Hirdetés
- Helio Core néven újabb kijelző nélküli Amazfit kiegészítő jött
- Headset, ami hangszóró is, AI nyaklánc, rúddal izélgethető porszívó... - CES
- CES 2026: olcsó, kompakt, többportos GaN töltőt kínál a Lenovo
- Visszakerül a Realme az Oppo alá
- Bár zajlik a CES, de nézzünk pár pletykát az új iPhone-ok kapcsán is
- Samsung Galaxy S25 Ultra - titán keret, acélos teljesítmény
- Yettel topik
- 2026-ban nem lesz új Asus telefon, de nem zárják be a boltot
- Huawei Watch GT 6 és GT 6 Pro duplateszt
- Samsung Galaxy S25 - végre van kicsi!
- Samsung Galaxy S23 és S23+ - ami belül van, az számít igazán
- Milyen okostelefont vegyek?
- Samsung Galaxy A54 - türelemjáték
- CES 2026: A tévékben is okosabb lesz a Gemini
- Honor Magic5 Pro - kamerák bűvöletében
-

Mobilarena



Új hozzászólás Aktív témák
-

Gabesz87
veterán
Minden bekötve! SKR1.3+BLTouch+TFT 35+bmg. Persze még a lapnak kell valami box, meg szépen el kell majd rendezni a kábeleket, mert némelyikét a harisnya miatt, és a rövidsége miatt elég nehézkes volt bedugni. De legalább úgy tűnik működik a BLtouch is. Bekapcsolás után egyből csinálta a tesztet és nem villog már.
-

trialkornel
tag
válasz
 Szabix01
#18191
üzenetére
Szabix01
#18191
üzenetére
Kicsit tegyük tisztába a heatbreak fajtákat.
Az A változat a teflon betétes, jó eséllyel olyan volt neked eredetileg benne. Azzal arra kell vigyázni hogy 250 fok fölé ne nagyon fűtsd a fejet mert az a betét meglágyul és akadást okoz majd.
A B változatot hívják full (vagy all) metal-nak mert teljesen fém, nincs benne teflon betét. Előnye hogy magasabb hőfokra lehet felfűteni, viszont nagyon jó hűtés kell a hotendnek.
Valószínűleg ez okozza a problémát nálad, nem elég a hűtés (a hűtőbordán), feljebb vezeti a hőt, ott is meg megfolyik és bedugul. Ennek ez az átka, nagyon kényes.
-
#18193
 Sentinel80
aktív tag
Szabix01
#18191
Sentinel80
aktív tag
Szabix01
#18191
Sentinel80
aktív tag
válasz
Szabix01
#18191
üzenetére
A típust azért szoktam megadni, mikor kérdezek, hogy akinek ilyen van felfigyeljen.
Nem ismerem a gépedet, de elég nagy eséllyel ez lehet a gond, az elv ugye ugyanaz mindegyiknél. A teflonnak el kéne érnie a nozzle/fejet.
Hátha időközben még olvassa olyan is akinek hasonló gépe van.
@HornedReaper csak arra utaltam, mert máskor is megfigyeltem már - hogy azzal nem segítünk sokat a másiknak - ha leírjuk nekünk jó.
-
#18192
 HornedReaper
senior tag
Sentinel80
#18183
HornedReaper
senior tag
Sentinel80
#18183
HornedReaper
senior tag
válasz
 Sentinel80
#18183
üzenetére
Sentinel80
#18183
üzenetére
Nem dicsekvésképp írtam le, hanem hogy okkkulj belőle

Szerintem a heat creep / dugulás gyakran csak a vizes anyag miatt is összejön, bár nem vagyok még nagy szaki.
-

Szabix01
tag
válasz
Sentinel80
#18190
üzenetére
Ahaa, a képen lévő összekötő csavarok bol most jelenleg a B verzio van bent mert az A verzióban szereplő kis teflon cső darabot nem raktam bele eddig, akkor talán az lehet a baj? Mert keresztmetszet változás van ebben a menetes csőben és a teflon cső nem tud elmenni a nozzleig mert ahogy látszik is 2 felé menettel megy a dolog és a hotendes végződésben kisebb is a furat.

-
#18190
Sentinel80
aktív tag
Szabix01
#18189
Sentinel80
aktív tag
válasz
Szabix01
#18189
üzenetére
Emiatt nem nyúlok sose amíg lehet a gyári dolgokhoz

