
JulianSinulf
őstag
válasz
kavalkád
#49166
üzenetére
Akkor mindjárt át lehet ugorni a "fostalicskázást" is, meg a sírás-rívást szerelő után, meg, hogy csak nyomtatni akartál. Mert ebből úgyis a megmondtuk rész fog jönni.
Kaptál egy csomó ötlete, lehetőséget.
Én biztos, hogy szívesen akartam segíteni neked, de ez nem hiányzik azért, mert te nem tudtad megoldani a gondodat.
Az olcsó nyomtató csak kezdetben olcsó, utána úgyis fizetni fogsz valamivel. Vagyis nem lesz olcsó. Persze van, akinek megéri a spórolás az idegeiért és tudásának csiszolásáért cserébe. A maradék meg csak az idő, amit rászánsz, hogy működjön.
A bambu és prusa is elromolhat. De ott a support, aki segít. -
#49165
JulianSinulf
őstag
kavalkád
#49161
-
#49154
JulianSinulf
őstag
kavalkád
#49153
JulianSinulf
őstag
válasz
kavalkád
#49153
üzenetére
Akkor az a gondod, hogy az extruder kereke megcsúszik és az anyag nem halad.
Visszahúzás utazás előtt van. Így ezt egyszerű megfigyelni. Ha akkor is csinálja, mikor a vonalakat húzza az első rétegre, akkor viszont tolásnál csinálja.Vagy a kerekek nem szorítanak rá eléggé a filamentre vagy a nozzle-ban van esetleg valami. Esetleg az extruderbe tört bele valami.
A kerekek szorítását elvileg lehet állítani az extruderen egy csavarral. De lehet, hogy nem árt kicsit szétszedni és belenézni.
A nozzle dugulás elhárításra meg rengeteg megoldás van a neten. Nekem így, ilyenem még nem volt. De pont nemrég olvastam itt valakitől, hogy neki benne volt egy darab fém a nozzle-ban, ami gondot okozott. -
#49149
JulianSinulf
őstag
kavalkád
#49148
JulianSinulf
őstag
válasz
kavalkád
#49148
üzenetére
Ha jól megnézed a jobb alsó sarkot, akkor egyértelműen látszik, hogy kilátszik a lap, amire nyomtatsz. Na ilyennek nem szabad lennie. Azt viszont nem látom egyértelműen, hogy ez réteg magasság probléma vagy extruder gond.
A meglévő csíkok alapján (úgy tűnik, hogy el van kenve eléggé) jónak tűnik a réteg magasság. Ez esetben extrudálási gond lehet.Van egy ilyen flow teszt, ezt bármivel szeletelheted. Érdemes lenne a sebességet nagyon visszavenni, tekintve, hogy már 50 mm/s sebességnél is gond van. És nem csak bambuhoz használható.
Ezen az oldalon pedig egy másfajta tesztet lehet generálni. Itt nagyon figyelni kell, hogy jól állítsd be a nyomtató paramétereit. Ha van ismeretlen érték, akkor a szeletelő nyomtató részlegén lehet, hogy megtalálod a megfelelő adatot.Nyomtatás közben nem hallottál kattogó hangot az extruder felől?
-
#49147
JulianSinulf
őstag
kavalkád
#49146
JulianSinulf
őstag
válasz
kavalkád
#49146
üzenetére
A szeletelőben be lehet állítani, hogy az első x rétegen ne menjen a tárgyhűtő venti. Elvileg azt is be lehet állítani, hogy milyen ütemben kezdjen el működni a tárgyhűtő.
Pl. az elsőnél semmi, aztán mondjuk az 5. rétegig eléri a 100%-ot. De ez is állítható úgy emlékszem.A sarkoknál általában pont, hogy több anyagnak kell lennie, nem kevesebbnek. Ezt szokták finomhangolni a filament kalibrálással. Extruder szorzó állítás, PA állítás. Az orca-ban benne van mind a kettőnek a kalibrációja. Az extruder szorzó meg általában 1 alapbeállításon.
Ugyanaz a nozzle van benn a gépben, mint ami a szeletőben van beállítva?
Megpróbáltad már kinyomtatni azt a gcode-ot, ami korábban sikeres volt?A Z hop azt jelenti, hogy utazás közben feljebb emeli a nozzle-t. Adott esetben segíthet.
Esetleg a visszahúzás értékét kellene még megnézni.
DirectDrive-nál (DD) 1 mm alatti a visszahúzás mértéke. Prusa-n és FLSun-on 0,8 mm. Prusa-n a sebessége 35 mm/s. FLSunon 30 mm/s. -
kavalkád
senior tag
válasz
kavalkád
#49140
üzenetére
hosszas kisérletezés után a következőre jutottam:
(előtte újratakarítottam és szintbe is kalibráltam ismét a rendszert)
megpróbáltam az Orca-s flow testet kinyomtatni, a második rétegnél elkezdett feljönni az anyag több hőmérsékleti beállításra. az első rétegnél a tárgyhűtés (vagy bármi is a neve annak a két ventinek az extruderen) nem megy egyáltalán, a másodiktól kapcsol be. ha kézzel kikapcsolgattam akkor nem kunkorodtak fel a szélek.
ezt remélem nem kézzel kell majd állítgatnom minden alkalommal.a nyomtatásbeli folytonossági hibák pedig ott keletkeznek ahol épp megkezdi/vagy befejezi a nyomtatást, értem itt, ha van egy négyzet, akkor ott hiányzik néha egy kis darab ahol elkezdi azt nyomtatni vagy ahol befejezi, ezt még nem sikerült kiderítenem melyiknél is van a gond pontosan a kettő közül. van ennek köze a Z hop opcióhoz? ez most ki van kapcsolva.















