- iPhone topik
- Android alkalmazások - szoftver kibeszélő topik
- Profi EKG-s óra lett a Watch Fitből
- Honor 400 Pro - gép a képben
- Samsung Galaxy S21 és S21+ - húszra akartak lapot húzni
- Honor Magic7 Pro - kifinomult, költséges képalkotás
- Samsung Galaxy A54 - türelemjáték
- Milyen okostelefont vegyek?
- Telekom mobilszolgáltatások
- Apple iPhone 16 Pro - rutinvizsga
-

Mobilarena
Bambu Lab X1 és P1P egy nagy innovációt tett le az asztalra 2022 ben ezzel megzavarva a 3D nyomtatók körüli állóvízet szerencsére!

Új hozzászólás Aktív témák
-

Sketch001
kezdő
válasz
 H2o-pok
#11699
üzenetére
H2o-pok
#11699
üzenetére
dehogyis zavarja a többséget. A többség nem kalibrál filamentet egyáltalán, a többség nem használ funkciókat mint polyhole, a gyors nézetválasztó kockát, flow kompenzációt kis nyomtatási felületeknél, külön xy és z zsugorodást, vagy örül meg hogy bekerül natívban a bricklayer falgenerálás végre kapcsolhatóra... meg egy marék más ami miatt mások meg orcáznak.
Amennyire látom az online fórumokban is a többségnek nem hogy a BS elég, de ezer óra fölött tesznek a gépbe handyből... Pont nem érdekli őket hogy most mennyire szabványos a gcode és véletlenül megint hol és hogy toltak ki az orcával. Kezdem egy ideje azt érezni hogy nem tetszik bambunak hogy a gyártók jelentős része kezd átállni orca alapokra ami meg BS-ből készült ugye... Csak hát orcáék meg pont olyan irányba mentek el ami a közösségnek kedvez, és az open source meg pont erről szól... -

JasL
őstag
válasz
H2o-pok
#11699
üzenetére
Én már hónapokkal ezelőtt átváltottam LAN only módba és nincs FW frissítés sem így nem kérdezget, de egyébként nem igazán érdekel a dolog, mert régóta csak Bambu Slicer-t használok. Inkább az átvitel sebessége ami miatt jó a LAN, sokkal megbízhatóbban és gyorsabban áttölti nyomtatásnál a modelleket, mintha megkerüli a neten a fél világot előbb.
-
Sketch001
kezdő
válasz
H2o-pok
#11549
üzenetére
Ha online van a gép a handy apbol tudsz nyitni ticketet és egyből látszik is az összes log. Bár érdemes előtte kivenni a hezagolast és nyomtatni egy réteget hogy látszódjon a logban is hogy mi a baj.
Ha lan only a gép akkor az sd kártyán a /logger/ mappában lesz a log -
JasL
őstag
válasz
H2o-pok
#11549
üzenetére
Szerintem ez teljesen jó megoldás, én nem állnék neki baszakodni a bambu supporttal. Anno nekem egy termisztorkábel tört meg, írtam supp-nak, jött új termisztor, de addigra kivágtam a régiből a hibás részt, kis toldás, forrasztás, folyékony szigszalag, aztán mint az új. Mire megjött a csere, már régen működött, és a kedvem is elment a cserétől
 Minek, ha működik. El is tudtam utólag adni, egy haver megvette alkatérsznek
Minek, ha működik. El is tudtam utólag adni, egy haver megvette alkatérsznek 
-
Sketch001
kezdő
válasz
H2o-pok
#11547
üzenetére
Bambu storeban nincs ahogy nézem szóval kb sehol. De valszeg ha írsz nekik biztosan megoldható, csak jelen helyzetben kb minek
de egy ticketet akkor is küldenek nekik ha másért nem tudjanak róla hogy hosszabb távon nem jo valami. Max kapsz egy ingyen cseredarabot ami lehet máshol görbe -
Sketch001
kezdő
válasz
H2o-pok
#11543
üzenetére
Nyomtass egy első réteg tesztet. [link] vagy rajzolsz magadnak hasonlót. Kapcsold be a pipát az automatikus szintezeshet és ha nem tudja lekovetni az eltérést az látszani fog. Nyilván előtte masszívan pucold le a nyomtatolapot.
Ilyenkor el lehet kezdeni vékony, öntapadós alu fóliával aláhézagolni de... Ha még garis bambu ticket és küldenek másikat. Ami remélhetőleg jó. Bambu wikin van tutorial hogy kell kicserleni, nem annyira bonyolult de szét kell kapni rendesen.
Ha szép az első réteg teszt akkor meg ez ilyen buli, sajnos tökéletesen sík heatbed ritkán van nem csak bambunál.
Valszeg ezért sem jeleníti meg a gép soha sehol a szintezés utáni értékeket, mert aki boldogan használja probléma nélkül a gépet ma, az sírva nyitna ticketet holnap ha látná az értékeket.
Jasl: azért ha a közepén van egy mélyebb pont azt a 4 sarkából nehezen húzod ki

