- Samsung Galaxy S25 - végre van kicsi!
- Samsung Galaxy S23 és S23+ - ami belül van, az számít igazán
- Apple iPhone 16 Pro - rutinvizsga
- Samsung Galaxy S21 és S21+ - húszra akartak lapot húzni
- Mobil flották
- Milyen okostelefont vegyek?
- Samsung Galaxy S23 Ultra - non plus ultra
- Üzemidőre és teljesítményre gyúr a OnePlus Nord 5
- Android szakmai topik
- Xiaomi 14T - nem baj, hogy nem Pro
-

Mobilarena



Új hozzászólás Aktív témák
-
#50787
 ptesza
senior tag
bozarjoska
#50786
ptesza
senior tag
bozarjoska
#50786
ptesza
senior tag
válasz
 bozarjoska
#50786
üzenetére
bozarjoska
#50786
üzenetére
Tapasztalatból mondom, hogy a PETG ridegebb és könnyebben törik és hasonló történt ABS nyomtatásnál is, természetesen most fogaskerék nyomtatásról van szó. Végül PLA lett a megfelelő, hiába tiltakozott ellene minden porcikám.

Nylon az jó lehet, de semmiképp ne olyant amiben CF van mert az ikább gyengít rajta.
Viszont tudsz játszani az extrudálási hőmérséklettel és rétegvastagsággal. Például nyomtathatsz pár oszlopszerű mintadarabokat amiket el tudsz majd törni kézzel. Ezzel is sok tapasztalatot gyűjthetsz, ha jól dokumentálod.A kitöltést 100%-ra és minta legyen koncentrikus, ezek segítenek.
-
ptesza
senior tag
válasz
 Tothanta
#50653
üzenetére
Tothanta
#50653
üzenetére
Szia! A gyermekeknek a lehetőségekhez képest a legjobbat vegyed. Tanulni akarnak de nem ' megleckéztetés árán mert akkor elmegy a kedv az egésztől és akkor jogosan hiheted azt, hogy ez csak fellángolás volt. Vegyél egy Bambulab A1 minit. Az AMS-t se hagyd ott . PLA filamenteket vegyél hozzá pluszban legalább 4 szint. Fekete, fehér és két színes. Ez bármilyen márka lehet. Mostanában nem fujjognak egyik gyátróra sem. Ha te is kedvet kaptál és egy picit nagyobbat szeretnél akkor az A1 -et válaszd .
-
ptesza
senior tag
+1 a Fusion360 mellett
Soha nem is volt szó arról, hogy a Fusion fizetős lesz. Vannak fizetős részei amiért pluszban lehet fizetni. Nem is keveset de az alap az ingyenes és minden van benne, sőt több is egy kicsivel. Catiával dolgozom évek óta napi 7-8 órában. Van összehasonlítási alapom. Nagyon ajánlom. Néha lecseppen egy könycsepp, hogy mennyivel könnyebb lenne Fusion360 ban. A Fusion 360 ban kicsit nehézkesnek érzem a 2D rajzkészítést, de lehet csak nagyok az elvárásaim.
A többi programhoz is lehet szerezni ingyenes verziót. Nem kell feltört programmal tanulni/dolgozni. A solid workshöz biztosan van diák verzió is és van ingyenes otthoni felhasználóknak is csak nem verik nagydobra. -
ptesza
senior tag
válasz
 kokokka
#50119
üzenetére
kokokka
#50119
üzenetére
Persze megy a traktor sütőolajjal is nem hivatalossan. Aztán meg is lehet nézni amikor az maga alá gyűri a szálat és lehet szétszerelni. Légyszíves ne terjessz téves információt mert félrevezetsz másokat akik lehet éppen vásárlás előtt vannak és ez nagyon fontos szempont lenne nekik.
-
-
#50028
ptesza
senior tag
danpress87
#50027
ptesza
senior tag
válasz
 danpress87
#50027
üzenetére
danpress87
#50027
üzenetére
Kicsit pontosabban írd le mire gondolsz.
-
#49984
ptesza
senior tag
katyilkadr
#49983
ptesza
senior tag
válasz
 katyilkadr
#49983
üzenetére
katyilkadr
#49983
üzenetére
Na ennek már örülni fognak!
 Rendesen felrúgja az ajtót?
Rendesen felrúgja az ajtót?
Ha jól látom akkor a varrat nem sikerült a legszebben. Próbáljad ki a fuzzy skint a külső felületen 0,5/0,5 beállítással és a varratot pedig állítsad véletlenre. Így teljesen el fog tűnni és kap egy szép struktúrát a külső felület.