![;]](http://cdn.rios.hu/dl/s/v1.gif)




























 4 órát nyomtattam vele úgy, hogy már az elején is volt rajta, mert mindig szétkenődik. A kép nem adja vissza, meg ez pont meg is van száradva. Le is takarítottam a kép megcsinálása után.
4 órát nyomtattam vele úgy, hogy már az elején is volt rajta, mert mindig szétkenődik. A kép nem adja vissza, meg ez pont meg is van száradva. Le is takarítottam a kép megcsinálása után.





Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja

- GAMER PC : RYZEN 5 4500 / 16GB DDR4 / ASUS RX 480 8GB / WiFi / Bluetooth / 512GB M.2 SSD / 500GB HDD
- Dell Latitude 7390, 13,3" FHD IPS , I5-7300U CPU, 16GB DDR4, 512GB SSD, WIN 11, ( olvasd végig )
- Acer PREDATOR HELIOS NEO 16 / i9-14900HX / RTX 4070 (140W) / 1 TB SSD / 240HZ
- Topping A70 Pro fejhallgató erősítő
- Topping D70 Pro Octo DAC
- AKCIÓ! Apple Mac Studio M1 MAX 2022 32GB 512GB számítógép garanciával, hibátlan működéssel
- Csere-Beszámítás! AMD Ryzen 7 5700X3D Processzor!
- ÁRGARANCIA! Épített KomPhone Ryzen 5 9600X 32/64GB RTX 5070 12GB GAMER PC termékbeszámítással
- BESZÁMÍTÁS! Asrock H310CM i5 9400F 16GB DDR4 240GB SSD 1TB HDD RTX 2060 Super 8GB Zalman Z1 700W
- AKCIÓ! Lenovo Thinkpad T14 Gen 3 üzleti notebook - i5 1245U 16GB RAM 512GB SSD Intel Iris XeW11
Állásajánlatok
Cég: Promenade Publishing House Kft.
Város: Budapest

Cég: PC Trade Systems Kft.
Város: Szeged