-
JasL
őstag
válasz
H2o-pok
#11543
üzenetére
Régen Prusa mk3-nál, de ott csavaranyás szintezéssel síkba lehetett húzni a lapot. Egyébként ja, nem jó dolog, de az elején azért van mátrix letapogatás, hogy automatikusan módosítsa a síkgörbéket, tehát a fej a lap görbületére automatikusan projektálja a kinyomtatandó tárgy síkjait, "leköveti a lap síkját". Ha a tárgyakon nem látszik a 0.3mm-es eltérés, akkor nincs akkora gond. Ezzel nagyon nem tudsz mit csinálni szerintem.
-

doc
nagyúr
válasz
H2o-pok
#11231
üzenetére
Itt van pl a saját parametrikus flex-boxom, a filléres 3DPower PLA teljesen jól tapadt az Aliexpresses lapra.
probald alaposan eltakarítani (forró szappanos víz, aztán szaradas után izopropil alkohol), a slicerben a smooth plate-et választva tapadni kell annak. A nyomtatás előtti szintezest sem hagytad ki, ugye?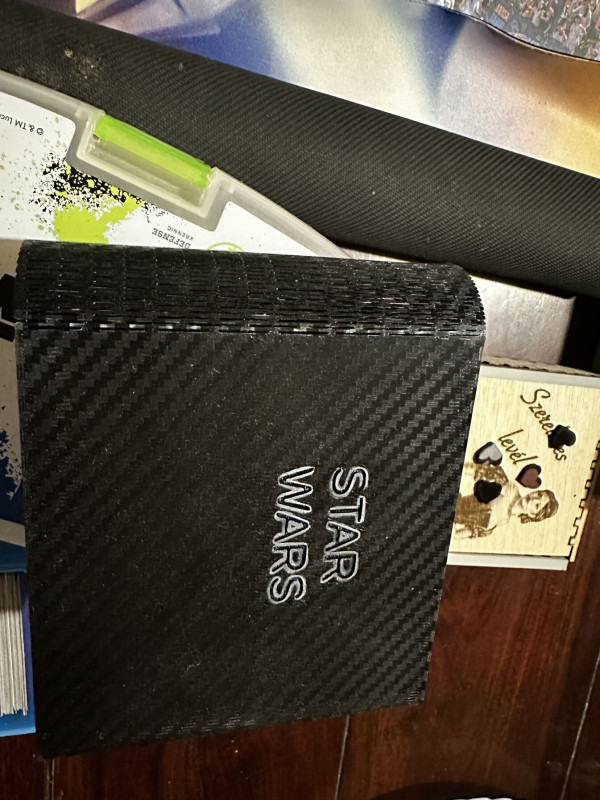
-

