Hirdetés
- Samsung Galaxy A57 - kecses test, lusta lélek
- Megérkezett Európába a Soundcore Space 2 fejhallgató
- Hivatalos a OnePlus Watch 4
- Így spórolhat az Apple az iPhone 18 kijelzőin
- OnePlus 15 - van plusz energia
- Fittyet hány a pesti napfényre a Honor 600
- Mobil flották
- iOS alkalmazások
- Microsoft Rewards
- Milyen okostelefont vegyek?
-

Mobilarena
Bambu Lab X1 és P1P egy nagy innovációt tett le az asztalra 2022 ben ezzel megzavarva a 3D nyomtatók körüli állóvízet szerencsére!

Új hozzászólás Aktív témák
-

Joshi
titán
-
Joshi
titán
Ismét kudarcba fulladt a Star Warsos nyomtatás, de most már azért látom hogy mi a gond. Eleve rossz a modell, vagyis ez inkább gyantás nyomtatóra való modell. Most nem ecsetelem a miérteket. Persze mindent ki lehet nyomtatni, de ez a modell nem FDM nyomtatóra való. Eddig auto supportra hagyatkoztam, na ez hiba volt. Holnap (ma) megpróbálom egyedi beállításokkal és supporttal kinyomtatni. Csak is azért, hogy legyen egy ilyen modellem.
Az X2D nyomtató jó, de kb olyan bénácska mint a többi Bambu nyomtató. Vannak erősségei, de vannak gyengeségei. Nekem az a fura, hogy így ennyi év után is megmaradtak olyan dolgok, amik azért nem kellenének hogy legyenek. -

Arageus
tag
Egyébként TPU nál asszem kb minden gyártó fel is tünteti hogy szárítsd ki használat elött.
Némely PETG-nél is láttam már, a többihez egyenlőre még nemértek (nincs még mivel), szóval még PLA-PETG-TPU hármas vonalom mozgok
Párahőmérőt magamnál 50 alatt még én sose láttam
 azis inkább nyáron egy szelőztetés után, napközben. egyébként meg 60-70 az átlag. (nem is panel, kertes, külváros)
azis inkább nyáron egy szelőztetés után, napközben. egyébként meg 60-70 az átlag. (nem is panel, kertes, külváros)
és sajna páramentesítő sem viszi sokkal lentebb, pedig nem kisteljesítményű semmirekellő.
és mivel Ams Lite, így minden filament saját dobozban lakik (légmentes, "műzlis tároló")
(légmentes, "műzlis tároló") -

Steady74
addikt
A P1S combo elvileg AMS-sel érkezik, nekem AMS2 pro van.
Ha kell, módosítom majd az elképzelésem, nem esek kétségbe. Arra gondoltam, hogy az új árak kb 65%-át számolva ebbe a sávba beleesek, pluszban számoltam azzal, hogy hamarosan komoly szállítási gondok adódnak globálisan, azt hiszem az iráni helyzettel lesz bajunk rendesen.
Pulsra kolléga száma az enyémnél magasabbak, ha a használt gépre értette, az nekem kicsit magas, ha újra, akkor meg az én áram rendben van.
Nyilván majd a konkrét eladás előtt megnézem mit mutat majd a piac. Köszi az észrevételeket
-
Joshi
titán
válasz
 Steady74
#14233
üzenetére
Steady74
#14233
üzenetére
"140-160 között gondoltam egyébként valahol."
Nem akarlak elkeseríteni, de a Bambunál most újonnan egy P1S (AMS nélkül) 390€. A mostani 365Ft-os euróval az 142k-ra jön ki. Az eladóknak most nem annyira kedvezőek a feltételek, de hát ez van.![;]](//cdn.rios.hu/dl/s/v1.gif)
ui.: annyit fűznék hozzá, hogy szerintem az AMS 1 túl van árazva az AMS 2 Pro-hoz képest. Ugyanis előző 239€, míg utóbbi 289€. Nyilván jobb vétel az AMS 2 Pro mint az 1, ez nem kérdés. -
#14244
 Pulsar
veterán
2thletme2day
#14241
Pulsar
veterán
2thletme2day
#14241
válasz
 2thletme2day
#14241
üzenetére
2thletme2day
#14241
üzenetére
5.5 x 2.1 mm barrel csati
-
#14243
Steady74
addikt
2thletme2day
#14241
Steady74
addikt
válasz
2thletme2day
#14241
üzenetére
Holnap megnézem.
-
-
-
Joshi
titán
válasz
Steady74
#14233
üzenetére
Tőlem szombaton vitték el a P1S Combot 145k-ért 383 üzemórával. Sajnos (rám nézve) a Bambu nagyon levitte az árakat. A reális ára olyan 160-170k lett volna, de én eladni akartam nem pedig árulni. Filóztam hogy a H2D legyen, de egyszerűen nem nyomtatok annyit, hogy azt a nyomtatót kihasználjam.
-
#14233
Steady74
addikt
2thletme2day
#14232
Steady74
addikt
válasz
2thletme2day
#14232
üzenetére
Köszi. A P1S más kategória, talán 150 óra lehet benne, folyamatosan karban tartottam, 140-160 között gondoltam egyébként valahol. Nem combo a gép, vettem egy P1S-t, aztán egy ams 2 pro-t táppal, van a géphez építőlap vagy 5 féle.
-
#14232
 2thletme2day
őstag
Steady74
#14231
2thletme2day
őstag
Steady74
#14231
2thletme2day
őstag
-