Ender 3 nál az okoz olyat, ami nálad van, hogy a teflon cső ami belevezeti a PLA-t a heatblokkba nem ér le a nozzle\fejhez és hézag van köztük. Emiatt az anyag nemcsak lefele megy és beleköt a heatblokkba. Nekem 1x volt ilyen, ekkor ezt a fehér teflon csövet áthúztam 1x a heatblokkon felmelegített állapotban és azzal kiszedtem a beragadt anyagot.
-
Szabix01
tag
válasz
Sentinel80
#18177
üzenetére
Tronxy x1 nyomtató szana szét upgradelve😃
És új extruder rajta ami a képen látható. De akkor most mi lehet a baj hogy nincs rendesen osszecsavarozva a két elem és valami részbe vissza folyik az anyag?
-
#18188
Sentinel80
aktív tag
Saccco
#18187
Sentinel80
aktív tag
válasz
 Saccco
#18187
üzenetére
Saccco
#18187
üzenetére
Gondoltam addig a heatblockhoz minek nyúljak, amíg nincs vele gond, max a nozzle t cserélem.
Ha már nozzle, láttam, hogy le szokták szedni a nozzle körül lévő - nem tudom mi a neve papír-tekercs-hővédő valamit és szilikont raknak oda - nem tudom hogy ez hasznos-e, mások is leszedik.
-
#18187
 Saccco
nagyúr
Sentinel80
#18185
Saccco
nagyúr
Sentinel80
#18185
Saccco
nagyúr
válasz
Sentinel80
#18185
üzenetére
Ja, hogy a nozzle-t érted ez alatt.
Heatblock-ra és nozzle-ra együtt gondoltam.
-
#18186
 Jagi
tag
Sentinel80
#18183
Jagi
tag
Sentinel80
#18183
Jagi
tag
válasz
Sentinel80
#18183
üzenetére
Rendeltem már utólagos szetet MK8 nozzleból Enderhez.
Hasonló a különbség nálam is mint amit írtál, nálam simán mennek.
Sosem cserélek fejet szín váltáskor, áttolok 100mm anyagot és mehet tovább.
Melegen cserélek színt, ha valami megakad, akkor a bowden végéből levágok 2-3mm !egyenesre!.
Nozzle kiteker 4-5mm, bovden bedug ütközésig, nozzle beteker.
Ajánlatos hővezető pasztázni a nozzle menetet. -
#18185
Sentinel80
aktív tag
Saccco
#18184
Sentinel80
aktív tag
válasz
Saccco
#18184
üzenetére
Nem ismerem, de ahogy látom ez maga egy komplet készlet.
Én ilyet vettem:

Ami elsőre érdekes, hogy ahova befut az anyag/PLA belső furat mintha keskenyebb lenne, mint a gyárinak. Ennek ellenére számtalan helyen olvasom, hogy jó cr-10 hez és ha jó cr-10 hez jó ender 3 hoz is.
Arra gondoltam más is vásárolt már ilyen réz fejeket.
-
#18184
Saccco
nagyúr
Sentinel80
#18183
Saccco
nagyúr
válasz
Sentinel80
#18183
üzenetére
Én mindenre V6-ot veszek.
-
#18183
Sentinel80
aktív tag
HornedReaper
#18181
Sentinel80
aktív tag
válasz
 HornedReaper
#18181
üzenetére
HornedReaper
#18181
üzenetére
Ilyenkor sose értem, hogyha valakinek gondja van, a másik ember megpróbál segíteni, miben segít az, hogy X ember megírja, nekem bibi bezzeg nem
 Nemcsak személyes tapasztalat, más külföldi forumokon is írtak olyanról, hogy rosszabb fej esetén akár henger cserekor fejet is kell cserélni, mert valamennyi anyag beleragad. Ezért rendeltem új fejeket, azzal fogom kipróbálni.
Nemcsak személyes tapasztalat, más külföldi forumokon is írtak olyanról, hogy rosszabb fej esetén akár henger cserekor fejet is kell cserélni, mert valamennyi anyag beleragad. Ezért rendeltem új fejeket, azzal fogom kipróbálni.Megpróbálom hátha most olvassa valaki aki érintett: vásárolt már valaki ender 3 hoz új fejeket a gyáriakon felül? Ha igen, milyet és mi a tapasztalat?
-
#18181
HornedReaper
senior tag
Sentinel80
#18177
HornedReaper
senior tag
válasz
Sentinel80
#18177
üzenetére
Nekem soha nem akadt el régi anyag az Enderben, csak ha vizes volt már. Akkor állandóan kb. 15-30 perc nyomtatás után elcseszte a nyomatot heat creep miatt. V6-tal (és gyümölcsaszalóval) nincs gondom, minden nyomtatás előtt csak kis anyagot manuálisan átnyomok a forró hotenden, mindegy hogy előtte PETG vagy PLA, TPU volt-e és mehet is a nyomtatás ha már az új anyag színe megjelenik
-
#18177
Sentinel80
aktív tag
Szabix01
#18175
Sentinel80
aktív tag
válasz
Szabix01
#18175
üzenetére
Nem adtad meg milyen a nyomtatód, így csak max a sajátomból kiindúlva tudok írni valamit.
Ilyen elméletben csak akkor következik be, ha a teflon cső és a fej között rés van (nem jár feltétlen szivárgással), azaz nem nyomtad be eléggé. Illetve kicsi köze lehet hozzá, ha a fej eldugul, mert valami gagyi.
Ezért vettem én is új fejeket és kérdeztem rá másoknál, de láthatóan nem sok izgalmat váltott ki a kérdés

Ender 3 nál: ha cserélek anyagot, fej csere is van, mert marad benne mindig és 99% elakad ha benne hagyom.
2x akadt el anyag nekem, 1x magában a csőben (olló) egyszer a hotend csavaros bordás rész (egy teflon csővel felmelegített állapotban ilyenkor át kell tolni a csövet, hogy teljesen kitakarítsa a zlotyit.)
Nálad lehet az is, hogy bár jön az anyag, valami még beragadt: ellenőrizd a csövet nincs-e hézag illetve told át felmelegítve egy teflon csövet (ha van tartalék) és egyáltalán hasonló a nyomtatód.
-

kzkz
őstag
válasz
 goldister
#18159
üzenetére
goldister
#18159
üzenetére
Én 243/240, és 94/90-es hőfokokkal nyomtatok PETG-t, az első első réteget nagyon lassan, 10-15mm/s, brim nélkül, és nem hajlik fel a cucc nagyobb méretű tárgy esetén se.
A második rétegtől kb. 4x nagyobb sebességre váltok. Így a nyomtatás végén le se lehet vakarni az alu laptól a cuccot, egészen addig, amíg az asztal vissza nem hűl 40 fok környékére, onnantól szinte magától lejön. -
Szabix01
tag
Sziasztok, segítséget, tippeket, tanácsot szeretnék kérni. Az a helyzet lépett fel ismét hogy nyomtatóm folyamatosan el dugul de nem a nozzle hanem a hotendet összekötő menetes szárban a nozzle előtt. És nem tudom mi lehet a baj. Kitakaritas után jó a nyomtató addig amíg nem állítom meg a gépet szóval amíg nyomja előre az anyagot minden csodajo ahogy a mesékben kell de ha leall a gép egyből bele "köt" a pla. És nem tudom miért lehet. Próbáltam 200 fok körül a nyomtatás 210 fokon is de ugyan ez... Devil design PLAt használok, és a 2500 Ft hengeres aliexpresses extruderem van. Az utóbbi 2 hétben kezdte ezt el csinálni azóta folyamatosan. Ez átlagos dolog vagy ez ritkább esemény?
-
Saccco
nagyúr
-
#18171
 zsolti_20
senior tag
energy4ever
#18170
zsolti_20
senior tag
energy4ever
#18170
zsolti_20
senior tag
válasz
 energy4ever
#18170
üzenetére
energy4ever
#18170
üzenetére
Sok helyen olvastam, hogy érdemes lecserélni, mert nem kerül sokba de sokat javít a minőségen.
-
#18168
 2thletme2day
őstag
2thletme2day
őstag
2thletme2day
őstag
Hatalmas pacsi az Anycubic ügyfélszolgálatának. Predatorom van. Írtam nekik, hogy a karon az egyik halszemnél nagyon sok a játék, nem kóser ez így. Válaszként azt írták semmi gond, küldenek egy egész szettet (6db) garanciába. A második jó pont, hogy írtam nekik, hogy Volcanora szeretnék upgrade-elni de ahhoz marni/vágni kell az eredeti effectorból és kéne egy effector amin próbálkozhatok. Honnan tudnék beszerezni egy effectort mert se alin se ebay-en nem lelek? Mondták, hogy adjam meg a címet ahova postázhatják az effectort, térítésmentesen. Ma megjöttek meg az új karok és nagy meglepetésre sokkal jobbak mint amikkel a nyomtató jött és ráadásul még szemre nagyjából egyenlő hosszúak is voltak amik régiekről nem mondhatóak el még szemre sem. Az anyaghasználat és az összeszerelési minőség is sokat javult.
-
Saccco
nagyúr
válasz
goldister
#18159
üzenetére
Kicsit kevésnek is tűnik a hőfok. Első réteg nekem 245/77°C később 230.
Brim (min 1-1,5cm) és flow növelés az első rétegre. Illetve próbálhatod máshova rakni az asztalon. Huzatot ne kapjon.
A videón ultem-re nyomtat, oda szoktak ragasztót kenni, hogy ne(!) ragadjon rá annyira a PETG.
Az üveggel is vigyázz, ha nagyon belövöd a PETG-t, akkor ott is képes kitépni darabokat belőle. Zsírtalanítás? -

goldister
tag
válasz
 Mr.Csizmás
#18165
üzenetére
Mr.Csizmás
#18165
üzenetére
Szintezést automatán csinálja, csak a távolságot szoktam korrekciózni.
A sebesség 50-re van állítva. A kezdő layer 25-re.
Hőmérsékletnél asztal vagy nozzle? Vagy vegyem le az üveget? Ragasztó? Hajlakk itt is játszik?
Vagy a sebesség "rántja fel" az asztalról? Végig lassabban kellene? -
Gabesz87
veterán
Szerintem igen. A Z endstop helyére kerülő csatlakozokbsn nem voltam biztos, de megfordítottam, és úgy is próbáltam. A kijelző csatlakozójaba kell egy ILYEN, ebbe jön a kijelző, és a BLtouch 3 pines kabele. Ebben kellett megcserelnem elvileg kettőt.
Amúgy tiszta hülye vagyok hogy ezzel szenvedek mert nekem is itt van az SKR 1.3 benne már a pár hete megforrasztott, mindkét oldalon heatsink-el ellátott TMC 2208-akkal. Marlin 2.0-t is elkezdtem beállítgatni. Csak nyomtatni akartam még neki házat, ezért gondoltam, hogy tapasztalatot gyűjtők akkor még a Melzivel. De lehet hogy gyorsan megunom és megpróbálom betenni az SKR-t.(#18161) KIZS: igen, ITT is írnak valami ilyesmit, a 2. pontban, de én az elsőt választottam és kiszedtem a C7 kondit.
-
goldister
tag
Üdv!
Segítségeteket szeretném kérni.
Idáig PLA-t nyomtattam. De RC repülőhöz PETG-t vettem.
Elkezdtem a szárnyat kinyomtatni. Első réteg 235 fokon, majd 220. Asztal hőmérséklete 80. Üvegre nyomtatva.
Próbáltam már ventivel és nélküle is.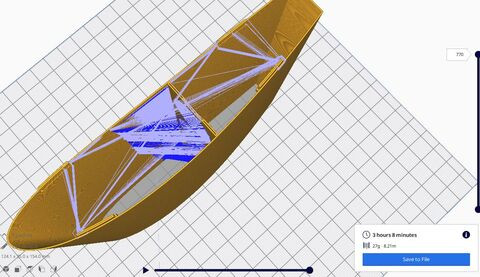
A kontúr 1 szálból kell hogy álljon a leírás szerint. Viszont mindig felválik a síkról. Próbáltam bár brimmel, rafttal is. Mit tudnátok ajánlani? Nagyon hálás lennék. -
Gabesz87
veterán
válasz
 Gabesz87
#18157
üzenetére
Gabesz87
#18157
üzenetére
Beraktam a kezdő G-Code-ba is a szükséges sorokat:
M280 P0 S160 ; BLTouch alarm release
G4 P100 ; delay for BLTouch
G28 ; home
G29 ; auto bed leveling
aztán elindítottam kíváncsiságból egy nyomtatást, hogy mit csinál. Olyasmi jelenség van, hogy van 9 pont ahol a BLTouch mér elvileg ugyebár, és amikor beáll a megfelelő poziba, mindegyiknél Z irányban felfelé tekeri a fejet 2x vagy 3x. Olyan, mitha Z+ irányba mozogna, amikor a tapintónak kellene működnie. -
Gabesz87
veterán
Na most az van, hogy valami csoda folytán, ami tegnap nem sikerült, ma simán gond nélkül elsőre. Sikeresen befejeződött a fordítás, és fel is töltöttem a gépre a BLTouch cuccokkal kiegészített/módosított Marlint. Ennek ellenére a helyzet u.a. Pirosan villog a szenzor, képernyő nuku, géppel összekötve most ugyan nem írja ki a Probing parancsokra, hogy unknown, elküldi, de semmi nem történik, egyikkel sem:
Probing with Touch Switch Mode(M280 P0 S60) ← only Smart V2.1 and later
Step 1 : Push-pin Down(M280 P0 S10)
Step 2 : Touch Switch Mode(M280 P0 S60)
Step 2 : Probing(keep M280 P0 S60)
Step 3 : Push-pin Up(M280 P0 S90) after Zmin triggeredMitévő legyek, van ötletetek?
-
#18153
zsolti_20
senior tag
HornedReaper
#18152
zsolti_20
senior tag
válasz
HornedReaper
#18152
üzenetére
Csak a csavar menetére tettem hogy ne tudjon feljönni mellette a PLA. Csak nem szigetel annyit, hogy rossz legyen a nyomtatás. Bár van pasztám is, de szerintem azt simán kinyomja. Hacsak a meleg hatására megnem keményedik.
-
#18151
zsolti_20
senior tag
energy4ever
#18142
zsolti_20
senior tag
válasz
energy4ever
#18142
üzenetére
Hihetetlen de igaz. Nem tudom honnan tudtad, hogy ez a probléma, soha nem hittem volna. Csatolok pár képet. Szerintem nem kell leírni melyik az előtte melyik az utána.
Közben elkezdet csöpögni az anyag a hotendből a nozzle mellett. Szétszedtem, bekentem motorblokkhoz való tömítőpasztával, épp most tesztelem milyen lett. Egyszersem ment ki a szélére nyomtatás közben. Sőt még a motorok hangja is sokkal másabb lett. Eddig olyan erőlködőnek tünt, most szépen járnak. És a nyomtatás is sokkal tisztább.
Szerk: Ja és amikor összeraktam, nyomtatás után mindig leált hőmérséklet hibával. Most ilyen gondom sincs már és nem zuhan be a hőmérséklet ha bekapcsola venti.
-
#18150
Sentinel80
aktív tag
Sentinel80
aktív tag
Gyors kérdés_
Ender 3 tulajként elfogytak a gyárilag mellékelt fejek és kénytelen voltam rendelni. 1-1 fejet kitisztogattam, hogyha nem lenne jó az új, de praktikusabbnak hiszem cserélni, mint szenvedni a kitakarítással.
Olvastam külföldi fórumokon, hogy a mk8 /CR-10 es fej jó az ender 3 hoz, csak meglepődtem, mert szemre kicsit más a fej formája (rövidebb a csavarhúzó fogó szögletes rész) és kisebb a belső furat a PLA nak, de a menet pontosan ugyanakkora.
Új vs régi:

ebből vettem:
Valaki próbálta már?
-
#18149
Gabesz87
veterán
Mr.Csizmás
#18148
Gabesz87
veterán
válasz
Mr.Csizmás
#18148
üzenetére
Nem tudom, Biqu oldaláról rendeltem. Csak az enyém 2.1-es verzió. Elvileg eredeti Antclabs, rá is van írva, meg QR kód is van rajta. Úgyhogy ebből kifolyólag INNEN gyűjtöttem az infókat.
-
Gabesz87
veterán

Hát ez ciki...te jó ég, ez hogy nem jutott eszembe. Igazad van. Egyelőre csak a fordítással próbálkoztam, szóval jelenleg a nyomtatón a BLTouch tartalom nélkül felvértezett Marlin van, ergo fogalma sincs a nyomtatónak, mi merre hány méter.
De a fordítás hiba okára jó volna rájönni, este majd bemásolom. Meg amúgy a kijelző sem működik most így a PIN27 board-on keresztül, de akkor ez is azért lehet, mert nincs jelenleg beállítva ez a board a fw-ben!? -