Emunem
őstag
válasz
H2o-pok
#10415
üzenetére
szerintem meg az alis csilli villi tálca nem bírta szusszal (sokkkal vékonyabb lemez, mint a gyári bambu, vagy ahhoz hasonló minőségű) és simán megadta magát a legkisebb warpingnak. Sem a brim, sem a lepkefül nem fog segíteni, csak a vastagabb, merevebb tálca.
(saját tapasztalat alapján)Amúgy csiszoló papír, aztán jónapot. (Ha van elég húsa.... , ha hagytad gyári 3 rétegűre, akkor az csak 0,6mm... annyiból nem csiszolod ki a 2mm-t)
-
JasL
őstag
válasz
H2o-pok
#10415
üzenetére
Hát erről fogalmam sincs, 2mm az brutál sok! Nekem bambukkal ilyen soha nem fordult elő, még az A1 minim is röhögve kinyomtatott 10x10cm sík 2mm alapzatot nulla elválással! Ezt röhögve ki kellene tudnod nyomtatni, simán össze tudtam két darab 10x10cm-es síkot is ragasztani! Pedig itt aztán már lenne oka vetemedni! (a felső szürke tálca valójában csak 2mm-es az alsó felületen, mégis síkban van)

-
Emunem
őstag
válasz
H2o-pok
#10351
üzenetére
Összesre válaszolok:
alapvetően nem kell kézi kalibrácio, csak ha valami történt szállitáskor, vagy használat közben. (Karbantartás rendszeressége) Igen Sw probléma miatt nekem is voltak amúgy gondjaim. (Lásd korábbi rongálásaim a Bed-el, supporttal való beszélgetés g-kode infók után kiderült, hogy sw hiba volt csak. Utána ment mint a patyolat)
Szerintem meg elsőre a telibe 1 réteges nyomtatással kezdj máskor, mert azon egyből kiderül, és ez egyértelműen látszik, hogy egy elkent ujjnyom.
-
#10356
 2thletme2day
őstag
H2o-pok
#10355
2thletme2day
őstag
H2o-pok
#10355
-

ptesza
senior tag
-
-
ptesza
senior tag
válasz
H2o-pok
#9732
üzenetére
A zárt nyomtatók is gyűjtik mert PLA és PETG nyomtatás közben nyitva van az ajtó és van belső légcserélés is. Amúgy zárva. Persze én is igényes vagyok a környezetemre meg a cuccaimra de nem mindig van időm. (Az egyetem és a család leköt, a hobbikra már nem mindig marad.)
-
JasL
őstag
válasz
H2o-pok
#9540
üzenetére
Valójában nem az asztalt rángatja, hanem a fűthető építőlapot
Egyébként nem kell emiatt cserélned, megnyugodhatsz, hogy a P1 úgy táncol az asztalon, hogy sokkal durvább és hangosabb, mint pl az A1M. Feltételezem az A1-nél is hangosabb. Nekem A1M van meg P1S, A1M-et nem hallom másfél méterről, P1S-hez meg be kell csuknom az ajtót, mert nem tudnak tőle aludni a másik szobában. Egyébként jobb a CoreXY, de a felépítés nem fő szempont. A helyhasználat, fűtött kamrázás, és a menő külső burkolat faktor az igen Őszintén szólva, én ha most vennék újra 3D nyomtatót, P1S-t vennék újra AMS-sel, az A* vonalat meg elengedném. Túl hangosra van tekerve szerintem az ÁR hangerő normál (értsd nem kezdő!) módban. -

