- Honor 200 Pro - mobilportré
- Vivo X200 Pro - a kétszázát!
- Android alkalmazások - szoftver kibeszélő topik
- Google Pixel 8 Pro - mestersége(s) az intelligencia
- Yettel topik
- iPhone topik
- Motorola Edge 60 és Edge 60 Pro - és a vas?
- Samsung Galaxy S24 Ultra - ha működik, ne változtass!
- Brutál akkuval érkeztek az Ulefone X16 modellek
- Betiltották a Pixel 7-et Japánban
-

Mobilarena
Bambu Lab X1 és P1P egy nagy innovációt tett le az asztalra 2022 ben ezzel megzavarva a 3D nyomtatók körüli állóvízet szerencsére!

Új hozzászólás Aktív témák
-

JasL
őstag
AMS-be ez pazarlás, de köszi a tippet, szárazon tartóba valóban jó lehet! Beraktam az egyedi nyomtatású kis kosárkákat AMS-be, csurig töltöttem őket indikatív gyöngyökkel, 5 percre rá már 1 cseppes az AMS a szoftver szerint, ilyet még sosem láttam (SAJNOS!). Múltkor vettem gyári zacsikat, hát mint hülyének a pofon, 3 cseppes maradt hetekig is. Azt kell mondjam végre alacsony szintre ment. Mérőt még nem tudtam bele rakni, úton van az alkatrész hozzá.
Egyébként ahogy néztem, ez az AMS nagyon nem sealed, elöl nekem végig kb 0.5-1mm-es légrés van, csak a sarkokon tartja leszorítva a fülecske. Erre feltaláltak már vmi DIY módszert? Csak mert azon keresztül elég gyorsan fel fognak telítődni a szilikagolyók, 7/24 szívják a beáramló szobalevegőből a nedvességet (és sajnos ebben a szobában teregetünk is mindig mosott ruhákat).
Viszont ezeket a kis kosárkákat én nem akarom kiüriteni minden egyes alkalommal, amikor ki akarom vonni a gyöngyökből a nedvességet.. jelenleg PLA-ból vannak, de arra gondoltam, van itthon colorFabb PA12+CF, ami ugye nylon. P1S-ben az arany színű lemezzel szerintetek ki lehetne nyomtatni újra a kosárkákat? Annak 130 fok a lágyulási hője, egy sütős többórás melegítést is kibírna. Jó lenne, ha erre lenne valami ürítés+töltés megelőző eljárás! Próbálkozott ilyesmivel már vki?
-

Tomika75
tag
Nekem sajnos nem tartja szárazon, max. kevésbé szívja a nedvességet. Akkor szoktam cserélni a szilikagélt amikor 1-ről felmegy 2-re a páratartalom. Gondolkodtam, hogy teszek oda egy hő és páratartalom mérőt csak nem tudom mennyire van értelme ha egyszer kijelzi a páratartalmat igaz nem százalékos arányban de ha mindig cserélem a szilikagélt amikor felmegy 2-re gondolom nagy baj nem lehet?
Sajnos most kell valahonnan szereznem, mert amiket eddig használtam valami miatt szétszakadtak és megolvadtak a zacskók a sütős regenerálás alatt. Nem értem miért amikor előtte már 3-szor is regeneráltam és nem volt semmi gond? -
-
#8763
 Fuser és Tsa
tag
ptesza
#8762
Fuser és Tsa
tag
ptesza
#8762
-

Motyi
senior tag
Hivatalos infó a Jayo weboldaláról: [link]
"Jayo is a sub-brand of Sunlu, a professional manufacturer of high-quality and affordable 3D printer filaments and resins, we sell Cardboard Spool Filaments, Plastic Spool Filaments and Polymer Resins for 3D printing."És végül is nem hazudnak. A mondat első és utolsó része igaz, a középső szekció "a professional manufacturer of high-quality and affordable 3D printer filaments and resins" meg a SUNLU-ra vonatkozik csak.

Mindegy, elengedem ezt a dolgot, tanulópénznek jó volt (20k filament + 5 k hotend).
-
#8687
Fuser és Tsa
tag
ptesza
#8686
-

poli27
Topikgazda
Alaplapot nem tudsz venni, azt nem árul a Bambu külön... de amúgy is drágábbra jön ki külön az alkatrészek, mintha megveszed az AMS-t
 8db csapágy megy a orsókhoz, meg 4db a kis meghajtó fogaskerekekhez, és rengeteg csavar meg olvasztós menetes betét És kb 2-3 óra összerakni
8db csapágy megy a orsókhoz, meg 4db a kis meghajtó fogaskerekekhez, és rengeteg csavar meg olvasztós menetes betét És kb 2-3 óra összerakni  Egyébként miért áldoznád be, bármikor visszaalakítható a gyárira, bár szerintem aki kipróbálja az nem akarja a gyárit már Itt nincs visszahúzási hoba meg betöltési hiba (eddig egy se volt), nem tekeri mellé az orsónaka filamentet, és mikor kevés van az orsón az se számít... Az ams saver rajta maradt, hogy ne koptassa az etető tölcsért...
Egyébként miért áldoznád be, bármikor visszaalakítható a gyárira, bár szerintem aki kipróbálja az nem akarja a gyárit már Itt nincs visszahúzási hoba meg betöltési hiba (eddig egy se volt), nem tekeri mellé az orsónaka filamentet, és mikor kevés van az orsón az se számít... Az ams saver rajta maradt, hogy ne koptassa az etető tölcsért... -

bbmt
senior tag
Nem kell megkeresni, tudom és vállalom amit írtam
ráadásul utána azt is írtam, hogy megoldódott a problémám( gyári generic ASA profil 95 C-re van beállítva, nem gondoltam volna) és hozzátettem, hogy ragasztó nélkül.
Ezután kaptam a lenéző "majd rájön" hozzászólást, ami fura volt nekem.
És csak annyi volt a "problémám", hogy másnak miért nem tetszik, hogy nem használok és akarok használni ragasztót. ( igen, tudom az én hülyeségem, vállalom is, ezt sem tagadtam sosem)
Szerintem kár tovább görgetni a dolgot, nekem megoldódott a probléma, másnak nem jött át, hogy azért mert valaki nem úgy nyomtat mint ő, az nem baj... -
-

fabula
őstag
Nyugodtan tehetsz pasztát a bordába menő csőre kívül, ugyan azt, amit a heaterhez és thermisztorhoz ad a Bambu. Amúgy valóban boron nitride paszta kell, amint poli27 írta (amit a számítógépekben használnak hőpasztátz, az ekkora hőmérsékletet nem bír).
Teljesen igaza van poli27-nek, az Alis "CHT" nozzle-kat felejtsd el, semmit nem gyorsítanak a nyomtatáson (értsd szinte semmivel nem lesz nagyobb a max vol speed) és nekem is dugultak, két dugulás után kivettem és a sima Alis HS nozzlet raktam bele, így könnyen cserélhető a nozzle, nem kell szétkapni a "kiváló" hotend csatlakozókat a fejben és visszarakni rendesen, hogy a megfelelően érintkezzenek.
Mondjuk nekem nemrég jött meg két Alis nikkelezett réz CHT fúvóka, azok állítólag jobbak, mert nem külön rézbetét van bennük, de még nem volt időm teszetelgetni. -
-
poli27
Topikgazda
Az alis cht hotendet sztem hanyagold, folyamatosan dugul... semmire nem jó vacak, a tesztekben is szarul szerepel nincs értelme... ha már gyors cseréset akarsz akkor a sima fúvókát tedd bele ne a cht-st azzal megy rendesen! Felmelegíted 200 fokra kb és úgy tudod kivenni... Igen érdemes pasztázni a menetet, én boron nitride pasztával kentem...
-
#8426
 2thletme2day
őstag
ptesza
#8412
2thletme2day
őstag
ptesza
#8412
2thletme2day
őstag
Szerintem ennek pont abrazív anyagokhoz (töltött) nincs értelme. Legalábbis 0,4-es méretben biztos. Ezt a fúvókát használtam mióta megjött az alis hotend. Aztán nyomtatni akartam fa tartalmú filamentet amit korábban másik nyomtatóval ugyanúgy 0,4-es fúvókával probléma nélkül nyomtattam. Elindítottam a nyomtatást és pár óra nyomtatás után clogolt. Kitakarítottam a fúvókát majd újra elindítottam a nyomtatást. Megint clog lett a vége. Aztán beraktam a sima hardened steel fúvókát és megszűnt a clogolás. Szerintem a töltelék anyag felgyúlik a a réz betét furatai mellett.
Szintezéssel nálam nincs gond. Kb amióta mefvan a nyomtató azóta használom az alis hotendet. Sima anyagoknál nem clogolt, csak a töltötteknél.
-
fabula
őstag
Teszteltem ezeket a fúvókákat, egyenlőre nem koptató anyaggal, de nekem többször is eldugultak, ezért váltottam a betét nélküli verzióra. Nekem is kétségeim vannak a két jelentősen eltérő tulajdonságú anyag párosítása miatt.
Most jött meg a 0,4-es nikkelezett réz CHT nozzle (nem koptató anyagokhoz vettem), azokat még nem próbáltam, de a látott tesztek alapján ezek a nem koptató HS filamentekkel jobban működnek. Majd meglátom és íroka, ha kipróbáltam.
Az Alis V2 hotenddel próbálgatom mindet, amelyen a hotend ventilátor, a fűtés és a thermisztor gyári. -

*H*
aktív tag
Az újabb, ventilátoros verziókon 2 filament kivezetés van a fedélen. A fedél mindkét oldalán van belül egy műanyag betét. A műanyag lábakon van egy kis gumi pluszban. A képeken a régi változat van (csak az egyik oldalon van betét a fedélen), de valószínűleg csak nem cserélték le a termékfotókat.
-
fabula
őstag
Sehogy, mert nem jelölték semmilyen módon a változtatást. Annyit tudunk, hogy a 2023 eleje óta gyártott S2-őkben már van ventilátor, tehát nagy valószínűséggel ventilátor nélkülit már sehol sem forgalmaznak.
Eddig aki 2023 második felében vagy idén vett és írt ide a fórumra róla, mindben volt ventilátor.
Ja és a szín nem számít, csak a gyártási idő.
Ha megveszed hallani fogod, ahogyan halkan (van akinek érzékenyebb a füle és szerinte hangosabban) zúg benne a ventilátor.
Sajnos ennél többet nem tudok segíteni .
. -
-

TomMusic
őstag
[#8383 cd334] fórumtárs már megelőzött

Amúgy most nézem, a PETG Basic teljesen ki lett futtatva, és már nem is fogják árulni. -
fabula
őstag
Helyesen fogalmaztál, te nem szoktad (pedig kell)
. Az, hogy te nem veszed észre a PETG vizesedését, még nem jelent semmit.
Röviden: A PETG vesz fel vizet a levegő páratartalmából és amikor a hotendben felmelegszik, akkor apró mikrobuborékok (gőz) keletkeznek benne, amelyek szétszakítják a hoszzú polimerláncokat rövidekre, így gyengítik a kinyomtatott anyagot. Ezt nem biztos, hogy látod, de szélsőséges esetben még látni is lehet a nyomtatvány felületén meg az extrém szálazásban.
Nyilván a műanyagokkal foglalkozó szakemberek meg csak úgy mobdanak ilyeneket, hogy melyik típusú műanyag (esetünkben a PETG filament) mennyire higroszkópos és miért célszerű szárítani.
Nézd meg a Filanorás riportot a youtubon és ajánlom figyelmedbe Igor anyagismereti, anygatulajdonságokról, illetve filament szárítókről szóló videóit. Gondolom azért ők talán picivel jobban értenek ehhez, ezért én inkább nekik hiszek . -
fabula
őstag
Köszi a részletes infókat
 .
.
A VFA egyébként minden core XY nyomtatón megjelenik, a Voronon is. Önmagában a sima idler pulley-k fogazottra cserélése sem oldja meg a Bambun, csak csökkenti kissé a jelenséget alacsonyabb sebességen.
Azt viszont már több 3D nyomtatással fogalalkozó youtubber elmondta, hogy a VFA a sebsség növelésével csökken, tehát ebben nincs semmi meglepő.
Ezért jobbak ebből a szempontból a gyorsabb nyomtatók és a nagyobb Max vol speeddel nyomtatható filamentek együtt. -
-
fabula
őstag
Teljesen igazad van, mérni kell, hiszen nem csak a hotendtől és a nozzle hőmérsékletétől, hanem az anyag tulajdonságaitól is függ a max áramlási sebesség.
Csak annyit tennék hozzá, hogy a Stefan (CNC Kitchen) [link] is készített egy másik áramlási tesztet, amit Igor (MyTechFun) jobbnak tart és ő ezt használja, márpedig Igor rengeteg anyagtesztet készít, érdemes figyelni rá.
Itt található a gcode generátor hozzá: [link] . -
fabula
őstag
Nem szeretnék vitatkozni, de ez nem egészen pontos, lásd [link] , "Beware of manufacturers who use the following: Volumetric flow rate (mm³/s) = Speed (mm/s) x Extrusion width (mm) x Layer height (mm)." azaz "Vigyázzon azokkal a gyártókkal, akik a következőket használják: Térfogatáram (mm³/s) = Sebesség (mm/s) x Extrudálási szélesség (mm) x Rétegmagasság (mm)".
A linkelt oldalon a helyes számítást is leírják és van hozzá kalkulátor. Én hiszek az E3D-nek, van némi tapasztalatuk benne . -
Emunem
őstag
p1s-nél is? (max höfokon az enyém is vetemedik látványosan) nyissak egy ticketet bambuéknál?

