- Samsung Galaxy Watch6 Classic - tekerd!
- Fotók, videók mobillal
- Prohardver app (nem hivatalos)
- iPhone topik
- Honor Magic6 Pro - kör közepén számok
- Megindult világhódító útjára az új Samsung fülhallgató
- Megjelent a Poco F7, eurós ára is van már
- Samsung Galaxy S25 Ultra - titán keret, acélos teljesítmény
- One mobilszolgáltatások
- Samsung Galaxy Watch (Tizen és Wear OS) ingyenes számlapok, kupon kódok
-

Mobilarena



Új hozzászólás Aktív témák
-

vzso
aktív tag
válasz
 Bubukain
#50894
üzenetére
Bubukain
#50894
üzenetére
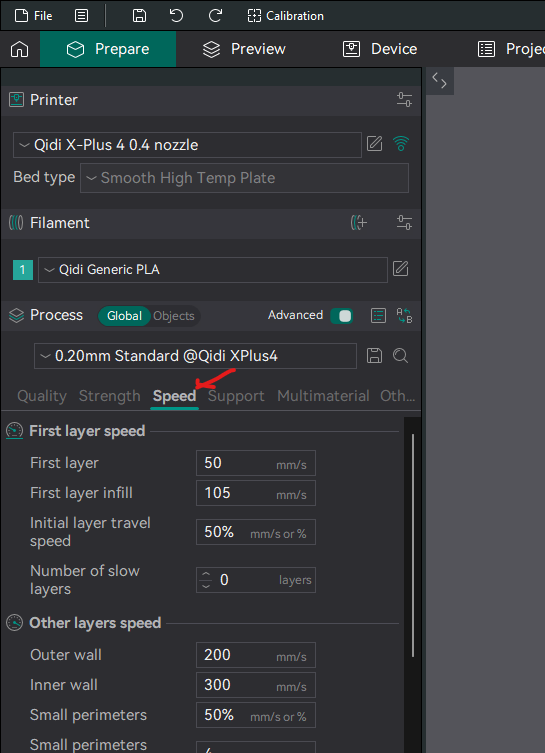
Itt tudod beállítani a sebességet a szeletelőben külön, minden nyomtatási részre.
Akár el is mentheted a beállításokat egyedi néven.
De, mint ParadoxH írta, a filament profil alapján is le tudod lassítani a nyomtatót.
A "Max volumetric speed" meghatározza a maximális nyomtatási sebességet.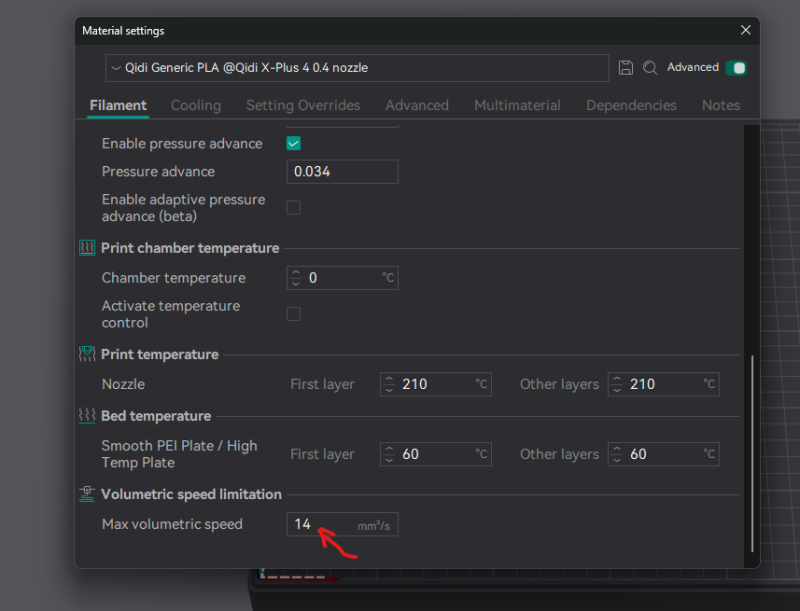
Egy sebesség/átfolyás kalkulátor. -