adam0602
tag
válasz
 laskr99
#14221
üzenetére
laskr99
#14221
üzenetére
Akkor még visszább veszem a flow ratet. Kalibráció után 0.92 volt a sunlu amit keveseltem ezért kicsit feljebb toltam 0.95-re.
Csak akkor is érdekes számomra, hogy kisebb tárgyakat gond nélkül nyomtattam eddig...
Közben már szárítom a filamenteket, hátha az is közre játszik. -
adam0602
tag
Sziasztok!
Teljesen elvesztem, remélem valaki tud segíteni...
P1S nyomtató, eddig kisebb tárgyakat nyomtattam amik nem terültek el ennyire így nem tünt fel a hiba.
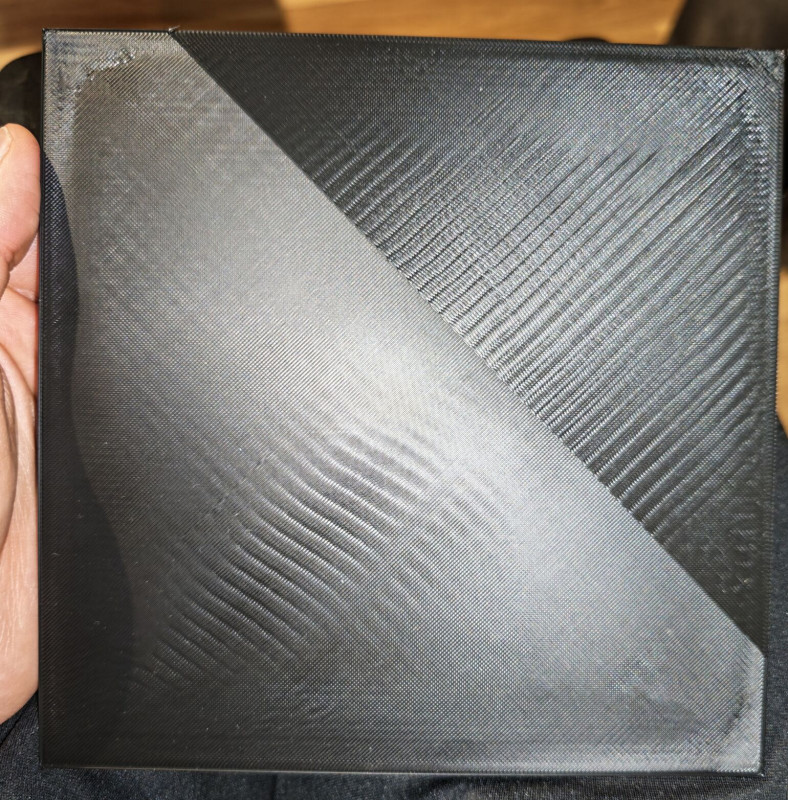
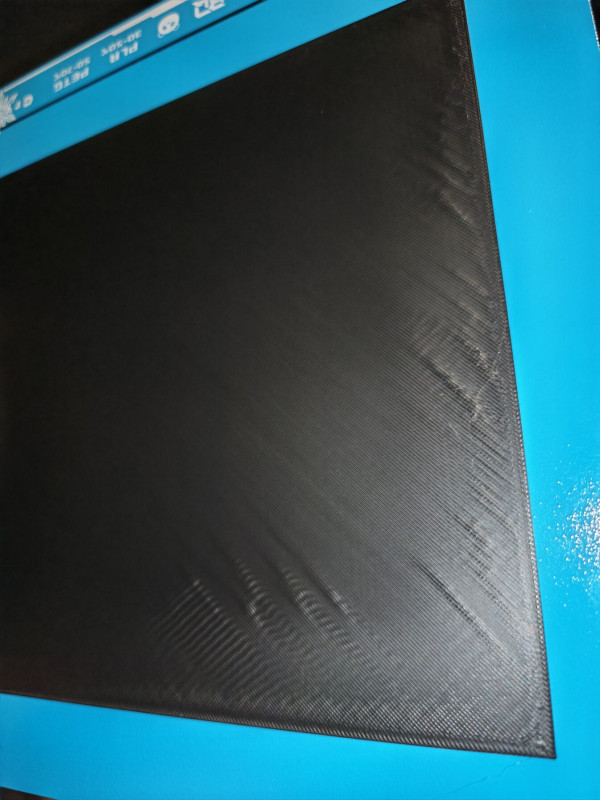
Kb. 90 óra van a gépben, plate takarítva rendszeresen mosogatószerrel. Jelenleg Biqu frostbite van benne, de a gyári textured pei-n is ugyan ez a hiba jelenség. Sunlu pla+ 2.0 filament és bambu lab pla-val is fent áll a hiba. Szóval nem plate és nem is filament szerintem.
Komplett hotend csere történt gyári bambu edzett acélra és Biqu edzett acél extruder gear is került a gépbe. Csavarok meghúzva, majd teljes kalibrálás történt, csak ezután jött ez a nyomtatás így a gyári alkatrészekkel nem tudom, hogy fent állt e hiba, de gyanítom hogy igen... Eddig a cold pullt próbáltam megoldásként, nem javult a helyzet vagy csak nagyon minimálisan.
Első rétegnél csak a szélein jelentkezik leginkább, aztán az egészen egyre rosszabb rétegről rétegre.
-