Mert a konklúzió nálam az, hogy semmilyen adalék nélkül is lehet ASA-t nyomtatni, a kis egérfülek megfelelő használatával. Enyhe hajlás mégis van a nyomatban, kb 23 cm-en 1mm. Meg ugye régebben amikor petg-vel is akartam nyomtatni (magasabb asztal hőmérséklet ugye) sokáig tapadási problémám volt, amíg ki nem próbáltam, hogy minden bekapcsoláskor lefuttatok egy kalibrációt (26 perc kb.)
Képek a kész elemekről ha érdekel valakit feltöltöm. -
Emunem
őstag
Esetleg növeljem meg a kezdöréteg számot? kb a modell feléig? Mondjuk kipróbálom majd fülekkel is, csak a móka kedvéért, egy speed print-et.
De akkor meg a felétöl felfelé nem lesz benne feszültség, ami szétszedje akár a rétegeket is? Bambu fórumon volt róla 1-2 post. Sanos vannak filamentek, ahol nem működik a speed print. Ennél a tapasztalatom szerint 150 a plafon, utána szálaz, kunkorodik, vagy egyszerűen egy kis gombócot gyúr maga elött, ami valahol megakadva kimozdítja a nyomatot. Inkább óvatosan, mint kockáztatva. Ennél a tálcánál 1 óra 40 perc volt lassan, 1 óra 20 lett volna gyári beállításokkal. 20 perc megéri, semminthogy egész napom elmenjen legközelebb. (meg kb 200g fila )
PLA meg PETG-re maradhat speed runnernek...
Kíváncsi leszek a másik filamenttel milyen lesz.
-
Emunem
őstag
Nos nekem a lefele vált be, igaz ragasztó nélkül.
Először is csináltam egy temp towert, kiderült, hogy a 250°C a leg optimálisabb, kb 200-as sebességnél ennél a filamentnél...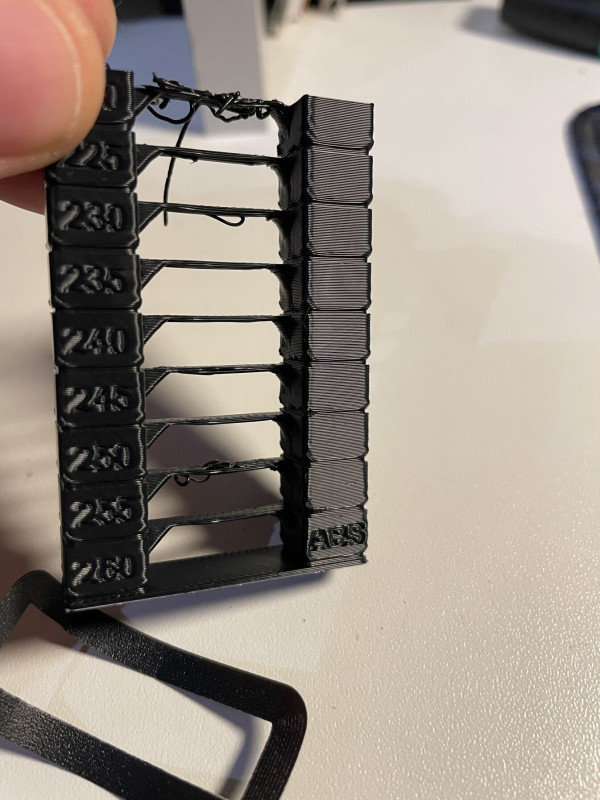
Aztán 2 sikertelen próbálkozás után eljutottam a max 105-ös sebességhez, ahol végre megtörtént a csoda (igaz, használtam 1-2 segédet is
)
Kis egérfülek (22mm) hozzáadásával tökéletesen rajta maradt a nyomtató felületen, a végén leszedni egy gyönyör volt, szinte alig akart lejönni. Ahogy tanácsolták, minden sarokra! (A gumi lábaknak kihagyott rész miatt egyes sarkokon 2 db kellett)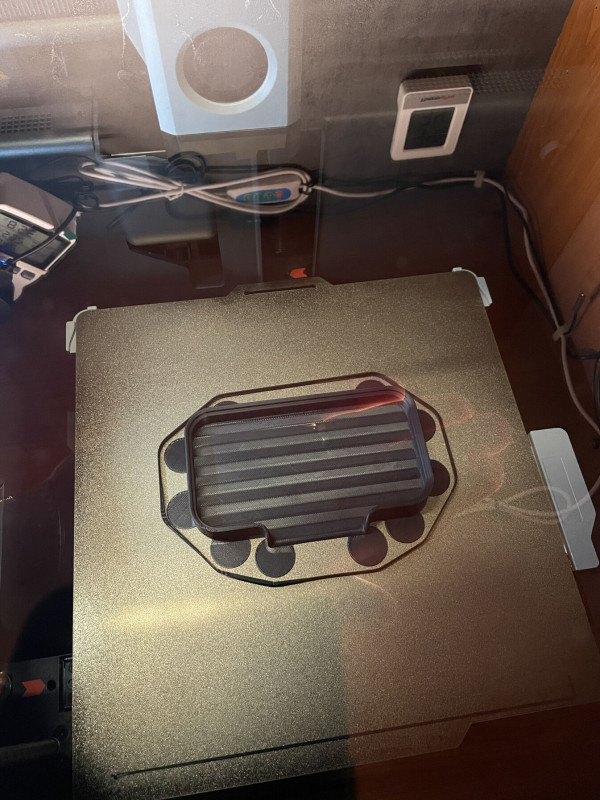

A lapot 100-ra melegítettem fel, és hogy az ajtó résein keresztül ne fújja annyira (mivel a meleg levegö valahol ki megy fent, így a hideg a réseken be fog áramlani) csináltam egy 25 réteg magas "szoknyát" neki.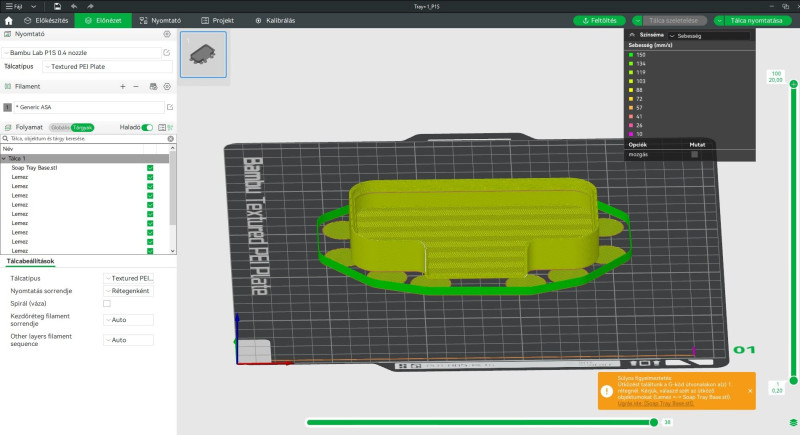
Nagyon elégedett vagyok, és megérte az egész napi próbálkozást, habár valszeg az idegeim nagy része is odaveszett.

Így már kajak könnyebb az elalvás...
-
Emunem
őstag
azzal nem azt érem el, hogy az alsó rétegek még lágyabbak lesznek, és mégjobban kunkorodnak? (néha a nyomtatások során az az érzésem, hogy a nyomtatókra nem sok természetes fizikai erö hat... vagy ha igen, nyakatekerten.
)
Kipróbálni kipróbálom az biztos. A többire milyen beállításod van? -
Emunem
őstag
Köszönöm, ezek a csicsás lapok sajnos csak PLA vagy PETG-vel müködnek nálam ragasztó nélkül... Most úton van 2 textured arany lap... Minden anyagra egy tálca (felület) Ragasztó (3dlac) meg szintén úton van, csak valahol megakadt (remélem nem megint szomszéd faluba vitték...
 )
)
Ha befújom ezzel a cuccal, lehet a befújt lapot a fütö ágy felé fordítani, ha a másik oldalát akarom használni? vagy előtte le kell takarítani, nehogy odaragadjon? -
Emunem
őstag
Köszönöm. Sajnos a képen látható carbon mintás nem lett befutó, ugyanis (szerintem) ragasztó nélkül ezen nem akar működni, még egy FR kalibrálás sem, az egész anyagot összegyürte egy sodrott valamibe a hot-end körül... na az volt egy meló lekaparni.
Az arany texturázotton meg minden gyönyörű volt... Ma este lesz is egy lapos szappantartó próbaképpen nyomtatva (52g-os) Elivleg marad elég az ékeknek.... -

Joshi
titán
Én a legegyszerűbb módot választottam mégpedig azt, hogy levettem a nyomtatási sebességeket. Így biztosan nem lesz volumetrikus sebesség korlátom. Szerintem általában a PETG-nél nem szokott probléma lenni a tapadás. Nekem ugyan ilyen útmutató kellene ABS/ASA-hoz, na az kicsit összetettebb dolog.
-