Nálam az okozta, a hibát, hogy tárgyankénti nyomtatás volt beállítva és a filament nemcsak a színében tért el hanem az anyagában is. -
ptesza
senior tag
válasz
Astroboy
#49977
üzenetére
Sokan ajánlják és nekem is van Sunlu S2. Mondjuk nem nagyon használom. Hacsak nem szálaz irdatlanul vagy törik mint a ropi. Viszont van amikor biztosra kell menni. Például azoknak akik ebből élnek vagy részeben legalábbis.
Mielőtt még feltennéd a kérdést, hogy mégis milyen nyomtatót vegyél előbb egy kicsit lapozz vissza mert a közelmúltban számos érvelés hangzott el pro-kontra. -
ptesza
senior tag
válasz
Astroboy
#49974
üzenetére
Nem hülyeség. Ha belegondolsz akkor a nyomtató nem tud mindig a maximális sebességen menni. Fel kell gyorsulnia, le kell lassulnia, van amikor kifejezetten lassan kell nyomtatni, pl áthidalások, vagy túlnyúlások.
Amire hatással lehet az a szilárdság, vagy a külső megjelenés. Ugyanis a legtöbb anyag hajlamos fényesnek lenni kisebb sebességen míg gyorsabban nyomtatva bemattulni. -
ptesza
senior tag
Találtam egy jópofa modelt. Gondoltam majd holnap megviccelem vele a kollégámat. Erre mondják azt , hogy a fagyi visszanyal.

[kép]@katyilkadr
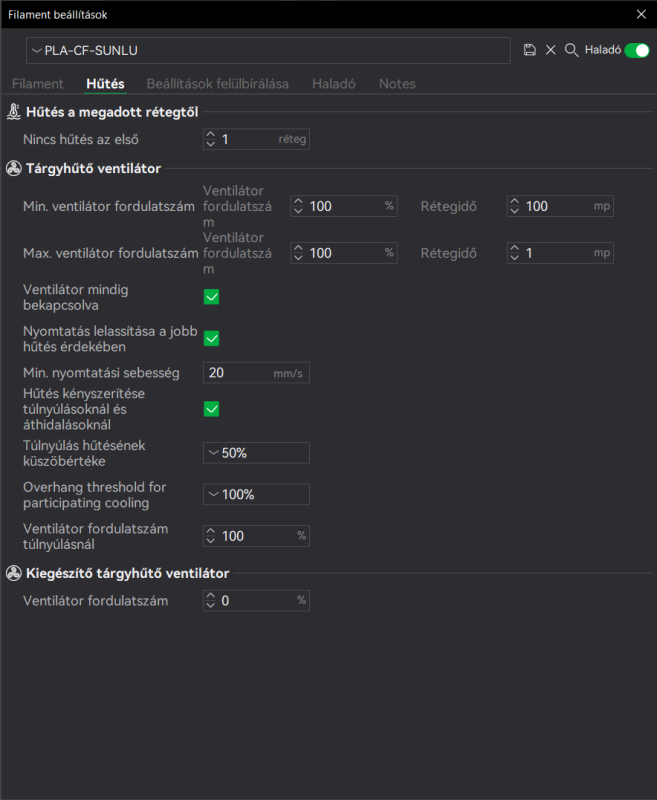
Az ujj utolsó szakaszán lehet megfigyelni, hogy milyen az amikor nem állítják be a minimum rétegidőt. Így ez sem lett jó. -
#49965
ptesza
senior tag
katyilkadr
#49963
ptesza
senior tag
válasz
katyilkadr
#49963
üzenetére
Akkor számít igazán ha például egy hegyesedő, csőszerű stb. dolgot nyomtatsz. Nem lesz ideje rendesen megszilárdulni és már rakja is rá a következőt.
-
#49939
ptesza
senior tag
katyilkadr
#49934
ptesza
senior tag
válasz
katyilkadr
#49934
üzenetére
Amióta megvan az AMS azóta nem használtam a kijelzőt (P1S) semmire és a Xtouch is leszerelésre került. Igazán nem számít a kijelző semmit és mint szempont figyelembe lehet venni de nagyon alacsony prio-val.
-
ptesza
senior tag
válasz
 kemcso
#49919
üzenetére
kemcso
#49919
üzenetére
ABS ről nem volt szó eddig, csak most merült fel valamiért. Az viszont biztos, hogy a legkevésbé foodsafe. Az ASA is szintén. Az ez feletti anyagok meg hatványozottan drágulnak és nem jelenti azt, hogy foodsafe. A PLA és PETG anyagok nem igényelnek zárt teret, mi több a PLA-hoz ki kell nyitni az ajtót is.
-
-
ptesza
senior tag
válasz
 Petikeje
#49772
üzenetére
Petikeje
#49772
üzenetére
Indulj ki abból, hogy levegőbe nem tud nyomtatni. Minél nagyobb a dőlésszög annál nagyobb részt kell a levegőbe leraknia. Szinte vízszintes részeket mindenképp alá kell támasztani.
Például ha van egy tárgy aminek az alján egy 45° letörés van. az már nem szokott olyan szépen sikerülni. Ha szigorúak akarunk lenni akkor ezt már kellene alátámasztani.
Van egy csomó videó ahol ezt magyarázzák. Pl: [link] -
ptesza
senior tag
válasz
Petikeje
#49753
üzenetére
Lépj vissza az előkészítés fülre és válaszd a támaszok festése eszközt. A túlnyúló területek kiemelése csúszkával állítsad kb. 35-45-re. Azok a részek lesznek kiszínezve mályva színnel amiket érdemes alátámasztani. Pipáljad ki a csak túlnyúlásokon négyzetet. A kitöltés eszközzel kattints a mályva színű felületekre. Ekkor lilás színre vált. A támasz fülön mindenképpen a fa(manuális) vagy a normál(manuális) módot állíts be. Ekkor el is készül a kívánt alátámasztás. Ez azért hasznos mert te határozod meg , hogy hol készüljön és hol ne.


-
#49687
ptesza
senior tag
JulianSinulf
#49681
ptesza
senior tag
válasz
 JulianSinulf
#49681
üzenetére
JulianSinulf
#49681
üzenetére
Nemrég majd egy tekercset elfüstöltem és nem tapasztaltaltam semmi hasonlót. Szálazott de nem is volt előtte szárítva. Ahogy kivettem a csomagból úgy nyomtattam vele. Nekem ezek a beállítások voltak akkor.

-
ptesza
senior tag
válasz
 fecke78
#49493
üzenetére
fecke78
#49493
üzenetére
Meg tudod nézni milyen hőmérsékleten működik jól ez anyag.
Neked kell mérlegelni, hogy milyen szépek a kúpok és mennyire szálaz. A bal oldalon pedig azt tudod ellenőrizni, hogy adott dőlésszögnél ,hogy fog kinézni. Minél inkább közelít a vízszinteshez annál inkább a levegőbe nyomtat és igényli az alátámasztást.
Ha kis tárgyakat akarsz nyomtatni akkor törekedj a legszebbre. Ha pl dobozokat vagy cipőtartókat vagy nagyobb dolgokat ahol nem mászkál a levegőben stb. akarsz akkor inkább magasabbra mert akkor gyorsabb is tud lenni. (max vol speed)Ezt az anyagot így használom nagyobb tárgyakhoz. Például dobozok.

-
#49456
ptesza
senior tag
katyilkadr
#49454
ptesza
senior tag
válasz
katyilkadr
#49454
üzenetére
Célszerű a volumetrikus sebességet az optimális legjobbra bekalibrálni az adott nozzle-hoz és filamenthez. Ha szükséges akkor célzottan valamelyik sebességet veszed vissza vagy a volumetrikus sebességet. A lényeg, hogy a vumetrikus sebesség van a hierarchia csúcsán. Annál gyorsab semmi nem lesz mint amit megenged.
-
#49452
ptesza
senior tag
katyilkadr
#49445
ptesza
senior tag
válasz
katyilkadr
#49445
üzenetére
Már egy páran kifejtették/válaszoltak de megpróbálom én is egy kicsit matekosan, hátha tudok tenni hozzá valamit.
Van egy bizonyos olvasztási képessége a hotendeknek, amit mm3/másodpercben mérnek. Persze minden gyártó igyekszik ezt magasabbra emelni. Egyrészt a hőmérséklet emelésével, mert a sok beletolt 'hideg filament elhűti. Ha ez kritikus szintre emelkedik akkor elkezdhet az exrtuder kaparni és végül a fuvóka is el fog dugulni. Másrészt a különleges konstrukciókkal. Például CHT nozzle-vel elérhető akár a 30mm3/sec is. Ezt mindig az adott filamentre / nozzle-re és hőmérsékletre mérjük.
Tegyük fel , hogy 0.4-es nozzle-vel nyomtatsz és 0.2 rétegmagassággal. Húz egy 1méteres szakaszt. Ezt egyszerűsítve egy téglatestként lehet elképzelni. 0.4*0.2*1000=80mm3
Értelemszerűen ha a volumetrikus sebességet 80-ra állítom és a sebesség beálítások is engedik akkor 1 másodperc alatt végez(ne) vele. Ha viszont 14mm3/s volt beálítva akkor 80/14=5,7másodperc alatt tesz meg egy métert. Ebből az adódik, hogy a maximális sebesség = 1000/5,7=175mm/s. A szeletelő ezt a 175 értéket globálisan kezeli, hiszen nem akar rosszat nyomtatni mert 'elkapkodja. Értelemszerűen lassabbat lehet beálítani.Mire jó ez nekünk?
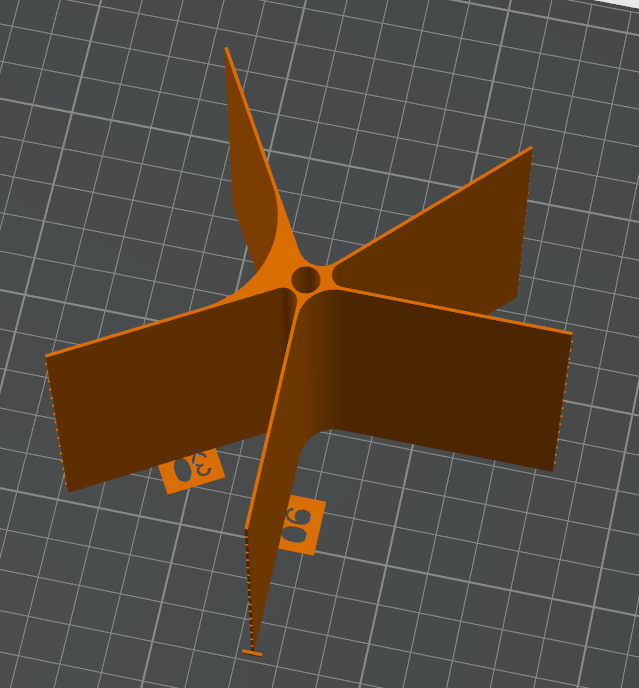
Optimalizáljuk a nyomtatási minőséget. Leszeletelek egy benchy-t 22mm3/s filament használatával. (Ami ugye elég lenne a 275mm/s sebességhez is.)
Hát elég cifra lett és ott ahol narancs szín, ott éri el a 22mm3/s sebességet. A különböző színek eltérő felületi megjelenést okozhatnak. (Sávokban fényes/matt lehet)
A zöl és citromsárga szín elég sokat szerepel és leolvasható, hogy 10mm3/s környékén van. Most leszeletelem 10mm3/s beálítással. Az erdmény sokkal konzisztensebb és ez miatt jobb megjelenés várható.
A másik, hogy kihasználjuk a maximális sebességet, például egy doboz nyomtatásánál.

Jól látszik, hogy itt 15 körül tud csak menni. Ilyenkor például lehet növelni a rétegvastagságot és már meg is van a 22.
Ne felejtsük a sebesség beálításokat ellenőrini, nehogy egy beírt érték limitáljon.
-
ptesza
senior tag
válasz
 Bubukain
#49438
üzenetére
Bubukain
#49438
üzenetére
Úgy számolom hogy, a 300mm/s sebességhez kellene 24mm3/s volumetrikus sebesség ha 0.4-es nozzlet használsz. Nagyon hasonó érték jött ki mert a 14 mm3/s volumetrikus sebességgel 175mm/s az elérhető sebesség.
0.2 nozzle-vel elérhető jóval nagyobb sebesség is de annak meg nem sok értelme lenne hiszen azt meg a finomabb dolgohoz használjuk.
Azt javaslom készíts egy ilyen volumetikus sebesség tesztet a mostaninál +10°C magasabb hőmérsékleten. Akkor fel fogod tudni tornászni 20 mm3/s környékére. Lehet egy kicsit jobban fog szálazni de vannak olyan tárgyak ahol szinte nem is mászkál a levegőben. Pédául dobozok, meg hasonlók.
Ha leszeletelted akkor tudod ellenőrizni az anyagáramlási sebességet. A legszebb eredményt az adja, ha mindenhol hasonló sebességgel tud nyomtatni. Ez persze nem mindig tartható, de ha fényes sávok jelentkeznek és zavaró, akkor lehet lassítani.
A nyúl füle lehet, hogy fényesebb lesz.
-
ptesza
senior tag
válasz
Bubukain
#49423
üzenetére
Ha a filament bírná is de a hotend elérte a határait. Emelned kellene az extrudálási hőmérsékleten, mert a beérkező rengeteg 'hideg filament elhűti a hotendet.
Maximum volumetrikus sebesség tesztet kellene csinálnod az adott hőmérsékletnél, hogy megtudd mennyi az annyi. Egyébként az ilyen nyomatok szilárdsága is hagy kívánnivalót maga után.
Hozzátenném, hogy szinte biztosan nem érted el a 300mm/s sebességet még akkor sem ha be volt álítva mivel a maximális volumetrikus sebesség globális hatással van a sebességekre.
Mennyi volt beálítva?
-
ptesza
senior tag
-
ptesza
senior tag
Csak akkor szoktam szárítani ha van vele valami bajom. Pl. ha törik. ABS is elkezd törni ha nedves. Ilyenkor mehet a szárítóba és meggyógyul. Nem töltöm be mert nem akarok potyára szerelni. Ami látszik. Pl buborékos a felület, vagy nagyon szálaz. Potyára nem szoktam szárítani én sem. Aki viszont ebből él és nem vállalhat kockázatot, annak kell ilyennel kalkulálni és előtte szárítani.
-
ptesza
senior tag
Kezdésre nem javasolnám az ABS anyagot. Egyrészt büdös és ezért nem árt építeni egy Bento Boxot. Másrészt eléggé problémás tapadás szempontból és hajlamos a vetemedésre is, amit az egyenetlen kamrahőmérséklet okozhat. Ezért nem árt egy kiegészítő fűtés is. Támaszanyagnak használható mindig saját maga is. Itt előfordulhat, hogy az interface réteggel kell egy kicsit kísérletezni. Kezdésre PLA és PETG. Ezekkel is sok tapasztalatot lehet szerezni.
-
-
#49078
ptesza
senior tag
JulianSinulf
#49074
ptesza
senior tag
válasz
JulianSinulf
#49074
üzenetére
A támasz távolságát úgy tudod szabályozni, hogy fested a támasz pontjait kézzel.
Van egy modellem amiben épp most csináltam ilyent. Ott meg tudod nézni ha szükséges. -
#49073
ptesza
senior tag
JulianSinulf
#49072
ptesza
senior tag
válasz
JulianSinulf
#49072
üzenetére
Tapasztalatból mindom, hogy jó a PETG a PLA-hoz de nagyon át kell öblíteni. Az érintkező réteget lehet teljes kitöltés és a Z távolság pedig nulla. De a legfontosabb a szincserénél a megfelelő öblítési mennyiség.
-
#49035
ptesza
senior tag
JulianSinulf
#49034
ptesza
senior tag
válasz
JulianSinulf
#49034
üzenetére
Már két fej esetén is nagy előrelépés lenne az, hogy amíg az egyik dolgozik a másik bekészül. Ezzel csökkenne a poo mennyisége és a csere idők is kiesnének. Hogy ezt meg lehet-e oldani azt nem tudom. A probléma az lenne , hogy ezek a fejek egyszerre mozognak és miközben nyomtat a másik öblít és azt valahogy fel kell fogni. Meg a nyomtatható terület is csökken, vagy a doboz növekszik.
-
ptesza
senior tag
-
#48937
ptesza
senior tag
katyilkadr
#48936
ptesza
senior tag
válasz
katyilkadr
#48936
üzenetére
Ne hátra hanem előre. Ezerrel!
-
ptesza
senior tag
válasz
kokokka
#48866
üzenetére
Nem vitaképp mondom de filamentekről kezdődött a kérdés és Bambus nyomtatót vett magának.
Fényévekkel vannak lemaradva az Anycubic-nál. Mostanra csak mindent 100% másolnak nincs egy saját épp gondolatuk. A napokban már a szeletelő is normális lett mert azt is lekoppintották. A nyomtatási sebesség tekintetében megmaradtak 100mm/s környékén mert ahhoz már jobb mozgatórendszer , hotend és filament is kellene. Szóval miattam száríthat is az AMS koppintás ACE. Amúgy szerintem jól is teszik mert a felhasználók is jól járnak legalább.
A következő tasli 2025 Q1 ben jön majd megint az egész iparágnak. Feltehetően...A tekercsben található NFC chipre gondoltam mint előnyre.
-
ptesza
senior tag
válasz
Multipass
#48862
üzenetére
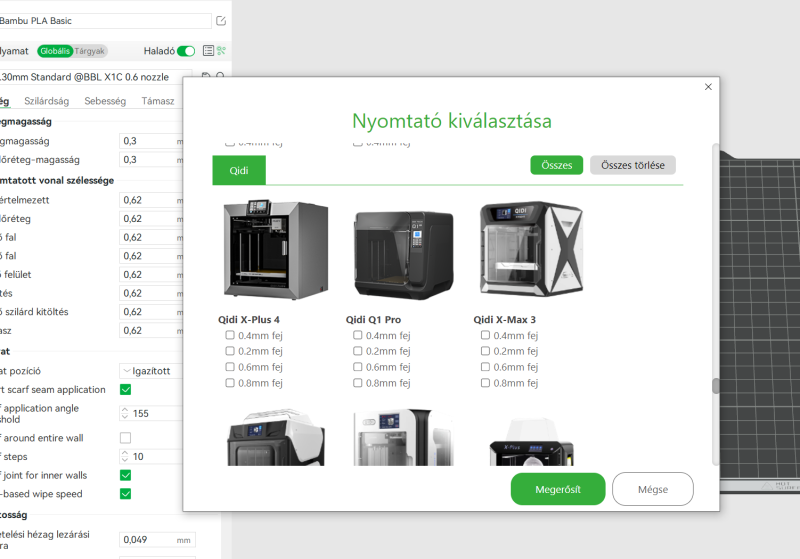
Bármelyik márkát használhatod. A Bambu nagy előnye, hogy viszonylag jó kalibrációs profilok vannak hozzá és az AMS magától felismeri. Egyéb gyártók filamentjeit általában kalibrálni kell. Vannak generic profilok amik kezdésnek jók. Ha valami gond van nyomattal akkor azzal összefüggő kalibrációt készítesz. Ha gyorsítani akarsz akkor a max volumetrikus sebességet kell megmérni. A lényeg, hogy 1.75mm vastag legyen ,ne igényeljen zárt teret valamint ne tartalmazzon koptató anyagokat.
-
ptesza
senior tag
válasz
Multipass
#48822
üzenetére
Szia!
Vegyél egy újat mert az utóbbi időben fényéveket lépett előre a technika ezen téren.Tudsz-e használni valamilyen CAD szoftvert?
Mennyi helyed van? Mekkora összeggel indulnál? Ez nem olcsó dolog kb. a fotózással vetekszik költségben.
Ha komolyan gondolod akkor Bambulab X1 combo most a legjobb vétel.
A fusion 360 progit érdemes megtanulni használni. Ezen kívül szükség lesz egy kompatibilis szeletelő program megtanulására (Pl. orca slicer / bambu studio) Nem olyan bonyolult dolog, ezt ki lehet tapasztalni majd menet közben és van hozzá rengeteg segítség YT video stb. Ha van rá kereted akkor várj mert 2025 első negyedévben lesz egy mindentverő 3D nyomtató az X1 helyére. Nem lesz ez sem olcsó. -
ptesza
senior tag
válasz
 5leteseN
#48697
üzenetére
5leteseN
#48697
üzenetére
Egy kicsit túlpörgeted ezt a kérdést szerintem.
Ha azt akarod, hogy szép is legyen akkor keress egy használt borklímát/borhűtőt vagy valami olyant aminek ilyen füstös üveg előlapja van, megfelelően át kell polcozni és már mehet is. Nem kell túl sok rekesz mert úgyis csak a bontott tekercseket kell majd tárolni. A páramentesítést meg lehet oldani silicagel-el, meg készítesz valami fancy led háttérvilágítást meg valami jó kis hőmérséklet /páratartalom mérőt még az üveg mögé és kész is.Az sem baj ha rossz. Olcsóbb lesz.

-
ptesza
senior tag
válasz
 bigrob
#48623
üzenetére
bigrob
#48623
üzenetére
Nem kell túlgondolni.
Használjad a Generic profilt kiindulásnak. Csinálj egy PA tesztet az ORCA-ban vagy a BAMBU studióban. Ha úgy gondolod, hogy az anyag amit használsz high speed anyag akkor készíthetsz egy max vol speed tesztet, egyébként hagyd az értéket alapon. Minden mást csak akkor változtass ha van vele valami bajod. (Nem tapad, szálaz stb.) -
-
-
ptesza
senior tag
válasz
 sonny007
#48520
üzenetére
sonny007
#48520
üzenetére
A kúpon a Bambulab store-ba érvényes és A1 mini vásárlásnál lehet beváltani csak. A többség ott veszi, 3-4 nap alatt megjön. Magyarországi webshopból inkább céges vásárlások szoktak lenni, legalábbis itt azt tapasztalom. A supportjuk jó, gyorsan válaszolnak és nem elutasító a magatartásuk. Nyugodtan lehet a gyártótól vásárolni. [link]
-
ptesza
senior tag
válasz
donat_sz
#48517
üzenetére
A Chat GPT szerint nem az és egyéb más anyag sem, hacsak nincs róla tanúsítvány. De még mindig ott van az FDM technológia miatti rétegződés és barázdáltság . Ha karácsonyi sütiformákat szeretnél akkor mindegy melyik anyagot használod. Ha kész van csak dobjad ki és legközelebb megint nyomtatsz. Amit mutattál alkatrészt egész pontosan nem értem , milyen kapcsolatban van a kávéval, ezt neked kell eldöntened majd.
Ha fémből szeretnél akkor megoldás lehet a viaszvesztéses fémöntés. A lényege az, hogy kell legyen egy mintadarab. Készítenek hozzá egy formát ami segítségével egy ugyanolyan alkatrészt készítenek viaszból. Van ahol tudnak viaszt 3D nyomtatni is. Ez kerámia bevonatot kap több rétegben. Ezután kiégetik és ilyenkor kifolyik a viasz az előre elkészített tölcséres felületen. Itt fogják betölteni majd a saválló acélt pl. Van sok ilyen cég de ez azért nem egy filléres szolgáltatás. Valamint számítani kell arra, hogy lesznek felületek amit majd meg kell munkálni.
-
-
ptesza
senior tag
válasz
 Tarokk79
#48490
üzenetére
Tarokk79
#48490
üzenetére
Azt a jerk x-y -t még nem piszkáltam soha.
Egy dolgot érdemes bekalibrálni de azt minden filamentnél. Van aki minden színre is külön elvégzi.
A nyomáselőtolás / pressure advance (PA) kalibrálás eredménye egy K érték lesz. Csak néhány perc az egész. Pont a sarkokat kell figyelni és jó érték leolvasható. Én be szoktam tenni a szkennerbe és akkor a képernyőn lehet ellenőrzni. Az Orca slicerben az előkészítés fül választása esetén aktíválódik a kalibrálás lehetőség. Ott találod ezt is.
-
ptesza
senior tag
válasz
5leteseN
#48446
üzenetére
Nylon vagy a Peek ami már jobb anyag. Viszont ezek már nem egyszerűen nyomtatható anyagok. Tapadási problémák, magas hőmérséklet kell a nyomtatáshoz , esetleg magas kamra hőmérséklet, és még drágák is. Inkább SLS technológiákban szokták az keresett anyagokat felhasználni. Otthoni felhasználásra az ára miatt nem elérhető.
Ami a lehető legjobb és elérhető az a Nylon. (PA). A karbon szálas anyag gyengébb mint amiben nincs. Talán jobb felületi minőséget ad és nem látszanak a rétegek annyira.
Tudtommal poli27 már többször is nyomtatott PA anyagot. Keress vissza vagy/és várjuk meg mint tud még pluszban tanácsolni. -
#48359
ptesza
senior tag
bozarjoska
#48357
ptesza
senior tag
válasz
bozarjoska
#48357
üzenetére
A Bambulab nyomtatókhoz van egy közösségi oldal a Makerworld.
Itt a feltöltött dolgok 99%-a rendelkezik nyomtatási profillal is. Így letöltésnél nem egy stl fájlt kapsz hanem egy 3mf fájlt, ami magában foglalja az stl-t és a feltöltő által ajánlott nyomtatási beállításokat is. A választék igen nagyra növekedett. Azt is mondhatnám, hogy ami nincs itt az kéremszépen nem is létezik! De azért ez nem igaz. Nyomtatás után van lehetőség a kinyomtatott dolgok értékelésére amivel értékes pontokat lehet keresni. Ha nem értesz a CAD-hez akkor is van lehetőség az alkotásra a MakerLab-ban. Van egy csomó alkalmazás amihez nem kell CAD-es ismeret. Pl képből tudsz kulcstartót készíteni, vagy akár szobrot a saját fotódból. -
#48243
ptesza
senior tag
katyilkadr
#48227
ptesza
senior tag
válasz
katyilkadr
#48227
üzenetére
Megy a Bambu studió és szerintem az Orca slicer is. Mindkettő nagyon jó!
-
#48188
ptesza
senior tag
BPéter1984
#48181
ptesza
senior tag
válasz
BPéter1984
#48181
üzenetére
NA ez a beszéd!
 Jó ha tudod, hogy ez egy filament zabáló gép. Jó sok fog kelleni hozzá. Ha aktív vagyok elfüstölök 2-3 kilót is havonta. Vannak kedvenc színeim amik általában jobban néznek ki mint egy sima fekete vagy fehér. Személy szerint a matt színeket ajánlom, pl a Bambu sötétkék matt és van egy zöldes is. Aztán a Sunlu agyag és oliva. Jól jöhet a transzparens az ezüst meg az arany is. Így karácsony környékén valami fenyő zöld. Egyéb dologra most még ne költs. Regisztrálj a Makerworld-re és próbálj meg minél több pontot gyűjteni. Letöltésekkel és ha vannak saját modelljeid akkor azokkal is jó sokat lehet keresni. Vannak itt páran akik már gennyesre keresték magukat filamentből és kiegészítőkböl. Már én is több mint 500 eurt kerestem vele. Ezzel párhuzamosan mehet a makeronlne is ami nagyon hasonlít. Ott a inkább filamneteket tudsz majd venni mert az egy Anycubic-os portál.
Jó ha tudod, hogy ez egy filament zabáló gép. Jó sok fog kelleni hozzá. Ha aktív vagyok elfüstölök 2-3 kilót is havonta. Vannak kedvenc színeim amik általában jobban néznek ki mint egy sima fekete vagy fehér. Személy szerint a matt színeket ajánlom, pl a Bambu sötétkék matt és van egy zöldes is. Aztán a Sunlu agyag és oliva. Jól jöhet a transzparens az ezüst meg az arany is. Így karácsony környékén valami fenyő zöld. Egyéb dologra most még ne költs. Regisztrálj a Makerworld-re és próbálj meg minél több pontot gyűjteni. Letöltésekkel és ha vannak saját modelljeid akkor azokkal is jó sokat lehet keresni. Vannak itt páran akik már gennyesre keresték magukat filamentből és kiegészítőkböl. Már én is több mint 500 eurt kerestem vele. Ezzel párhuzamosan mehet a makeronlne is ami nagyon hasonlít. Ott a inkább filamneteket tudsz majd venni mert az egy Anycubic-os portál. -
#48142
ptesza
senior tag
BPéter1984
#48140
ptesza
senior tag
válasz
BPéter1984
#48140
üzenetére
Ne sokat várj nem tart örökké a BF. Nem kell venni hozzá semmit pluszban csak egy csomó filamentet. Minden hasznos infót megtalálsz ebben a topikban. A teljes végig olvasást nem javaslom. De ha vannak konkrét kérdéseid akkor soroljad őket és itt sokan vannak akik szívesen megválaszolják majd.
-
ptesza
senior tag
válasz
ParadoxH
#48064
üzenetére
A második képen egy szálat látok élben. Ha azon az élen van 45° letörés akkor az lehet a baj. Nem igazán szereti. Áttervezném 30-40 fokosra és akkor tuti jó lesz. Viszont a textúrát nézve nekem alul extrudáltnak tűnik. Egy flow rate kalibráció segíthet. A képekről nekem ez jött le.
-
#48007
ptesza
senior tag
EasyKnight
#48004
ptesza
senior tag
válasz
 EasyKnight
#48004
üzenetére
EasyKnight
#48004
üzenetére
Ne foglalkozz vele, mert csak fényes anyagoknál látszódhat. Ha egy kész nyomaton találkozol a VFA hibával, akkor a sebesség beállítások javíthatnak rajta. Az Orca slicerben van egy VFA teszt ami segíthet megtalálni az optimális értéket.
-
ptesza
senior tag
válasz
 Mexbacsi
#47984
üzenetére
Mexbacsi
#47984
üzenetére
Hát ha lesznek kuponjaid majd visszatérsz rá. Nálam nagyon jól működnek ezek az anyagok és még gyorsak is. Nem az rfid-ről van szó ha az előnyeit nézzük.
Ha itthon szeretnék venni Sunlu-t akkor a Variomentumnál tudsz jó áron. Van szárító is. -
ptesza
senior tag
-
ptesza
senior tag
válasz
Mexbacsi
#47982
üzenetére
Vegyél hozzá sajátmárkás Bambulabot. Ha regisztrálsz a Makerworldre akkor tudsz pontokat gyűjteni. Feltöltöd a saját modelleket stb. , akkor hamar össze lehet szedni egy 40 eurós kupont. Ha veszel 4 gurigát akkor amúgy is ad kedvezményt meg már a posta is ingyen lesz. Ha van két kuponod akkor meg ingyen.
-
ptesza
senior tag















 Rendesen felrúgja az ajtót?
Rendesen felrúgja az ajtót?











































 Jó ha tudod, hogy ez egy filament zabáló gép. Jó sok fog kelleni hozzá. Ha aktív vagyok elfüstölök 2-3 kilót is havonta. Vannak kedvenc színeim amik általában jobban néznek ki mint egy sima fekete vagy fehér. Személy szerint a matt színeket ajánlom, pl a Bambu sötétkék matt és van egy zöldes is. Aztán a Sunlu
Jó ha tudod, hogy ez egy filament zabáló gép. Jó sok fog kelleni hozzá. Ha aktív vagyok elfüstölök 2-3 kilót is havonta. Vannak kedvenc színeim amik általában jobban néznek ki mint egy sima fekete vagy fehér. Személy szerint a matt színeket ajánlom, pl a Bambu sötétkék matt és van egy zöldes is. Aztán a Sunlu 





Új hozzászólás Aktív témák
- Elemzés A 3D nyomtatás sikerének alapja

- Tablet felvásárlás!! Samsung Galaxy Tab A8, Samsung Galaxy Tab A9, Samsung Galaxy Tab S6 Lite
- ÁRGARANCIA!Épített KomPhone Ryzen 5 5500 16/32/64GB RAM RTX 4060 8GB GAMER PC termékbeszámítással
- PROHARDVER matricás ház ingyen elvihető
- Bomba ár! HP EliteBook 840 G2 - i5-5GEN I 8GB I 256GB SSD I 14" HD+ I Cam I W10 I Garancia!
- Eredeti, új Lenovo 330W töltők - ADL330SDC3A
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest

Cég: Laptopszaki Kft.
Város: Budapest