NF-
aktív tag
Nem 3D nyomtatás, de H2 gépeken vágható fényvisszaverő matricák bukósisakra: https://makerworld.com/en/models/2689750
Köszönöm ha letöltöd! 
-
Arageus
tag
válasz
 Sketch001
#14213
üzenetére
Sketch001
#14213
üzenetére
Köszönöm az infót,
#14212 Pulsar neked is.X-Y motoroknál hallom a difit, persze csak amikor megy a kalibráció és "be - ki" kapcsolgatja közben.
Mondjuk ha csak zajcsökkentés, semmi más extra, akkor annyira nem lételem. Olyan mértékben a Z tengely úgyse mozog hogy bármi módon zavaró legyen
Amin vagyok még korai firmware (01.03.01.02), nincs bug, és tökre sima minden menü, infóablak. amit már a következő frissítésben nem mondható el.
pl ha feljött egy infóablak, szinte látni ahogy 3-4 részletben tölti be a képet mint egy tárcsázós korszakbeli internetnél
A szám-gombos hőfok beállítás jókis QoL update, de amikor megláttam mennyire döcögős lett a menü/értesítés, egyböl vissza is léptem 1 verzióval.
Nincs sima AMS csak a lite, és ha upgrade lesz, valszeg úgyis egy AMS kombós gép lesz = mivel nincs és valszeg nem is lesz semmi minőséget javító firmware update (nem mintha lehetséges lenne sztem már hova) így ő marad offline ba örökre
if its work, dont touch it -

Sketch001
aktív tag
válasz
 Arageus
#14207
üzenetére
Arageus
#14207
üzenetére
Ez jellemzően nem a minőség kontextusában "zaj" csökkentés, hanem a hallható tartományban segít papíron
 a stepper motorok hatását optimalizálja papíron. Én sokat nem vettem észre p1s-nel sem factory reset/ teljes kalibracio között, de más meg igen, úgyhogy lehet csak az én fülem szar
a stepper motorok hatását optimalizálja papíron. Én sokat nem vettem észre p1s-nel sem factory reset/ teljes kalibracio között, de más meg igen, úgyhogy lehet csak az én fülem szar 
-