ParadoxH
aktív tag
válasz
Bubukain
#50894
üzenetére
Jobb családokban a filamenteket márka és típus alapján be szokták kalibrálni és ezt egy filament profilba elmenteni. Az orca-ban erre vannak kalibrációs eszközök és tutorial is (nem csak sebességre hanem másegyébre is). Ez alapján csinálsz mondjuk a Sunlu Black Matte PLA nak egy filament profilt, elmented és utána azt használod. Más gyártó más filamentjére dettó.
Ettől függetlenül redukálhatod a sebességet, de egy jól beállított filament profilnál ritkábban kell ehhez nyúlni.
-
-

ptesza
senior tag
válasz
Bubukain
#49438
üzenetére
Úgy számolom hogy, a 300mm/s sebességhez kellene 24mm3/s volumetrikus sebesség ha 0.4-es nozzlet használsz. Nagyon hasonó érték jött ki mert a 14 mm3/s volumetrikus sebességgel 175mm/s az elérhető sebesség.
0.2 nozzle-vel elérhető jóval nagyobb sebesség is de annak meg nem sok értelme lenne hiszen azt meg a finomabb dolgohoz használjuk.
Azt javaslom készíts egy ilyen volumetikus sebesség tesztet a mostaninál +10°C magasabb hőmérsékleten. Akkor fel fogod tudni tornászni 20 mm3/s környékére. Lehet egy kicsit jobban fog szálazni de vannak olyan tárgyak ahol szinte nem is mászkál a levegőben. Pédául dobozok, meg hasonlók.
Ha leszeletelted akkor tudod ellenőrizni az anyagáramlási sebességet. A legszebb eredményt az adja, ha mindenhol hasonló sebességgel tud nyomtatni. Ez persze nem mindig tartható, de ha fényes sávok jelentkeznek és zavaró, akkor lehet lassítani.
A nyúl füle lehet, hogy fényesebb lesz.
-
ptesza
senior tag
válasz
Bubukain
#49423
üzenetére
Ha a filament bírná is de a hotend elérte a határait. Emelned kellene az extrudálási hőmérsékleten, mert a beérkező rengeteg 'hideg filament elhűti a hotendet.
Maximum volumetrikus sebesség tesztet kellene csinálnod az adott hőmérsékletnél, hogy megtudd mennyi az annyi. Egyébként az ilyen nyomatok szilárdsága is hagy kívánnivalót maga után.
Hozzátenném, hogy szinte biztosan nem érted el a 300mm/s sebességet még akkor sem ha be volt álítva mivel a maximális volumetrikus sebesség globális hatással van a sebességekre.
Mennyi volt beálítva?
-
#49425
 JulianSinulf
őstag
Bubukain
#49423
JulianSinulf
őstag
Bubukain
#49423
JulianSinulf
őstag
-
válasz
Bubukain
#49423
üzenetére
Milyen géppel nyomtatsz? Simán lehet hogy a nozzle nem tud annyi filamentet kitolni, mint amennyire ekkora sebességnél szükség van. Ilyen sebességekhez érdemes High Flow nozzle-t használni, de ha az nincs, akkor az is segíthet ha kicsit feljebb tolod a fej hőmérsékletét.
-

5leteseN
senior tag
válasz
Bubukain
#48515
üzenetére
Az ELEGOO Neptune 4 Pro 209€, 225x225x265 mm.
Az A1 Mini "csak" 180x180c180 milis.Mindamellett "mondom" ezt, hogy vettem egy ilyet(ELEGOO), de szerintem kezdőnek az A1 Mini +AMS a kiráyl! A -20€-s kuponnal nagyon megéri! Én kicsit műszaki vok 1-2 évtizede, lehet, hogy csak a "Kihívás"miatt lett az ELEGOO a döntésem.
A bennem bujkáló műszaki "kisördög"![;]](//cdn.rios.hu/dl/s/v1.gif) a másikat túl simának gondolta?
a másikat túl simának gondolta?
Ha tévedett, "megverem"!
Januárra már összetudjuk majd hasonlítani a tapasztalataink alapján!

-

Joshi
titán
válasz
Bubukain
#48492
üzenetére
Látom már más is írt ez ügyben, a Bambu oldala szerint egyedül az A1 Mini tud max 80 C°-ot. Mondjuk egy nyitott nyomtatónál nincs is jelentősége a 100 C°-os bed-nek, ugyanis az olyan filamentek amik igénylik ezt a hőt (pl ABS/ASA) zárt nyomtató kell. Ettől függetlenül én anno nyomtattam egy Anycubic Kossel Deltával ASA-t és ahhoz képest nem is lett rossz.
-

katyilkadr
tag
válasz
Bubukain
#48480
üzenetére
Szia! Pár hete vettem egy Qidi Q1 Pro-t. Első lépésként valóban be kell szintezni az asztalt, (a bambunál nem) Egy perc kb. Ezt egyszer kell megcsinálni. Utána csak nyomtatni kell vele, állítani semmit. Kb 100 óránál tartok, csak profilokat, meg filamentet kell cserélgetni, mint a bambunál. Azóta kétszer elindítottam az asztalszintezést, de nem kellett állítani semmit rajta. A bambunál a bed temp csak 80c, a qidinél 120. Zárt tér (abs, asa, nylon, hips) miatt ez többet tud, az AMS-t kivéve, több a tartalék. Minőség terén a bambu biztosan magasabb polcon van, bár ezt a használatban eltöltött idő dönti el. A bambuval nincs tapasztalatom, csak a videókból, meg a kommentekből. Mióta mevettem, (ez a második gépem) csak Happy Day! Csak ajánlani tudom.

-

fabula
őstag
válasz
Bubukain
#44672
üzenetére
Azt hogy neked van-e értelme, mindenképp neked kell eldönteni. Többszínű nyomatot lehet vele készíteni 4 színig, vagy pl. PLA-hoz szép felületeket lehet készíteni az alátámasztások felett, ha a támasz interfész rétegét PETG-ből nyomtatod és fordítva. Ilyenkor anyagcserélőként működik, de ugyan ezt meg lehet csinálni a direkt erre gyártott PLA támaszanyaggal.
Jó még arra is, hogy ha hosszabb nyomtatásnál az egyik tekercs kifogy és van fent az AMS-en azonos anyagú és azonos színű filament, akkor automatikusan folytatja a nyomtatást a másik tekercsről.
Végül a filamentek ki és befűzése teljesen automatikus lesz az AMS-el, ami nem tűnik nagy dolognak, de nagyon könnyen hozáá lehet szokni .
.
Nekem P1P van burkolva és hozzá az AMS, nagyon sokoldalúan ki lehet használni, nekem bevált.
Mindenképp alaposan gondold át és úgy dönts, ne hallgass sem rám, sem senkire . -
Joshi
titán
válasz
Bubukain
#44672
üzenetére
Nekem P1S-hez van a normál AMS, de abban a PLA is törik ha bent hagyom 1-2 hétig. Olyankor azzal kezdek, hogy kihúzom azt a szálat amivel nyomtatni akarok, aztán letörök a végéből ~1m-t. Nem nagy ügy.
Egyébként nekem nem is azzal van a bajom az AMS lite-al amit írtál, hanem ez miatt dupla helyet foglal az amúgy kis helyet foglaló A1 nyomtató. Aki csak ritkán nyomtat hobbiból, annak fölösleges.
-

mumtaz
senior tag
válasz
Bubukain
#44384
üzenetére
70mm/s nagyon sok lehet, ha hirtelen berántja az olvadt filamentet. Az tud meglepetéseket okozni. Nekem full metal hotenddel néha a 40mm/s is sok volt és elég volt ahhoz, hogy elduguljon.
Első körben vedd le a sebességet és a 2,5mm-t mondjuk kettőre. Bár nem írtad, milyen gép és milyen hotend. Bár feltételezem, hogy bowdenes extruder, amihez elvileg a 2,5mm még átlagos beállításnak is mondható. Ha direkt extruderes, akkor viszont sok.
A filament szenzorod meg ezek szerint tényleg csak a filament meglétét érzékeli. Arra az is jó, hogy leálljon, ha kifogyott a filament, de az akadásokat nem érzékeli. -

syler123
veterán
válasz
Bubukain
#44381
üzenetére
Cura-t használsz? Nem lehet, hogy az Ironing be van kapcsolva? Engem az elején megszívatott, hogy mi a francot mozog a fej, pedig nem forog az extruder. Mozog az, csak nagyon lassan és alapértelmezetten be volt kapcsolva az Ironing.
Persze ettől 1 - 2 réteg után nyomtat rendesen, nem tudom nálad mi a helyzet utána. -
mumtaz
senior tag
válasz
Bubukain
#44381
üzenetére
Hogy el van lapulva a filament, az szerintem inkább csak az okozat és nem az ok.
Mivel nincs filament szenzorod, ezért a nyomtató nem tudja, hogy a filament elakadt és akkor is dolgozik tovább, ha nem tudja betolni a filamentet. Az extruder is próbálja adagolni, de mivel a filamentet nem tudja tolni, ezért szépen eldarálja/ellapítja egy ponton. Gondolom, hogy a firmware-ben az extruder motorja is jól túl van picit állítva Amper tekintetében, ezért nem kattog inkább, hanem leforgácsolja a filamentet.Sok oka lehet, amiért elakadt.
Az egyik - ahogy előttem is írták - a retractot kellene visszább venni. Például Ender 3-nál Cura-ban szinte minden filament típushoz 5mm van beállítva 45mm/s sebességgel alap beállítás szerint. Ez nálam is okozott dugulást. Az oka pedig az, hogy jól visszahúzza a filament olvadt végét a hűtött részig, ami ott felkenődik a falra és ott lehűl és az máris dugulást okoz. Vedd vissza a visszahúzást 1-2mm-rel és/vagy a visszahúzás sebességét egy picit mondjuk 45mm/s-ról 30mm/s-ra. A legrosszabb, ami történhet, hogy szálazni fog egy kicsit.
Esetleg kinyomtathatsz egy retract tornyot a visszahúzás mértékére és/vagy a sebességre, hogy pontosabban be tudd állítani.
Ez lehet a legáltalánosabb oka a dugulásnak.Aztán lehetséges még, ha olyan hotended van, hogy a tefloncső túl hosszan ér le és túl rövid fajta a heatbreak benne. Olyankor szokott a tefloncső vége megégni és mindenféle anomálikat okozni.
-

spacelab
tag
válasz
Bubukain
#44377
üzenetére
Lehet hogy tényleg eldugul a nozzle. Vagy az extruder karja nem elég erősen szorítja a filamentet és megcsúszik. Vagy ha bowdenes a nyomtató akkor az egyenetlen átmérőjű filamentek hajlandóak beszorulni a csőbe. Vagy nem működik az extruder motorja. Millió hibalehetőség van.
-

daninet
veterán
válasz
Bubukain
#44209
üzenetére
perimeter legyen lassabb, az a csunya. de kb a fele legyen a sebesség. Ha nem akarod az egészet olyan lassan nyomtatni beállíthatsz modifiert, hogy csak azon a részen legyen lassabb.
Idővel nézz valami kétoldali levegőelvezetést hozzá, vannak nyomtathatóak. Az kiküszöbölné ezt a gondot.
-

dugesz77
őstag
válasz
Bubukain
#42785
üzenetére
Persze. Ha erős tárgyat szeretnél minimum a 3 külső fal. Kisebb dolgokat pl. csavar mentet meg 100% infill-el is lehet. Sőt ugyanúgy számít a rétegvastagság, arról meg Stefannak volt egy jó videója. Stefant CNCKitchen nagyon ajánlott csatorna sok-sok okossággal.
-

haxiboy
veterán
válasz
Bubukain
#41312
üzenetére
Minden nyomtatót be kell kalibrálni, legyen az prusa, sovol, creality. A bambu p1p és x1c kalibráltan érkezik, de ez sem jelenti azt hogy minden tökéletes lenne.
Az én Ender 3 V2 Neo-m jó eséllyel nyomtat olyan minőségben mint egy Prusa, a sebességről pedig ne is beszéljünk hála a klippernek.
Amit évek óta használnak funkciók (input shaping például), prusahoz csak mostanában implementálták a szoftverbe.
Ha egy nyomtató jól van összerakva, jó minőségű profilokat használnak, és nem a leggagyibb stepper motorokat pakolják rá, akkor hosszú távon nem lesz vele probléma. Ha ez egy népszerű gyártó terméke, akkor gyakorlatilag bármilyen alkatrészt ki tudsz hozzá nyomtatni, illetve nagyon sok módosítás is elérhető amitől még jobb lesz. Igaz, sokhoz szét kell szerelni az egész nyomtatót, és a kalibráció nagy része kezdődik újra, de ez nincs másként egy prusánál sem, elég csak megtekerni egy szíjfeszítőt.
-

rustysaw
csendes tag
válasz
Bubukain
#41312
üzenetére
Nem gondolom, hogy pl. a Sovol/Creality/Elegoo/Anycubic noname lenne, feltéve ha így értetted. Rengeteg teszt, vélemény van róluk, sok vásárló, sok elégedett vásárló. Nem vagyok egy "nagymárka" hívő, azt gondolom, hogy mások is tudnak már nagyon jó ár/érték arányú termékeket készíteni, barátibb áron, ami az én igényeimnek megfelelő.
-
válasz
Bubukain
#41285
üzenetére
Én is használok Prusa Mini-t, a 70 fokos asztal bőven elég. PLA esetén az első réteg legyen kb 215 fok, a többi mehet 200-205 fokon.
A textúrált lap nem annyira szereti a PLA-t. Picit vedd még lejjebb a Live Adjust Z-t. A modell aljáról tudnál csatolni egy képet? Abból simán meg lehet állapítani, hogy mennyire lőtted be jól a szintezést.
Ezeken felül megpróbálhatod a smooth lapra is a nyomtatást. Előtte tisztítsd le a lapot mosogatószeres vízzel vagy kék színű ablaktisztító folyadékkal.
Ha PEI lapot cserélsz újra kell szintezned a gépet, mert a textured lap vékonyabb, mint a smooth. Ezt csak egyszer kell megcsinálni, utána el tudod menteni a különböző lapok szintezéseit és csak a megfelelőt kell kiválasztanod attól függően, hogy melyik lapra nyomtatsz.
-

azbest
félisten
válasz
Bubukain
#41291
üzenetére
annyi adalék, hogy ha mindig ugyanazon a magasságon van probléma és nem csak egyetlen figuránál, akkor lehet valami gebasz a Z tengely mozgásánál is. Hasonló dolgokról a prusa fórumon is beszélgetnek [link] Ha nem szorul sehol, akkor persze nem az a gond.
Avoid crossing perimeters - ez tán a neve, hogy ne gázoljon keresztül mindenenn utazás közben. [link] De én nem nagyon használok prusa slicert, nem biztos, hogy ez a legjobb opció.
Egyébkén akár az is segíthet, ha elforgatod, hogy máshogy álljon, akkor más lesz a mozgása.
-
azbest
félisten









 Múltkor keresgéltem több állású jelzést a mosogatógéphez.
Múltkor keresgéltem több állású jelzést a mosogatógéphez.








![;]](http://cdn.rios.hu/dl/s/v1.gif) a másikat túl simának gondolta?
a másikat túl simának gondolta?

















 MK4 1200 eur.
MK4 1200 eur. 





 sztem sok a pla+-hoz.
sztem sok a pla+-hoz. Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- FOTÓS beárazás
- A Micron újszerű módszerrel javítja QLC-s SSD-jének sebességét
- Nikon Z MILC fényképezőgépcsalád
- Soundbar, soundplate, hangprojektor
- Kerékpárosok, bringások ide!
- TCL LCD és LED TV-k
- One otthoni szolgáltatások (TV, internet, telefon)
- 5000 napja regisztráltam
- GTA V
- Samsung Galaxy Watch6 Classic - tekerd!
- További aktív témák...

- Dell Latitude 8-11. gen i5, i7, 2-in-1 szinte minden típus csalódásmentes, jó ár, garancia
- 15,6" Dell Latitude laptopok: E6540, E5550, E5570, 5580, 5590, 5500, 5501, 5510/ SZÁMLA + GARANCIA
- Samsung Galaxy S6 Lite (2022) , 4/64 GB ,Wi-fi
- ÁRGARANCIA!Épített KomPhone Ryzen 7 5700X 16/32/64GB RAM RX 7600XT 16GB GAMER PC termékbeszámítással
- Apple Watch SE 2 44mm, Újszerű, 1 Év Garanciával
Állásajánlatok

Cég: CAMERA-PRO Hungary Kft
Város: Budapest

Cég: PC Trade Systems Kft.
Város: Szeged