-

Mobilarena



Új hozzászólás Aktív témák
-
-

pchris
tag
válasz
 syler123
#49955
üzenetére
syler123
#49955
üzenetére
Én teljesen átálltam PLA-ról jayo PETG-re. 1mm-es falvastagsággal nyomtatók használati tárgyakat, amiknek azért bírni kell a strapát. Ne ezt a legtöbb olcsó PLA nem bírta. Túlságosan könnyen törtek, illetve a rétegtapadás is rosszabb volt, mint kellett volna. Ezekkel a PETG-kel hibátlanul tudom nyomtatni ezeket a tárgyakat.
Ami negatívum a Jayo PETG-kel kapcsolatban az a korlátos színválaszték, illetve, hogy jelentős színeltérések lehetnek azonosnak mondott színek esetén. Volt már olyan piros tekercsek ami inkább volt mályva színű. Pedig előtte és utána is vettem szép vörös árnyalatú tekercseket -

kokokka
addikt
válasz
syler123
#49955
üzenetére
Nekem semmit sem kellett állítani a Petg profillal sem. Érdekes, mert mindegy milyen gyártó filáját használom, mindegy, hogy PLA, PLA+, Petg vagy épp High Speed, alap profillal az összes hibátlan. Silk Pla-t is vettem 5kg-ot, azzal még nem próbáltam, fe jövő héten ha haza érek abból is festészet egy tekercset.
-

TomMusic
őstag
válasz
syler123
#47272
üzenetére
Nem hinném hogy megszüntetik az ingyenes lehetőséget, max úgy lekorlátozzák, hogy csak az alap dolgokat fogja tudni, ami egy hobbistának még elég lehet.
A FreeCAD-et én nem tudtam megszokni, annyira nyakatekert logikája van (legalábbis számomra), hogy csak végső esetben használom.
De ha már írtam, én a Designspark Mechanicalt használom. Nagyon kézre áll, erről is van sok videó fent, van fóruma is. Egyetlen szívás, hogy az ingyenes verzióban nem lehet más 3D fájlt (step, obj.. stb) importálni/exportálni. A saját projectfájlján kívül csak STL-be enged menteni, és annyi.
Viszont a fizetős verziónak relatíve elég jó ára van, negyedannyiba kerül, mint pl. a Fusion (cserébe valószínűleg nem tud annyit). -
-

poli27
Topikgazda
válasz
syler123
#46925
üzenetére
Nem abból a hosszabbítóból mennek a nyomtatók, az csak a valamit bedugni akaroknak van... a bal felső biztosítéktábla van nekik csinálva, direktbe hoztam áramot oda a házba bejövő tápkábeltől csak a nyomtatóknak... És abból a bal felső részen lévő biztosítéktáblából megy két kábel a 2 db 3 as dugalj hoz, végig 2,5mm2 kábel van kiépítve és mindkét 3as dugalj külön 10a biztosítékkal ... Nem vagyok hülye nem akarom leégetni a házat
 Szándékosan nem raktam fel a falra a konnektorokat, mert így mozgathatók a polcon
Szándékosan nem raktam fel a falra a konnektorokat, mert így mozgathatók a polcon 



-

ptesza
senior tag
válasz
syler123
#46249
üzenetére
Kina a legnagyobb gyártó a világon.
(India, Malaysia, USA és Ausztrália.)
Az európai gyártók/beszállítók újrahasznosított anyagból dolgoznak. Szerintem a bevonatolás minősége ami döntő lehet minőség szempontból. Ha netán összekoppannak akkor mindegyikről lejön amúgy és elindul az oxidáció. -

haxiboy
veterán
-
-
válasz
syler123
#45976
üzenetére
Én is rendeltem egyet kíváncsiságból. Ha a hardveres dolgokat megoldják a szállításig akkor nagy gond nem lehet, szoftveres update-et bármikor fel tudnak dobni githubra. A videókat és a teszteket elnézve egyébként nem vészesesek a hibák, néhány óra ráfordítással megoldható mindegyik.
-

ParadoxH
aktív tag
válasz
syler123
#45976
üzenetére
Valószínűleg rengeteg probléma lesz vele. Ezt a Sovol-nál is tudják. A manualjában a githubon SV08 v1. ként hivatkoznak rá

Gyakorlatilag egy óra alatt elkelt az első 700 db - nem hiszem, hogy lesz kapacitásuk a foltozgatással foglalkozni. Én szeretek az ilyen szituációkból építkezni - a munkahelyemen is van legalább 10 ipari cnc gép és a felét én kezelem. Elmélyedni úgy igazán könyebb egy félkész nyomtatóval a témában. Szóval ez a vásárlás egy alkati kérdés volt. A racionális választás a Bambu P széria, egy Troodon 2.0 vagy egy Quidi Q1 Pro lett volna szerintem ebben a sorrendben
-
ParadoxH
aktív tag
-

Nunder
őstag
válasz
syler123
#44912
üzenetére
Vagy marad a suppression, vagy az extrude-dal játszol.
Pár példa:
- Suppress (favágó módszer)
- Extrude (Intersect)
- Extrude -

fhusexxx
csendes tag
válasz
syler123
#44912
üzenetére
Nem vagyok szakertö, de:
- sketch oldalon: csinlani egy kissebb patternt (pl. 2*2 v egy teljes sort v. oszlopot) es erre meg egyszer alkalmazni egy uj patternt?
- model oldalon: lemodellezed igy ahogy van, majd csinalsz egy masik "vago" modelt amivel majd csinalsz egy cutot vagy egy intersectet. ez nyilvan jobban megterheli a gepet
-

fabula
őstag
válasz
syler123
#44855
üzenetére
Hát ha neked nem tiszta, az a te problémád
.
Olajat vagy vékony liton zsírt írtam és linkeltem is, hogy melyik az a "vékony" WD-40 special liton zsír spray, csak meg kellet volna nézned és elolvasni mi van rá írva meg mire való!
A MOL Liton EP3 zsír az nem "vékony" hanem sokkal sűrűbb! Próbáld csak meg a MOL Liton EP3-at spry-ként kifújni, majd rájössz .
Attól, hogy valamire az van írva, hogy "liton zsír", még sokféle állagú lehet.
Remélem ezt érted.
Amúgy meg köszi a képet a "linear rod"-ról .
.Egyábként meg azt kensz amit akarsz ahová csak akarod, részemről ez az értelmetlen diskurzus itt lezárva. Tudod, galambbal nem sakkozunk
. -
fabula
őstag
válasz
syler123
#44850
üzenetére
Pedig nem
. A lineáris sín meg a lineáris rúd, illetve a rajtuk futó csapágy két teljesen különböző dolog! Semmi közük egymáshoz! Imy a lineáris sínekre kérdezett rá, arra válaszoltam az idézett hsz-ben. A lineáris sínen futó csapágyak kenhetők a Liton EP3 zsírral, de azokat sem kenjük be vastagon, hanem csak a csapágy két végéhez teszünk zsírt a sínre és megmozgatjuk alaposan előre-hátra, majd a sínről a maradék zsírt alaposan le kell törölni, hogy ne szedjen össze mindent is.Te pedig azt kérdezted, hogy " a hozzáadott fehér zsírt használjam, vagy zöld lithiumos gépzsírt ami van itthon?", erre írtam, hogy "zöld lithiumos gépzsír" helyett inkább a MOL LITON EP3 zsírt használd, mert az már bevált, az az ismeretlen zöld valami meg nem biztos, hogy jó.
Azt nem kérdezted, hogy mire kenjed és én joggal gondoltam - mivel ezt a kenés témát már sokszor kibeszáltük itt a fórumon is -, hogy a hozzáadott fehér zsírról tudod, hogy a menets orsókra adták, mert azokat kell gyakrabban tisztítani és kenni, ha belegondolsz ez logikus is. De elég ha kb. 100 óra nyomtatás után megnézed a lineáris síneket és menetes orsókat, jól látszik melyik a koszsosabb, és nem véletlenül.Szóval ez az egész a te félreértelmezésed volt, nem én írtam rosszul. A linkel bizonyítékaid meg emiatt erősen sántítanak ám
. Amúgy keress rá jobban, ezen a fórumon, volt ahol részletzesen is leírtam, mit mivel kell kenni és sokan egyet is értettek velem.
Hiába, a legutóbbi PISA teszt is megmutatta, hogy kis hazánkban a szövegártés nem az oktatás erőssége . -

syler123
veterán
válasz
syler123
#44850
üzenetére
Itt a gyári videó, a menetes részre nem ken semmit, csak a lineáris rudakra, az is zsír.
"Z lead screws don't need to lubricate because the SV06 uses POM nuts. It's okay if you do, but make sure you use a lubricant that will not degrade the POM. Also doing this will require you to check for debris/dust building up much more from that point onward. " / "If you really want to lubricate the Z lead screws you can use some dry PTFE lubricant, but please do not put oil or grease on it"
-
fabula
őstag
válasz
syler123
#44845
üzenetére
Szóval én soha nem írtam olyat sehol, hogy a lineáris rudakra kenjen bárki is MOL Liton LTA 3EP zsírt. Mindig is azt írtam, hogy ez a menetes orsókra kell.
A lineáris rudakra minden estben a vékonyabb PTFE tartalmú vékony zsírt vagy olajat javasoltam mint pl. ez [link], én is ezt használom régóta, miért írnék mást .
.
Valakivel összekeversz vagy nem olvastál elég figyelmesen . -
syler123
veterán
válasz
syler123
#44757
üzenetére
20 x 10 x 3 mm-es a téglatest, ott elírtam és 20 x 3 -as letörést csináltam, ezt próbáld meg freecad-el, ha érdekel.
Csak így tudod:
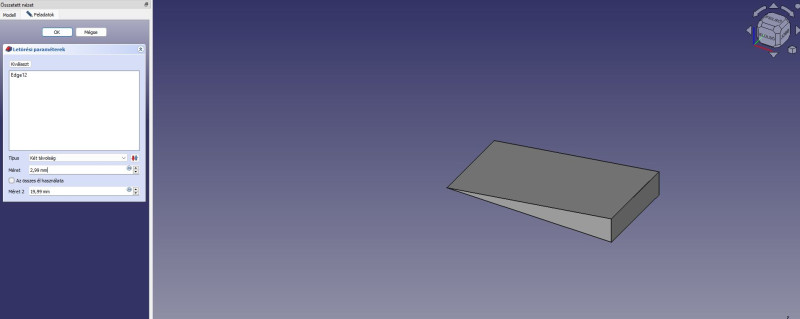
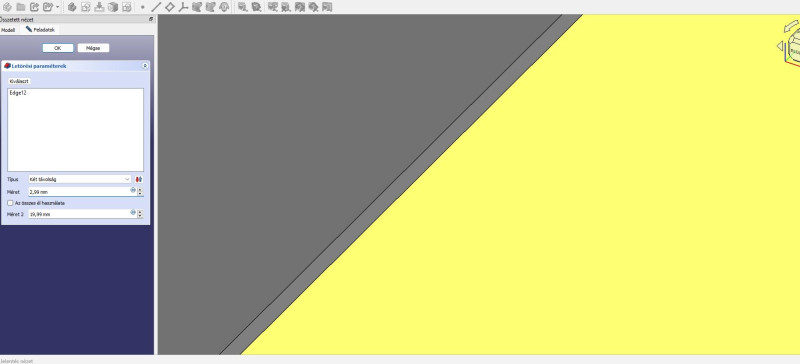
Persze kimarhatom oldalról stb, de amit 5 másodperc alatt megcsinálok fusion 360-ban, az itt nem lehetséges, pedig a rajzolós része jobban tetszik a freecadnek.Ha jól rázoomolsz, ott lesz a dupla él.
-
ptesza
senior tag
válasz
syler123
#44752
üzenetére
Átalában az a baj a letörésekkel, lekerekítésekkel, hogy túl nagyok. Ahol nincs elég hely ott egy program sem tudja megcsinálni.
A FreeCad nem olyan rossz azért. Pl stl-ből szokatam vele stp-t csinálni. A Fusion is csak korlátozottan tudja, vagy fizetni kell és akkor sem biztos, hogy lesz belőle valami. Nekem egy bonyolultabb sketch-nél úgy be szokott lassulni, hogy nem tudom kivárni, hogy történjen valami. Pedig van géperő bőven. (HP ZBook Fury 15 G8 Quadro RTX)
Azt javaslom, ha már kitanultad valamennyire ne add fel olyan könnyen gyúrjad még. Próbáljad értelmezni, megérteni a hibaüzenetet. Catiában vagyok gyakorlottabb ezért arról tudok véleményt mondani. Mindent meg lehet csinálni de szórja a hibaüzeneteket rendesen az is és más CAD programok is. Amelyik nem szól az helyetted dönt és olyan lesz amilyen.
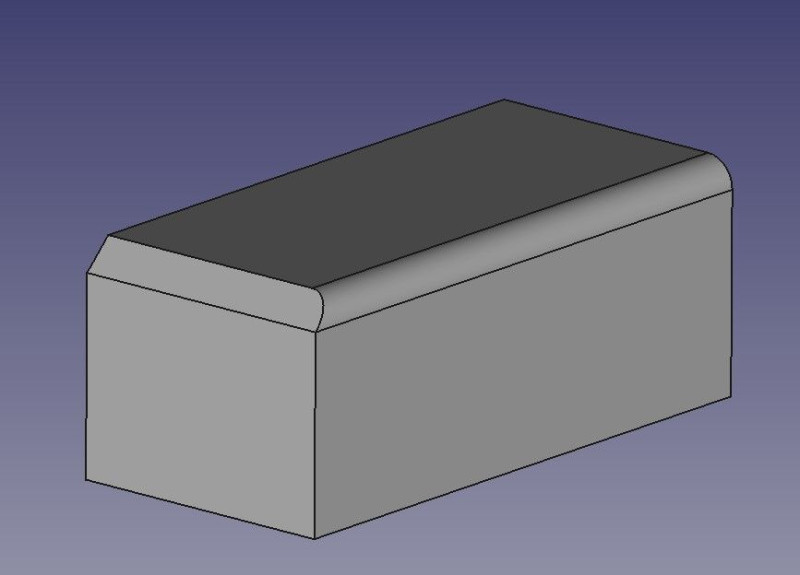
Don't give up so easy!Ha jól értelmeztem , akkor neked nem akarta a letörést összedolgozni egy lekerekítéssel. Nekem nem problémázott megcsinálta.
-
fabula
őstag
válasz
syler123
#44740
üzenetére
Mint ahogyan írták, ha van AMS-ed, akkor PETG support interface réteg és 0 z távolság.
A másik, hogy 180 fokkal megfordítod és akkor a normál support alul lesz, ami gondolom nem látszik beszerelve. A PETG-s módszer olcsóbb, mint a PLA support anyag, ha csak nem adtak neked a nyomtatóhoz Bambu support anyagot is.
Ha nincs AMS, akkor a support z távolság 0,12 és vedd kisebbre a nyomtatási vsatagságot 0,12-re, akkor a ferde részek talán szebbek lesznek vagy próbáld ki a változó rétegmagasságot és esetleg csökkentsd hotend hőmérsékletét 5-10 C fokkal, hogy ne tapadjon annyira a supportra a tárgy. -
-
fabula
őstag
válasz
syler123
#44667
üzenetére
Esteleg írj rá privátban kecstama-ra, hátha neki kell az SV06 Plus, ajánlottam neki ezt is, nem csak a Bambu A1-eket
.
Szerintem jól döntöttél, az A1 Mini egy nagyon jó kis méretű nyomtató, mint már írta, ár/érték/minőség arányban jelenleg nincs jobb a piacon, egyenlőre. Ha a mérete elég, akkor meg főleg jó döntés. -

gyemipapa
senior tag
-
fabula
őstag
válasz
syler123
#43684
üzenetére
Ez rendben is van, át kell állni fejben a logikájára, mert más, de utána szerintem jobban kezelhető, jobban, ésszerűbben csoportosítottak a beállítások. De lehet hogy csak nekem
.
Persze, először nekem is furcsa volt, de nagyon gyorsan hozzászoktam és most már a többi szeletelő "furcsa" . -
r4zer0919
tag
-
-

Serricon
senior tag
válasz
syler123
#43219
üzenetére
Szia!
Be van már tárazva pár ilyen teszt micsoda, a hajó annyira nem jön be hogy tonnaszámra gyártsam, de egyet elengedek majd.
Igen, már kiműveltem magam a szintezés témában is úgy-ahogy.. azt a feltolós kattogást láttam hogy felejtős, mindenképp manuálisan fogom, amíg nincs klipper addig lehet ennyiben hagyom, aztán ha lesz bedmesh, meg az a csavar állítgatós kalkuláció akkor elszöszölök majd vele hogy kinullázzam amennyire lehet, alá meg gondolom szilikon megy majd a fix távtartó helyett, vagy abból reszelek De ez majd kiderül ha lesz klipper is, addig vakrepülés gondolom..
Spacerből mindegy milyen csak méretre kb passzoljon?
Cura is feljött igen, hát majd lehet akkor leszedem mindkettőt és amelyik jobban kézre áll, Mivel ez Prusa klón és a Thingiverse is talán hozzájuk kötődik szín alapján, gondoltam nem lehet mellé lőni vele.
Tud valamit a Cura amit a PrusaSlicer nem? Vagy valami kompatibilitási dolog?
A nyomtatóik úgy láttam kerülendőek, ezek szerint a filamentjük nem? -
ptesza
senior tag
válasz
syler123
#43120
üzenetére
Az marad szerintem. Amit most tud azok 'alapfunkciók. Nekem volt egy éves előfizetésem céges okból. Használhattam a clustereket generatív tervezéshez. Meg elég jól tud stl fájl visszaalakítani stp-be is. De szerintem van még egy csomó dolog amit csak fizetőssen tud de általában nincs rá szükség.
-
-