Imy
veterán
Végtelen lehetőségek: Paraméterezhető Váza és Kaspó Rendszer
Unod, hogy sosem találsz pontosan akkora kaspót, amekkorára szükséged van? Ezzel az OpenSCAD alapú modellel te válsz a tervezővé! Legyen szó egy apró pozsgásról vagy egy elegáns tulipáncsokorról, ez a rendszer minden igényedet kiszolgálja.
Miért töltsd le?
Teljesen egyedi: Állítsd be a magasságot, a szélességet és a falvastagságot másodpercek alatt.
Különleges dizájn: A hullámos falak és az opcionális csavarás (twist) modern, organikus megjelenést kölcsönöznek a nyomatnak.
Okos vízelvezetés: A kaspóhoz pontosan illeszkedő alátét is tartozik, beépített tartólábakkal a jobb szellőzés érdekében.
Nincs szükség alátámasztásra: Úgy terveztem, hogy bármilyen nyomtatón könnyen, support nélkül elkészíthető legyen.
Próbáld ki a Customizer-t, és alkosd meg a saját verziódat! Ha tetszik a modell, egy letöltéssel, egy értékeléssel vagy egy fotóval a kész nyomatodról rengeteget segítesz. Ha pedig igazán elégedett vagy az eredménnyel, egy Boost-tal is támogathatod a munkámat, hogy még több hasonló, okos modellt készíthessek nektek!
Jó nyomtatást! 🚀 -
Arageus
tag
A1 / A1 mini tulajokat kérdezném.
Most nézem, egy januári firmware frissítésben lett ilyen:
"Motor noise cancellation now supports noise calibration for the Z-axis motor"Ad ez bármiféle előnyt? Mondjuk A1 minimben 1500+ óra után sem veszek észre minőségben romlást, csak néha ránézek van-e bármi érdemi frissíteni való és kiváncsivá tett.
Legutóbb ilyen a nem-lite AMS támogatottság volt, de mivel olyanom nincs, nemláttam előnyét hogy mozduljak a Bambu Connect elötti legfrisebbről (offlineban nyomom első héttől kezdve)
-
Joshi
titán
A Star Warsos nyomtatás kudarcba fulladt.
Nem azért mert ne nyomtatta volna ki, hanem annyira kicsi és tagolt a modell, hogy nem tudtam kiszedni a supportot. Ahol PLA volt a support ott nem volt gond, de ahol PETG, na ott már nem nagyon akart kijönni. Az egész supportot PLA-ból kellett volna, de még jobb lenne PVA-ból amit aztán ki lehet mosni. Majd PVA support anyagot rendelek és kipróbálom úgy.

![;]](http://cdn.rios.hu/dl/s/v1.gif)









 navégre
navégre 











































Új hozzászólás Aktív témák
Hirdetés

- 3-in-1 PRÉMIUM USB-C HUB /Samsung Dex, MacBook, Surface, Chromebook ,Huawei,Motorola
- Üvegfólia,hidrogél fólia: iPhone ,Honor,Google Pixel,,Nothing Phone,Motorola, Samsung telefonokhoz
- 2TB HDD 100/100 - Több darab!
- Gigabyte AORUS 16X - Core i9 14900HX - 32gb ram - RTX 4090 (175W) 1TB SSD + 2027 januárig gyári gar
- SEAGATE ST500DM002 SATA III 500 GB 3,5 HDD
- ÁRGARANCIA!Épített KomPhone Ryzen 7 7700X 32/64GB RAM RTX 5070 12GB GAMER PC termékbeszámítással
- Apple iPad mini 7 2024 128GB MXN63 SpaceGray
- Hp 440 G8 i5-1135G7 16Gb, 256 Gb NVMe, számla, 1 év garancia
- Asus TUF A15 FX506 - 15.6" Full HD 144Hz - Ryzen 5-4600H - 8GB - 512GB - Win11 - GTX 1650 Ti - HUN
- GYÖNYÖRŰ iPhone 14 Pro Max 128GB Deep Purple -1 ÉV GARANCIA - Kártyafüggetlen, MS3791
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest