Hirdetés
- Yettel topik
- Samsung Galaxy S24 Ultra - ha működik, ne változtass!
- Samsung Galaxy S23 és S23+ - ami belül van, az számít igazán
- Garmin topik
- Itt a Galaxy S26 széria: az Ultra fejlődött, a másik kettő alig
- iPhone topik
- Májusban már megérkezhet a Xiaomi 17T
- Milyen okostelefont vegyek?
- Xiaomi 14 - párátlanul jó lehetne
- Vivo V70 – a stílus érték?
-

Mobilarena
Bambu Lab X1 és P1P egy nagy innovációt tett le az asztalra 2022 ben ezzel megzavarva a 3D nyomtatók körüli állóvízet szerencsére!

Új hozzászólás Aktív témák
-

poli27
Topikgazda
válasz
 Scallion
#6591
üzenetére
Scallion
#6591
üzenetére
Egyébként nekem is van rossz tapasztalatom az orcával... nem is használom több hónapja már... Sztem a Bambu saját maga által fejlesztett programja jobb, jobban működik eggyütt a géppel, és hamarabb leköveti a változáskat is amiket kiadnak a fw el pl... De ki mit szeret ennyi a nyitja, én nem szeretem nem használom már, de van aki arra esküszik, tudod mint az Apple meg a többi user

-

Scallion
senior tag
válasz
 TeebyKay
#6593
üzenetére
TeebyKay
#6593
üzenetére
Még sose találkoztál hülyékkel?
. Mi a fontosabb , a mitikus igazság vagy a történelmi valóság?  .Nyilván próbáld ki, de a legtöbben azt szajkózzák amit hallanak, így terjed a hülyeség. Ha neked mondjuk az orka bevállt akkor írd a tapasztalatokat, de tényleg csak akkor ha te sokat nyomtattál vele, nem az ,hogy mit hallottál róla.. (példa. A ford -t modell müködött alkohollal, az olajlobbi szesztilalmat csinált amerikában, vagy mindenki nagyon alkesz volt ,be kellett tiltani. Mi az igazság?)
.Nyilván próbáld ki, de a legtöbben azt szajkózzák amit hallanak, így terjed a hülyeség. Ha neked mondjuk az orka bevállt akkor írd a tapasztalatokat, de tényleg csak akkor ha te sokat nyomtattál vele, nem az ,hogy mit hallottál róla.. (példa. A ford -t modell müködött alkohollal, az olajlobbi szesztilalmat csinált amerikában, vagy mindenki nagyon alkesz volt ,be kellett tiltani. Mi az igazság?) -

TeebyKay
őstag
válasz
Scallion
#6592
üzenetére
Bocsi offba is teszem mert nem témába vág, csak kicsit önellentmondásos a két hozzászólásod. Az előbb azt írtad, hogy egy programozó csapat (sok ember) általában okosabb mint egy, most meg azt írod, hogy egy ember egyéni tapasztalata fontosabb mint egy fórumozó társaságé (sok ember)? Lehet félreértettem amit írál, csak nekem ez jött le.
-
Scallion
senior tag
-
Scallion
senior tag
Attól amitől annó a sok "főzött" rom. Egy gyógyegér okosabb mint egy programozócsapat (ritkán de előfordul). A kalibráció el sem indul. A cf ASA profil hulladék. Petg profil szálaz, a hardened fejet rosszul kezeli. Meg a sok elokoskodott paraméter a profilokban. Használd ha akarod. Irtam ,hogy szerintem. Majd emberünk megmondja mit tapasztalt.
-

fabula
őstag
Több külföldi fórumon is írtak dugulást CF anyagokkal eredeti (nem Alis cht klón) 0,4-es hotenddel. Mindenhol a 0,6-iost ajánlják az ilyen anyagokhoz, ami valahol logikus, hiszen ezek nem csak műanyagok, hanem szálas adalék is van benne, ami nem olvad meg, ezért sűrűbb lehet az olvadék a bozzle-ban, ami duguláshoz vezethet.
Volt aki azt írta, hogy ő CF anyagokat kinyomtatta 0,4-es nozzleval is és neki nem dugult, de kérdés, hogy mekkora nyomat volt, mert nagyobb tárgynál hosszabb nyomtatási időnél valószínűbb a dugulás kialakulása. Minden esetre lehet kísérletezni.A másik az Alis hardned steel cht klón, aminek ugye a fúvókája HS anyag, de a cht "betét" réz. Nyilván a réz majd jobban kopik benne, de attól még szerintem elég tág határok között jól végzi a feladatát, a lényeg, hogy a nozzle hegye, azaz a végén lévő lyuk ne kopjon, az pedig ha valóban jó minőségű HS anyag, akkor nem fog jobban kopni, mint a Bambu HS hotend nozzle, szerintem.
Előbb-utóbb pedig minden nozzle elkopik és cserélni kell, törődj bele . -

axlfsi
veterán
válasz
Scallion
#6585
üzenetére
Szia!
Ezzel most megleptél, erre nem is gondoltam. Eddig mindenkitől csak szuperlatívuszokban olvastam az Orca-ról,.. de akkor próbából lehet megnézem majd Bambu szeletelőjét is ... tényleg csodálkozva állok a véleményed elott, de elhiszem, ha neked ez a tapasztalatod.
-