-kdM-
senior tag
válasz
Gabesz87
#18145
üzenetére
...de hibát kapok folyton a fordításnál. Majd este bemásolom mit ír ki.
De most akkor a firmware be van állítva rendesen? Mert ha a marlinnak nincs megmondva, hogy mi az a bltouch (illetve, hogy milyen pineket használ), akkor M280-ról se tudja, hogy mit-merre küldjön.
-
Gabesz87
veterán
Hát ezzel a BLTouch-al meggyűlt a bajom tegnap. Bekötöttem, de pirosan villog bekapcoslástól kezdve. Olvastam ezt az Antclabs honlapján:
2) if the red LED in BLTOUCH flashes at 80% duty right after the 3D printer is switched on, please release it with S60 or S160.
It's a message to check Wiring because your 3D printer board is already sending a control signal to BLTouch before BLTouch power is turned on. Don't worry, your 3D printer and BLTouch work perfectly even if the Red LED flashes at 80% duty.
Viszont Pronterface-en hiába próbáltam beírni ezeket:
Probing with Touch Switch Mode(M280 P0 S60) ← only Smart V2.1 and later
Step 1 : Push-pin Down(M280 P0 S10)
Step 2 : Touch Switch Mode(M280 P0 S60)
Step 2 : Probing(keep M280 P0 S60)
Step 3 : Push-pin Up(M280 P0 S90) after Zmin triggeredsemmire nem reagált, azt írta ki, hogy unknown command, ha jól emlékszem.
Megpróbáltam megfordítani a fekete és fehér kábelt, hátha mégis rosszul raktam be, de ugyanazt produkálta úgy is. (próbáltam volna a multimeterrel kideríteni melyik a föld, de gőzöm sincs mi az a rövidzár mód, nem találtam rajra, csak egy dióda teszelést).
Másrészt meg a TeachingTech videó alapján a marlin-t próbáltam beállítani, átírtam, beírtam mindent úgy, ahogy ő is csinált, de hibát kapok folyton a fordításnál. Majd este bemásolom mit ír ki.
De erre a piros villogásra nem tudok rájönni egyelőre, hogy mitől van, és hogy miért nem reagált semmilyen parancsra. -
#18142
 energy4ever
addikt
dugesz77
#18141
energy4ever
addikt
dugesz77
#18141
energy4ever
addikt
válasz
 dugesz77
#18141
üzenetére
dugesz77
#18141
üzenetére
Nem biztos, hogy van rossz utasitas! Nalam sem volt, megis vegtelennek vett par erteket(olvasasi hiba miatt)! De ezis kiszurheto, hogy irt, vagy olvasasi hiba. Ha mindig ugyan ott rontja el, akkor irt, ha mindig mashol hibazik, akkor olvasasi. Az, hogy az X,Y,Z kimegy vegallasba, majd visszamegy es folytattja a nyomtatast meg a jobbik helyzet. Majd amikor a filament adagolas megy ki vegtelenbe, es betekeri az egesz gurigat...
![;]](//cdn.rios.hu/dl/s/v1.gif)
(#18140) zsolti_20:
MKS Gen L v1.0 alaplapos? Ha jol tudom ott a kijelzot kotod ra a lapra, a kinelzon van a kartyaolvaso, es onnan soros porton keresztul megy a lapnak az anyag. De ha tevedek ugyis kijavitanak!
En mikor vettem a sima tarantulat hasznaltan itteni forumtarstol, akkor mar kivolt cserelve a kinellzoje, mert bedoglott az sd kartya olvasoja. Majd nalam sd kari is kuka lett, majd a masik kinellzo kartyaolvasoja is. SD kari hibanal, es olvaso hibanal is ugyan ezt muvelte nalam. -

Joshi
titán
válasz
 zsolti_20
#18135
üzenetére
zsolti_20
#18135
üzenetére
Nyomtatás közben a fej nem mehet el a nyomtatási területről. Start és End scripet írtál a szeletelő progiba? A nyomtatásra kész gcode-ot nyisd meg Jegyzettömbbel és nézd meg hogy van esetleg benne végállás parancs rétegek között. Ha nincs, akkor vagy SD kártya vagy alaplap hiba.
-
#18135
zsolti_20
senior tag
energy4ever
#18133
zsolti_20
senior tag
válasz
energy4ever
#18133
üzenetére
Egy angol fórumon pont ugyan ezt mondták! Keresek egy másik kártyát és megnézem azzal. Gyanus is volt nekem, hogy amikor géphez csatlakoztatom, néha kiírja hogy formázzam meg.
Ha ez nem jön be akkor USB-n keresztül küldöm rá majd a nyomtatni valót. Furcsa de ma 3szor fagyott le a szoftver a nyomtatón. Lehet az SD krátya kavart be neki. Néha mikor rámegyek hogy kártyáról nyomtatok összefolyik minden karakter és újra kell csatlakoztatom a kártyát. De nem hittem volna hogy ez tud ilyen gondot csinálni.machinev:Sajnos nincs még szilikonom rá, de megrendeltem sajnos csak szeptember végén ér ide.Hogy érted hogy csökkenteni? Csináltam egy hőtornyot ott 195-200 között volt a legjobb.
Áttértem Cura-ra simlifyről és csináltam egy állványt a PLA tekercsnek. Sokkal kevesebbszer megy el így, sőt ki sem megy a végállás kapcsolóig csak kb 10cm-re mozdul el. majd úgy jön vissza. Bár ez is pont elég ahhoz hogy elcsessze a réteget. -

machinev
csendes tag
válasz
zsolti_20
#18132
üzenetére
Csak tanács amit írtam, de a teóriám:
Nincs még szilikon zoknid ha jól tudom, 200 fokon nyomtatsz. A hűtőd max. fordulaton nyomja a levegőt és bár a hőmérő biztosan jól mér + ugye pid tuning de a nozzle vége pár mm-rel lentebb van. A nozzle amin szerencsétlen extrudernek keresztül kellene az anyagot nyomni visszahűl pár fokot és már nem annyira folyós így nem megfelelő mennyiség jut az előző rétegre.
Nem egyszerűbb magasabb hőfokról csökkenteni addig amíg Neked és a nyomtatónak tetszik?
A hosszú szálak meg lehetnek az újra visszamelegedett fúvókán kiszabadult nyomás alatt lévő szál.
A másik, hogy a szeletelőben - a rétegek ahogy egyre kisebbek lesznek - tudsz alacsonybb hőfokot és magasabb venti fordulatot adni ha szükséges. -
zsolti_20
senior tag
válasz
 fabula
#18131
üzenetére
fabula
#18131
üzenetére
Hát akkor inkább vettem volna Anet A8-at és nem szívnék ennyit.

Ma szétszedtem a nyomtatót,átnéztem mindent rajta, lemértem, összeraktam. Szívjak meghúzva, asztal szintezve teszt nyomtatással. Extruder beállítva.
Erre nyomtatott egy ilyen szépet:
szépség1
szépség2dugesz77: Újra telepítettem, de a beállításaim megmaradtak. Belinkeljem ide a beállításaimat?
-
fabula
őstag
válasz
zsolti_20
#18119
üzenetére
Hát, meg lennék lepve, ha a Tarantula Pro "alapból" csak ennyit tudna. Nekem egy akril vázas Anet A8 volt az első nyomtatóm és összerakás meg kalibrálás után helyből sokkal szebben nyomtatott annál, mint amiket te linkeltél, remélhetőleg nem visszafelé fejlődik a 3D nyomtatás
.
A képek alapján nem igazán tudnám megmondani, hogy mi az ok, de biztos, hogy nem csak egy beállítás lesz.
Sajnos itt szinte minden összefügg mindennel, ha valamit állítasz, valószínűleg mást is után kell állítani.
PLA-hoz általában a 200 fok jó szokott lenni, 60 fokos beddel.A felválás általában a nem megfelelő szintezés és/vagy a nem megfelelően tiszta asztal miatt szokott lenni.
Én Isoproppil alkohollal szoktam letisztítani az asztalat minden nyomtatás előtt.
Az sem ördögtől való, hogy sima ragasztóstifttel lekened vékonyan az asztalt azon a területen, ahová nyomtatni fogsz, miután már felmelegedett, majd így kezded el az első réteg nyomtatását.
Szintén szokás az első réteget vastagabbra állítani, pl. 0,2-es rétegvastagságú nyomtatásnál 0,3-ra, illetve növelni az első réteg szélességét 105%-ra, szintén segítik a jobb tapadást.
Az is lényeges, hogy PLA esetében az első rétegnél még ne menjen a tárgyhűtő ventilátor, majd fokozatosan érje el a max fordulatszámot az 5. rétegig. -

dugesz77
őstag
válasz
zsolti_20
#18127
üzenetére
Milyen slicert használsz? Valamit ott állíthattál el valószínűleg. Ilyet nem kellene csinálnia. Rakd újra a programot ne állíts semmit csak a saját filamentnek megfelelő állítsd be a hőmérséklettel. Töltsd le mondjuk a Calicat-et az viszonylag gyorsan ki lehet nyomtatni a nagy hibákat kidobja rögtön.
-
machinev
csendes tag
Csak azért írtam a 2db-ot, mert az ennél több valóban oda tudja húzni nekem is volt ezzel gondom, 3db-bal fogattam le. Levettem egyet és azóta nincs ilyen bajom mert 2 pont közötti tengelyen legfeljebb billeg - de persze nem szokott. Használom így 120 fokon is ABS-hez és ott sem deformálódik.
-
machinev
csendes tag
Bevállaltam mert fűnyíró kereket kell nyomnom: a pár nappal ezelőtt belinkelt ezprint cuccból rendeltem átlátszó tpu+tpe keveréket ("rubber") és fekete ABS-t mert nem volt fekete petg.
Mivel a tpu/tpe-vel még nincs tapasztalatom az jobban érdekelt és így első blikkre nem tűnik rossznak bár nincs összehasonlítási alapom (+nem átlátszóval kellett volna kezdeni...).
A rétegek nagyon jól tapadnak egymáshoz és viszonylag könnyen nyomtatható. Még 24 óra és 200mm átmérőben is lesz tapasztalat -
zsolti_20
senior tag
válasz
dugesz77
#18120
üzenetére
Nem tudok rájönni igazából. A négy sarkánál megcsinálom a szintezést. Egy papír befér alá de kettő már nem. Középre viszem és ott is megnézem, ott két papír meg alá.
Az asztal tuti hogy jó, mert megjelöltem a kerekeket, és majdnem 3szor fordulnak körbe mire elérik a végállás kapcsolót, de csak középen van nagyobb hézag.
-

TheProb
veterán
Sziasztok!
Minden előjel nélkül elkezdte ezt produkálni a nyomtató: [link]
Amit sikerült kisilabizálni:
- Össze-vissza micro-step-el a motor és rázkódik az egész ház extrude/retract alatt.
- Felcserélve egy másik stepper kábelét, nincs kerregés, teljesen simán "fut" a motor.
- Áramtalanítás után megszűnik, egészen az első nyomtatásig, amikoris már a wipe-nál elkezd újra kerregni, azonnal. Utána így is marad, a következő áramtalanításig.
- Próbáltam másik slicer-ből is, hátha, de ugyan ez a szitu.Elfüstölhetett az extruder-em driver-e? Bár érdekes, mert semmi előjel nem volt.
-
machinev
csendes tag
válasz
zsolti_20
#18119
üzenetére
Az a hőtorony egy nagy hülyeség, semmit nem ér. Mindig az ajánlott tartomány tetején nyomtatok vagy fölötte, az első réteget +10 fokon és minden anyagnál hűtés nélkül fele/harmad sebességgel anyagtól függően.
Próbáld a PLA-t 230 fokon első rétegnél és 220-on a többit ha már benchy-zel. Apránként később paraméterezgeted.
Apró tárgyaknál (pl. hőtorony...) lehet alacsonyabb a hőfok. -
dugesz77
őstag
válasz
zsolti_20
#18119
üzenetére
Gondolom nem az üveg homorú ,mert az direkt azért jó, mert elviszi a bed hibákat ha az lenne deformált.
Amíg nem sikerül rendesen beállítani a levelt-t addig veszett fejsze az egész ,mert állandóan fel fog válni az első rétegnél. Az biztos,hogy ennél , alap dobozból kivett összerakott állapotban is illene is szebbet nyomtatnia( megnéztem pár összeszerelős első nyomtatós videót ilyesmit gondokkal nem találkoztak) minden tesztnél megemlítik,hogy szépen nyomtat állítgatás/tuning nélkül is(példa) -
zsolti_20
senior tag
válasz
 imibogyo
#18118
üzenetére
imibogyo
#18118
üzenetére
Sajnos ez a tarantula pro alapbol ennyit tud.
Nem hiaba van hozza leiras hogy alapbol 26dolgot kell cserelni rajta vagy kiegesziteni vele.Megneztem a szijak rendben vannak, pid tuning megvolt, asztal szintezese elegge trukkos, mert vettem ra ebayrol egy itt ajanlott asztalt es hiaba allitom be a negy sarkanal a csavarok folott az asztalt, a kozepen nagyobb a hezag mint a kulso oldalon.
Hotornyot nyomtattam es 195-200 fok kozott volt a legszebb. Belottem a gepet 200fokra es ez lett a vegeredmeny. Igen nagyon nagy a szalazas, azzal nemtudom mit lehetne kezdeni.Extruder belett allitva pontosan, most a 100mm pontosan 100mm elotte 102 volt.
-

imibogyo
veterán
válasz
zsolti_20
#18117
üzenetére
Huhh, hát van itt baj bőven. Rétegelválás, szálazás mindenfelé (a felválás miattiaktól eltekintve is, még a rétegek szélén is). Nehéz így képről pontos és hasznos tanácsot adni, mert szinte minden összefügg mindennel, de...
Elsőre én átnézném még egyszer a szíjakat, mert szerintem még mindig nem elég feszesek. Szerintem a hőfok sem megfelelő (alacsony), vagy túl nagy sebességgel akarsz nyomtatni, vagy nincs megfelelően kalibrálva az extrudered és/vagy a szintezésed (ezek mind okozhatnak rétegelválást). A PID tuningot nem tudom megcsináltad-e...
Szintén a szintezés lehet a ludas a felválásban is. Én semmit sem használok az én nyomtatóimon (Anet A6 sima alu asztallal (már linkeltem többször), Ender 5 mágneses, enyhén érdes felülettel), de nem szokott gondom lenni a tapadással. Kezdetben szívtam mondjuk az A6-al is, majd el is adtam (aztán visszakaptam ingyen, és most még tovább fejlesztve újra árulom
), de mára már kiismertem és felfejlesztettem annyira, hogy azzal sincs gondom, tapadásügyileg semmiképp. Nekem eddig megmondom őszintén csalódás a géped, mert azt hittem, hogy jobb lesz elsőre. Tudom, hogy te is nulla tudással indultál neki a témának, ahogy annak idején én is és amit linkeltem piramist az az első nyomtatásom volt az A6-al mindenféle kalibráció nélkül. Azt hittem, hogy egy ilyen gép már, mint a tiéd még sokkal jobb a "hogyan adjunk sikerélményt a tudatlan usernek" témakörben (és ezt most értsd jól...
 ).
). -
zsolti_20
senior tag
Meglett az első "nagy" nyomtatás a beállítás után.
Mit javasolnátok, miket lenne érdemes állítani? Látszólag elég katasztrófális az eredmény. És ezek a kiálló szállak mennyire normálisak?
Azért nincs a hajó befejezve mert felvált az asztalról. Erre van valami okos trükk vagy beállítás? Előtte zsírtalanítottam rendesen mosószeres vízzel és tisztára töröltem törlőpapírral.
-

izisz
senior tag
válasz
zsolti_20
#18114
üzenetére
Figy, tök jó, hogy lelkes vagy, mégis...
1. nem szerencsés és értelme sincs halmozni a kommenteket, mikor pár percenként megvilágosodsz
2. ami sorokat eddig bedobtál, egy sem gcode sor, csak a slicer által használt beállítások komment formában vannak reprezentálva a gcode-ban (pl. tipikusan S3D is csinálja).
Pl. a hőtoronyhoz ezt a fület tudod használni értelem szerűen kitöltve
3. S3D - options-ben át tudod állítani, hogy mm/min vagy mm/s értékeket mutasson-használjon a GUI-n
4. Fuss át pár tutorial-t, akár videó, akár írott anyagot: pl Simplify3D In-Depth Articles -
zsolti_20
senior tag
Meg is van konkrétan mit jelent a sor amit kérdeztem.
; temperatureSetpointLayers,1,39,73,106,140,173,207,241,274,1
; temperatureSetpointTemperatures,230,225,220,215,210,205,200,195,190,60Az első sorban az van, hogy hányadik rétegnél változtassa a hőmérsékletet, a második pedig, hogy milyen hőmérsékletre. Pl
1.layer 230 fok
39.layer 225 fok
73.layer 220 fok
106.layer 215stb...
AZ első sor utolsó karaktere pedig az asztal fűrésére vonatkozik amit 60 fokra melegít fel.Tisztára úgy érzem magam mintha programoznék.