ptesza
senior tag
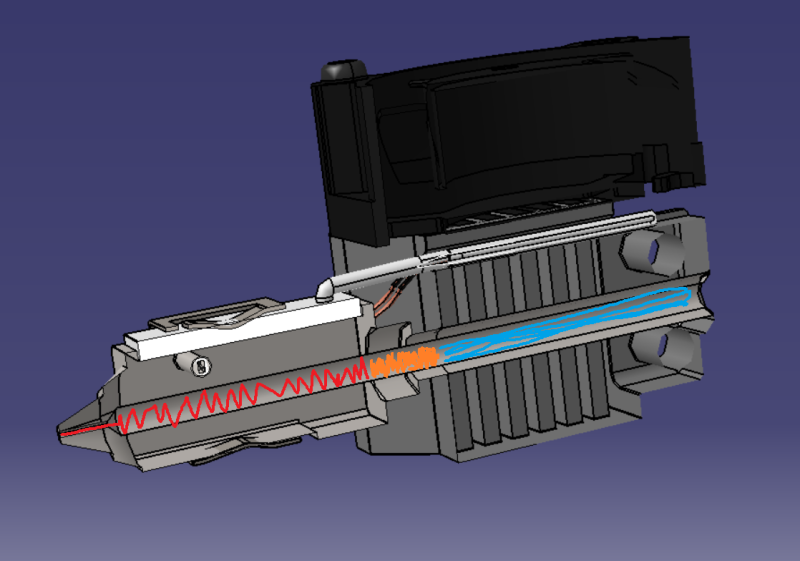
Agyaltam még rajta mert érdekes eset és eléggé X akta.
Az a véleményem, hogy amikor befejeződik a nyomtatás akkor a narancssárgával jelölt helyen már eleve át/túl van melegedve annyira, hogy képes megolvasztani már valamennyire a filamentet. Mire kiveszed az alkatrészt meg újra indítod addigra teljesen megszilárdul benne és lehet takarítani. Valahogyan gondoskodni kellene a narancssárga nyak részről. A ventilátor fordulatszámának növelése. Vagy a nozzle hőmérsékletének csökkentése. Vagy amikor kész van akkor manuálisan megemeled a nozzle hőmérsékletet amíg a cserével szöszölsz. De ehhez ott kell lenned.
Mit lehetne még ? -
#7483
2thletme2day
őstag
ptesza
#7482
-

Imy
veterán
Ezt jó hallani, köszi a letöltést.
A lyukra az egyik letöltő hívta fel a figyelmemet, de igaza van, így az eredeti lyukba be lehet fűzni, és nem kell a beakasztással szívni.
A lyukat beraktam a régi verzióba.
A méret csökkentésnek annyi előnye van, hogy gyorsabban ki lehet nyomtatni, kevesebb filament kell bele. -
fabula
őstag
Szerintem azért, mert filament függő. Rengeteg féle PLA van pl. és a rétegidő sokban függ ezek tulajdonságaitól, mint pl. a rétegtapadás.
Perzse tehetnék bárhová, de alapvetően én azt az elgondolást látom a BS-ben és persze az Orca-ban, hogy alapvetően a beállítások a gép tulajdonságaihoz vagy a filament tulajdonságaihoz köthetően legyenek csoportosítva.
Persze ez csak a személyes véleményem .








































 )
)











Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27
- SZÉP Lenovo ThinkPad P15 G2 Tervező Laptop -75% 15,6" i9-11950H 64/2TB RTX A4000 8GB UHD OLED
- Szép! Lenovo Thinkpad T14s G2 Üzleti "Golyóálló" Laptop 14" -50% i7-1185G7 4Mag 16GB/512GB FHD IPS
- Eladó Apple MacBook Pro 13" A1706 (Late 2017, Silver - EMC 3163)
- Amazfit GTR 2 Classic okosóra dobozában töltőkábellel
- Mac mini M1 chip 8 magos CPU-val, 8 magos GPU-val
- Konzol felvásárlás!! Xbox Series S, Xbox Series X
- ÁRGARANCIA!Épített KomPhone Ryzen 7 9800X3D 32/64GB RAM RX 9070 XT 16GB GAMER PC termékbeszámítással
- Bomba ár! HP ProBook 450 G10 - i5-1335U I 16GB I 256SSD I 15,6" FHD I Cam I W11 I Garancia!
- Hp Prodesk 600 G3/ G5/ G6 SFF-MT / i5 8-9-10 gen, Hp EliteDesk 800 G4 / Win11- Számla, garancia
- Bomba ár! Lenovo ThinkPad T480s - i7-8GEN I 16GB I 256GB I 14" WQHD I HDMI I Cam I W11 I Gari!
Állásajánlatok
Cég: Promenade Publishing House Kft.
Város: Budapest

Cég: CAMERA-PRO Hungary Kft
Város: Budapest