mumtaz
senior tag
válasz
syler123
#42843
üzenetére
Folyamatosan kompenzálnia mindenképpen kell. Az asztal különböző hőmérsékletein az asztal mindenképpen deformálódik valamennyire. Ez szintezés nélküli nyomtatónál okozna gondot, hisz 0,3mm több, mint az "általános" rétegmagasság.
Maximum ott lehet ezt redukálni, ahol az asztal mondjuk 9, vagy több ponton van rögzítve. -
mumtaz
senior tag
válasz
syler123
#42841
üzenetére
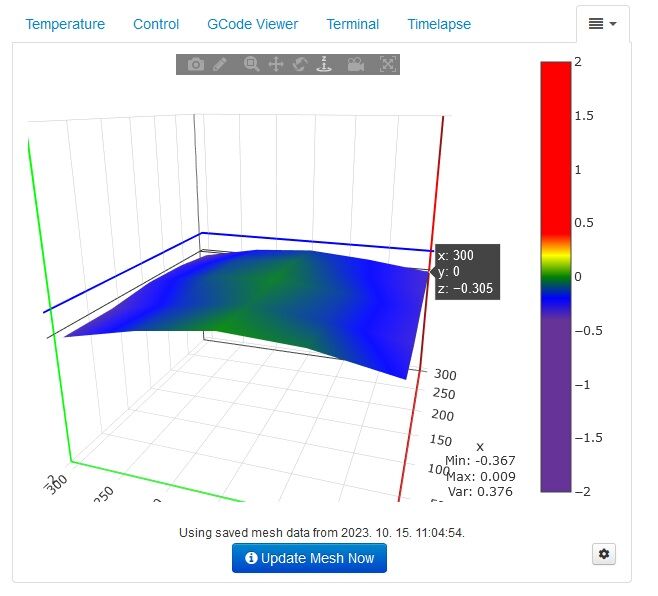
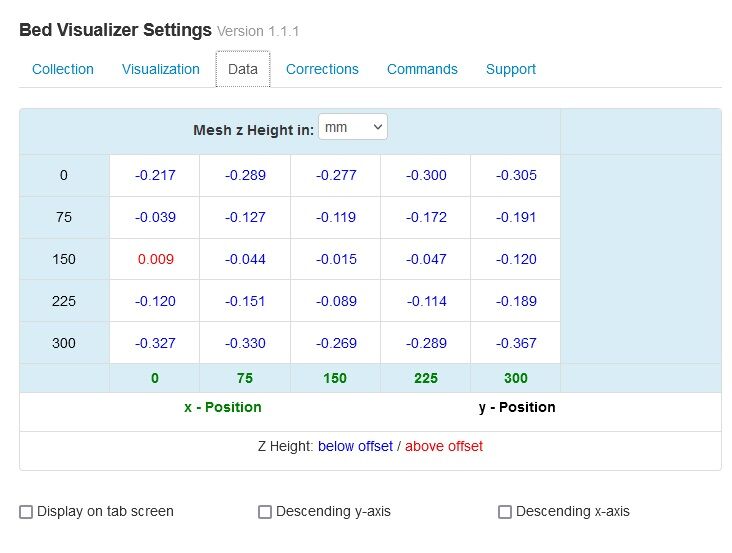
Én nem gondolnám, hogy egy jó szintező szenzorral ez az eltérés akkora gondot okozna.
Ahol nincs szintezőszenzor ott igen.Ender 3 V2-m van Klipperrel. A tárgyasztal nyilván csak a négy sarkában állítható.
A tárgyasztal közepe és a szélei között a legnagyobb eltérés 0,326mm. Ráadásul független dual Z-m van, tehát nyomtatások és Bed Mesh előtt még azt is szintezi (Z-Tilt). A szintező szenzorom meg BFPTouch, szóval még csak nem is egy gyártott cucc.Egyszer kipróbáltam, hogy úgy elállítottam az asztalt - direkt -, hogy 4-5mm eltérés volt az asztalban. Ugyanolyan jól nyomtatott, mint előtte. Bár igaz, hogy ehhez aztán kellett dolgoznia a Z tengely léptetőmotorjainak rendesen, hogy kompenzálja az asztal eltéréseit, de működött. Ha ezt a 4-5mm-t is ki tudta kompenzálni, a 0,3mm már biztos nem okoz gondot. Valamennyi hajlása meg úgyis van az asztalnak már csak a különböző hőmérsékletek miatt is.
Én úgy vagyok vele, ha már ennyi minden be van építve a szintezéshez, akkor már a rugók és/vagy szilikon hézagolók is okafogyottá váltak. Inkább kontra anyázni kell a csavarokat, egyszer beállítani jól és lefixálni.
-
syler123
veterán
válasz
syler123
#42833
üzenetére
Elkészítettem a Bed Mesht... Bizony a sarkok nem kicsit lentebb vannak. A leírásoknál írják, hogy először középen hagyjuk bent a 4 fém hézagolót, de szerintem itt nincs értelme, beteszem mindegyikhez a szilikon hézagolót és beállítom szépen, mert viszonylag gyorsan lefut ezt a Bed Mesh készítő.
-
#42778
 szabieable
aktív tag
syler123
#42774
szabieable
aktív tag
syler123
#42774
szabieable
aktív tag
-

TheProb
veterán
válasz
syler123
#42724
üzenetére
Nem melegítettem elő, miért gondolod, hogy az lényeges?
Amúgy érdekes, mert házi szárításra én még csak a sütős megoldást hallottam. De ahogy a kolléga is mondta, valszeg az lehetett a gond, hogy a beállított hőfök fölé ment és/vagy a 70 alapból sok.Sajnos olyan szinten törik a szál, hogy kb 15-20 centis darabokra törik a szál, ahogy húzom le a spool-ról.
-
#42726
 2thletme2day
őstag
syler123
#42724
2thletme2day
őstag
syler123
#42724
2thletme2day
őstag
válasz
syler123
#42724
üzenetére
Ha nagyritkán filamentet szárítok akkor én légkeveréses sütővel oldom meg (jelenleg más alternatíva nincs) és eddig soha nem volt belőle probléma. Amúgy az egyetlen dolog amit ilyenkor nem szabad az a hőmérséklet állítgatása menet közben. A szabályozás nem a legfinomabb és hőmérséklet emelésnél bizony túl fog futni a beállított hőmérsékleten amit nem biztos, hogy jól tolerál a szárítandó anyag.




 (hivatalosan ugye azért mert az idovonalat linearisan számolja).
(hivatalosan ugye azért mert az idovonalat linearisan számolja).











![;]](http://cdn.rios.hu/dl/s/v1.gif)










































Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Motorolaj, hajtóműolaj, hűtőfolyadék, adalékok és szűrők topikja
- Kerékpárosok, bringások ide!
- Bittorrent topik
- Milyen széket vegyek?
- Házi barkács, gányolás, tákolás, megdöbbentő gépek!
- Linux kezdőknek
- Milyen belső merevlemezt vegyek?
- Bestbuy játékok
- Milyen TV-t vegyek?
- sh4d0w: Árnyékos sarok
- További aktív témák...

- GAMER PC : RYZEN 5 4500 / 16GB DDR4 / ASUS RX 480 8GB / WiFi / Bluetooth / 512GB M.2 SSD / 500GB HDD
- Dell Latitude 7390, 13,3" FHD IPS , I5-7300U CPU, 16GB DDR4, 512GB SSD, WIN 11, ( olvasd végig )
- Acer PREDATOR HELIOS NEO 16 / i9-14900HX / RTX 4070 (140W) / 1 TB SSD / 240HZ
- Topping A70 Pro fejhallgató erősítő
- Topping D70 Pro Octo DAC
- Honor 200 , 8/256GB , Kártyafüggetlen
- Xiaomi Redmi A3 64GB Kártyafüggetlen, 1Év Garanciával
- ÁRGARANCIA!Épített KomPhone i5 13400F 16/32/64GB RAM RTX 5060 Ti 16GB GAMER PC termékbeszámítással
- Apple Ipad Pro 2 gen2 10,5" 2K retina A1709 64GB
- Apple iPhone 15 Pro Max - Natural Titanium - Újszerű karcmentes állapotban! 100% akku! Gyári garis!
Állásajánlatok

Cég: CAMERA-PRO Hungary Kft
Város: Budapest

Cég: PC Trade Systems Kft.
Város: Szeged