-
zsolti_20
senior tag
Még egy kérdés.
A hőtoronynál ez a sor található meg:
extruderRetractionSpeed,1800Ezt mm/sec-ben kell érteni vagy mm/min-ben? Nálam ez az érték jelenleg 30.
Viszont ha lentebb görgetek akkor ezt találom a tengelyeknél:hőtorony:
; rapidXYspeed,4800
; rapidZspeed,1002saját profil:
; rapidXYspeed,4800
; rapidZspeed,10020Úgy vettem észre, hogy nlam az ujabb simplify3d-ben a mm/min van megadva de a régebbiekben /sec-et használtak.
-
#18112
zsolti_20
senior tag
Mr.Csizmás
#18111
zsolti_20
senior tag
válasz
Mr.Csizmás
#18111
üzenetére
A hőtorony gcodeban semmti sem módosítok, Ennek profilját copyzom le és építem be a simplify profilomba. VIszont nemtudom hogy nekem miért nincs ez a beállítás?!
képElég fontos lenne, hiszem a jelenlegi profilnál random távolságoknál megáll 15mp-re a nyomtatás.
Megtaláltam , a speed fülnél volt.
-
#18110
zsolti_20
senior tag
Mr.Csizmás
#18109
zsolti_20
senior tag
válasz
Mr.Csizmás
#18109
üzenetére
Igen PID tuning megvolt, megvan a megfelelő hőmérsékelt is. Csak a finomhangolást szeretném megcsinálni simplify3d-ben.
Beállítottam már az asztalt,x-y-z méreteket, PID tuning kész, hőmérsékeltet megtaláltam. Msot finomhangolni szeretném csak. A hőtorony lett a legszebb nyomtatásom az összes közül ezért próbálkozok ezzel.A .gcodet megnyitottam notepadban és próbálom úgy állítani simplify3d profil settingsben hogy ugyan azt kapjam.
-
zsolti_20
senior tag
Kérhetek valakit segítséget hogy mit jelent ez a sor?
temperatureSetpointLayers,1,39,73,106,140,173,207,241,274,1A hőtorony gcodeban találtam. Szeretném megváltoztatni a gyárilag ajánlottat a tarantula prohoz. Mert a hőtorony nyomtatásánál sokkal szebb lett az eredmény mint az ajánlottnál, így hát megy a copy.
Nekem helyette ez van:
temperatureSetpointLayers,1,1Találtam közben két plussz sort ami nekem nincs is bennt.
; temperatureRelayBetweenLayers,0,0
; temperatureRelayBetweenLoops,0,0 -

#48613632
törölt tag
Sziasztok
3D scannert használ itt közületek valaki? Esetleg volna ennek releváns topikja? Egy ilyet találtam, de ez nem hogy halott, hanem be sem indult igazán. -
-
-
Gabesz87
veterán
válasz
 DAni198
#18098
üzenetére
DAni198
#18098
üzenetére
Köszönöm, így már könnyebb volt. Viszont egy valami nem teljesen 100%-ban világos. A BLTouch 2 PIN-es csatiját a Z endstop helyére kell dugni. TeachingTech-es videóban van talán, hogy a fehér kábel a mellette lévő fehér mellett, a fekete pedig a másik odlalon a fekete mellett legyen. Viszont ha megnézem a pin-ek kiosztását (Antclabs alapján), a fekete a GND, a fehér a Zmin. A GitHub-on talált schematic ábra szerint a Z endstop csatija így néz ki:
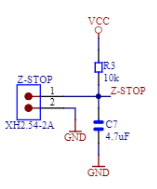
Nem tudom biztosra, hogy ezt most vajon melyik irányból kell nézni, de gondolom ez így van felülnézetből, ahogy ránézek a lapra, és a bal alsó sarokban van a csati. Viszont akkor a fekete (GND) megy alulra, és a fehér meg fentre, szóval pont hogy nem lesz szomszédos a fekete a feketével, és a fehér a fehérrel.





















 Nemcsak személyes tapasztalat, más külföldi forumokon is írtak olyanról, hogy rosszabb fej esetén akár henger cserekor fejet is kell cserélni, mert valamennyi anyag beleragad. Ezért rendeltem új fejeket, azzal fogom kipróbálni.
Nemcsak személyes tapasztalat, más külföldi forumokon is írtak olyanról, hogy rosszabb fej esetén akár henger cserekor fejet is kell cserélni, mert valamennyi anyag beleragad. Ezért rendeltem új fejeket, azzal fogom kipróbálni.































![;]](http://cdn.rios.hu/dl/s/v1.gif)








 ).
).





Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja

- ERŐS GAMER PC Ryzen 5 5500 + RTX 3070 Ti OC
- Apple iPad A16 128GB, 1 Év Garanciával
- Thinkpad E16 Gen1 16" FHD+ IPS i7-1355U MX550 16GB 512GB NVMe IR kam gar
- X1 Carbon Gen12 14" FHD+ IPS Ultra 7 165U 32GB 512GB NVMe ujjlolv IR kam gar
- ThinkPad T490 14" FHD IPS i5-8365U 16GB 512GB magyar vilbill ujjlolv új akku gar
- Gombászkönyvek egyben
- BESZÁMÍTÁS! Gigabyte B760M i3 12100F 16GB DDR4 512GB SSD RX 7600 8GB Zalman T4Plus CoolerMaster 650W
- BESZÁMÍTÁS! ASUS ROG Z270F i7 6700 16GB DDR4 512GB SSD RX 6500 XT 8GB Rampage SHIVA ADATA 600W
- Sosemhasznált! HP OmniBook 5 i7-1355U 16GB 512GB 16" FHD+ Gar.: 1 év
- GYÖNYÖRŰ iPhone X 64GB Black -1 ÉV GARANCIA - Kártyafüggetlen, MS3586
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest

Cég: Laptopszaki Kft.
Város: Budapest