Vesa
veterán
válasz
H2o-pok
#9323
üzenetére
Ez hasonló mint amit kinéztem.
baji
Szuper, köszönöm! Akkor jóval olcsóbb mint a Corn Flakes doboz, bár utóbbi átlátszó. Viszont az általad említett módon ez sem előny, mivel a WiFi-s Xiaomival nem kell nyitogatni, a tartalma pedig felcímkézhető, hogy melyik fila van benne. -
Vesa
veterán
válasz
H2o-pok
#9305
üzenetére
Köszönöm, közben én is arra jutottam, hogy nem szeretnék minden alkalommal zacskózni. Ezt a dobozt találtam, illetve Alzán van Corn Flakes doboz amibe pont belefér egy tekercs, de az nem lenne túl költséghatékony, ha egyesével kéne hygrometer és szilikagél. A nagyobbikba belefér több is, de ennek hátránya, hogy minden egyes nyitásnál párásodik a benne lévő összes tekercs is. Mégis, szerintem ez utóbbi lesz. Van egy srác, aki realtime szárítón dolgozik, az első gányolása még működött is, aztán csinált egy frissített verziót a community tanácsai alapján, ami nem működik.
Szerintem túlbonyolítja és a zárt doboz nem jó. Kéne egy hosszabb cső amiben áramoltatja a meleg levegőt. még a filament nyomtatófejbe érkezése előtt. Ha ezt spirálisan meg lehetne oldani stabilan, akkor talán működhetne. Érdekes project, figyelemmel fogom kísérni.Egyébként megjött az A1 Combo és az összes kieg. Sajnos a P1S tolódik a jövő hétre, mivel azt 2 nappal később rendeltem meg. Nem mondom, hogy egyszerű ellenállni a kísértésnek, hogy kinyissam.
-
JasL
őstag
válasz
H2o-pok
#8868
üzenetére
Ez a szőrösödés a hozzáadott adalékok miatt lehet, tippre a kőpor okozza... nem tudom nyomtattál-e már fa adalékos anyaggal.. na az ám a brutál! Mint az oroszlán sörénye...
Imy: kivonják a forgalomból a PETG Basic-et.. már csak HF lesz.. szerintem sima marketing, a nem HF-es verzió is meg az új is pont ugyanúgy nyomtat.. magyar céggel való kommunikáció alapján ELVILEG a HF verziók folyássegítő adalékkal vannak ellátva... de hát a receptúrák meg titkosak, tudja a franc, hogy igaz-e.
-

*H*
aktív tag
válasz
H2o-pok
#8752
üzenetére
Ez a jelenség független a nyomtató típusától. Azoknál a kitöltési mintáknál amik egy rétegen belül keresztezik egymást (pl. rács), a keresztezéseknél anyag halmozódik fel, a nozzle pedig ezen áthalad. Ez okozza a zavaró zajt, egyes esetekben hibás nyomtatást. Az áramlás kalibrálásával lehet javítani rajta, illetve főleg nagyobb tárgyaknál olyan kitöltést alkalmazni, amikben nincs egy rétegen belüli keresztezés a mintában (pl. egyenes vonalú, egyenes vonalú igazított, vonal, méhsejt, gyroid...)
Ha pedig ezeknél a mintáknál hozzáér utazás közben, akkor szintén áramlás kalibrálás és nagyobb Z hop. -

Diocles
aktív tag
válasz
H2o-pok
#8752
üzenetére
Hát, a warping miatt lehet esetleg. Ahogy egyre magasabban lévő rétegeket nyomtat, a felsőbb rétegek hűlése összehúzza az alatta lévő rétegeket. Emiatt az egész tárgy lassanként ívesen meghajlik, a külsején lévő részek magasabbra emelkednek, mint a középen lévők.
Ezt ellenőrizheted, ha pauzálod a nyomtatást és ráteszel egy jó minőségű vonalzót / acél derékszöget, és ha látod, hogy középen mélyebben van, akkor ez a helyzet. Ha úgy látod, hogy a külsejénél akad bele a fej, az is ezt erősíti meg.
A különböző anyagok különböző mértékben warpolódnak. A PLA kevésbé, a PETG még kevésbé. De én Bambu PLA Matte-tal is tapsztaltam komoly warpot. Ilyenkor talán a nyomtatás lassítása segíthet. Csökkentsd le a volumetric limitet az adott anyagra, így az alsó rétegeknek több időt adsz, hogy állandó hőmérsékletre hűljenek, mielőtt a következő réteg rámegy.
Persze lehet más is, de ezt próbálnám meg először.
---
Jobban megnézve a képet az is alátámasztja ezt az elméletet, hogy nagyon nagy része van supportálva a modellnek. A warpot valamennyire a lapra való tapdás tudja ellensúlyozni, de a support struktúra nem tartja elég erősen a modellt, ezért még könnyebben felfelé tud warpolódni.
-

fabula
őstag
válasz
H2o-pok
#8354
üzenetére
Öreg hiba, mert előbb az anyagáramlást, azaz a flow kalibrációt kell lefuttatni, és csak utána a PA kalibrációt. Ne is csodálkozz, ha nem szép a felső réteg, a szebb felülethez ez a két kalibráció az alap. A többit csak akkor futtatom le, ha ezek után is van probléma a filamenttel, pl. szálaz, pedig meg lett szárítva alaposan.
-
fabula
őstag
válasz
H2o-pok
#8352
üzenetére
Kapcsold be a szeletelőben a Minőség fül alatt a vasalást a felső felületekre és akkor szép sima lesz, másképp nem, bár ahogy nézem, még a PA kalibráció sem jó, amiatt is durvább a felület.
Kalibráltad és veállítottad már erre a filamentre a FR és PA érrtékeket? A Bambunál a PA érték azonos a K értékkel a filament beállítása alatt, az Orca-ban be lehet írni a kalibrált értéket. -
fabula
őstag
válasz
H2o-pok
#8344
üzenetére
Nem az számít, hogy leveszed 50-re 100-ról, hanem az, hogy a szeletelőben nézd meg, hogy a rétegeket a tárgyon milyen sebességgel nyomtatja, eltérő színnel látod.
Pl. nekem ennél a tárgynál a külső rétegek egységesen sárga színűek, tehát mind azonos sebességgel lett nyomtatva (csak a támaszték késült más sebességgel), tehát úgy célszerű beállítani a sebességet, de inkább a Max.vol. sebességet a filament profilban, hogy lehetőleg egyszínű sebességű külsőt kapj, vagy ne nagyon eltérő sebességűeket.
Ez főleg összetett tárgyaknál jön ki legjobban a Silk filamenttel, de más filamenteknél is okozhat mattabb vagy fényesebb rétegeket a sebességeltérés, csak nem annyira látszik. -
fabula
őstag
válasz
H2o-pok
#8342
üzenetére
210 C az már kevés a Bambuknak a sebesség miatt, inkább 220-230 C között célszerű PLA nyomtatásra használni. de a silkekre nekem a 215 C is szép lett, tényleg nem csak fényes, hanem selymes felületet adott, mondjuk én Eryone silkekkel nyomtattam.
Arra kell törekedni, hogy végig egyforma sebességgel nyomtasson, hogy ne változzon a fényessége a silknek, mert az nagyon látszik a felületén. -
fabula
őstag
válasz
H2o-pok
#8337
üzenetére
Mondom az Orca szeletelő programot tedd fel és abban kalibrálj. Ezeket a kalibrációkat a nem a nyomtatón érdemes csinálni.
Egyébként az A1-nek van valamilyen filament áramlás érzékelője a hotendben, ami automatikusan beállítja a megfelelő anyagáramlást, ezért lehet, azt neked nem kell megcsinálni, de erre majd az A1 tulajok írnak neked valamit.
Az, hogy a gyárilag előreszeletelt Benchy milyen lett, nem mérvadó, mert a demóhoz szeletelték nagy sebességgel.
A tárgyhűtő ventilátor sebességét anyagtól függően kell beállítani a filament profilban, PLA esetében az első 1-2 réteg 0, a több réteg 100%, mert a PLA-nak kell az erős hűtés. -
fabula
őstag
válasz
H2o-pok
#8335
üzenetére
Az Orcaban csinálj egy Anyagáramlás (flow kalibrálás) és egy Nyomáselőretolás (PA) tesztet.
Az anygáramáls tesztből én az 1-eset nem szoktam megcsinálni, hanem a filament tulajdonságainál az anyagáramlás értékét 1-re állítom és ezután csak a 2. tesztet futtatom le, majd az alapján számolom ki az anyagáramlás új értékét.
A Nyomáselőretolás (PA) tesztnél pedig az Ellis féle mintát használom, azaz a teszt indításakor felufró ablakban a módszernél a PA-minta opciót választom ki. -
fabula
őstag
válasz
H2o-pok
#8181
üzenetére
A sima jó mindenre is
. A matt felülete tényleg matt lesz és jobban elrejti a nyomtatás rétegeit, a silk meg fényesebb selyem felületet ad, de érzékenyebb is. A meta kicsit erősebb és más színek is vannak benne, meg a normál és matt közötti felületet ad.
A High Speed meg, mint a nevéből következik, gyorsabb nyomtatásra alkalmasabb, de nem olyan nagy a különbség tapasztalataim szerint.
A PLA színei jók a Sunlunak, PETG-ből és ASA-ból én Devil Designt használok, bevált.
ABS-ből jó a Sunlu. -
fabula
őstag
válasz
H2o-pok
#8163
üzenetére
Az A1 kezdésnek jó választás, de kombóban az AMS lite anyagváltóval meg még jobb.
A Bambu EU raktárából érdemes megrendelni [link] , Németországból szállítanak, csak arra figyelj, hogy amikor kiválasztod a nyomtatót, akkor még a 19%-os német ÁFA-val látod az árát, és amikor meg a pénztárnál fizetni akarsz, már drágább lesz a 27%-os világbajnok magyar ÁFA miatt . Szállítási költség mindenképp lesz, ha nyomtatót veszel, pótalkatrészek és Bambu filamentek vásárlásánál azonban egy összeghatár (ha jól emlékszem 50 EUR) felett már ingyenes a szállítás. A legtöbben - ha nem mindnyájan - inenn vettük a Bambu nyomtatónkat .
. Szállítási költség mindenképp lesz, ha nyomtatót veszel, pótalkatrészek és Bambu filamentek vásárlásánál azonban egy összeghatár (ha jól emlékszem 50 EUR) felett már ingyenes a szállítás. A legtöbben - ha nem mindnyájan - inenn vettük a Bambu nyomtatónkat .






 Minek, ha működik. El is tudtam utólag adni, egy haver megvette alkatérsznek
Minek, ha működik. El is tudtam utólag adni, egy haver megvette alkatérsznek 





































 . Szállítási költség mindenképp lesz, ha nyomtatót veszel, pótalkatrészek és Bambu filamentek vásárlásánál azonban egy összeghatár (ha jól emlékszem 50 EUR) felett már ingyenes a szállítás. A legtöbben - ha nem mindnyájan - inenn vettük a Bambu nyomtatónkat
. Szállítási költség mindenképp lesz, ha nyomtatót veszel, pótalkatrészek és Bambu filamentek vásárlásánál azonban egy összeghatár (ha jól emlékszem 50 EUR) felett már ingyenes a szállítás. A legtöbben - ha nem mindnyájan - inenn vettük a Bambu nyomtatónkat Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- iPhone topik
- sziku69: Szólánc.
- Veszprém és környéke adok-veszek-beszélgetek
- Magga: PLEX: multimédia az egész lakásban
- iPhone-t használók OFF topikja
- Luck Dragon: Asszociációs játék. :)
- Milyen videókártyát?
- Melyik tápegységet vegyem?
- Elektromos rásegítésű kerékpárok
- Milyen asztali (teljes vagy fél-) gépet vegyek?
- További aktív témák...

- BESZÁMÍTÁS! MSI B550M R7 3700X 16GB DDR4 512GB SSD RTX 3060Ti 8GB NZXT H5 Flow RGB 650W
- SzoftverPremium.hu
- iKing.Hu - Apple iPhone 13 Pro Max - Graphite - Használt, újszerű
- Bomba ár! Dell Latitude E5570 Touch - i5-6300U I 8GB I 256SSD I 15,6" FHD I HDMI I CAM I W10 I Gari
- Honor 400 lite 256GB, Kártyafüggetlen, 1 Év Garanciával
Állásajánlatok

Cég: PC Trade Systems Kft.
Város: Szeged
Cég: Promenade Publishing House Kft.
Város: Budapest