Imy
veterán
CHT Nozzle-val kapcsolatban felmerült bennem egy kérdés.
A CHT Harderned steel mennyire tartós, nem koptatják el a szálas anyagok?
A másik, hogy 0.4-es nozzlet nem ajánlják caron anyagokhoz, de volt akinek volt vele dugulása? Én a korábbi nyomtatómon 0.5-ös nozzlet használtam, és sosem dugult be a Treed nylon carbon anyagával. -
axlfsi
veterán
jogos!

Koszi a linket!, .... kezdek majd egy hotornnyal, aztan meglatjuk.A retegek egymason valo elcsuszasa kizarolag a szijak feszessegenek fuggvenye?
(sajnos, ez sem derult ki elobb, mert amiket eddig nyomtattam, mind joval kisebb meretu targy volt, nem ilyen, egybefuggo es az egesz talcat kitevo valami... itt ugye joval konnyebben es latvanyosabban kibukik, ha gond van). -
axlfsi
veterán
A filament tuti szaraz, mert eleve 50% alatt van a helyisegben a paratartalom, de ettol fuggetlenul is; frissen bontottam a vakuumos zacsibol.
A hotornyos tippet es a szijak feszesseget ellenorzom; ez utobbival kapcsolatban: milyen modon lehet ezt igazan ellenorizni? mihez kepest es mennyire legyenek feszesek? megeshet, hogy idovel "fellazulnak"? ... a nyotato megvan egy ideje, de borzalmasan keveset hasznaltam eddig (3kg filament ment at rajta talan... szoval, hacsak nem gyarilag lazak a szijak, az a hasznalattol aligha lazulhatott fel szerintem, ... de persze barmi lehet). Van erre valami egzakt ajanlas, (wiki?) vagy ajanlott YT video?
Koszonom! -
poli27
Topikgazda
Száraz a filament? Elsőnek megszárítanám, másodjára nyomtatnék egy hőtornyot, mert lehet emelni kéne a hőmérsékleten, nem olvad eléggé, és ezáltal a rétegtapadása kisebb lesz, plusz megnézném a szíjakat a gépeden elég feszesek e, mert nem igazán találnak egymásra a fal szélső részei

-
axlfsi
veterán
Sziasztok!
Egy kis segítségre, tippre lenne szükségem egy problémával kapcsolatban, ami nálam eddig még nem fordult elő, sajnos nincs igazán tapasztalatom ezzel kapcsolatban.
Pár napja ptesza kedves és hathatós segítégével elkészül a tálcám átméretezése, ami számomra pont megfelelő méretű, de sajnos a rétegek egymáshoz való tapadása probémás; a filament a már korábbról jól ismert, Alzás fekete-fehér csosmagból, a fehér, egy alap (generic) PLA beálítással, amit Orca felkínál és amivel eddig sosem vettem észre problémát egyéb esetekben. Mutatok pár fotót:
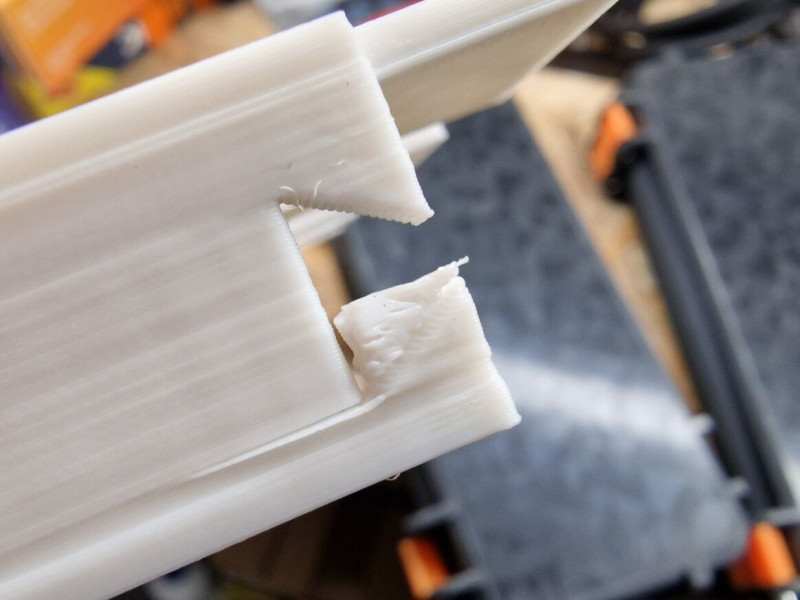
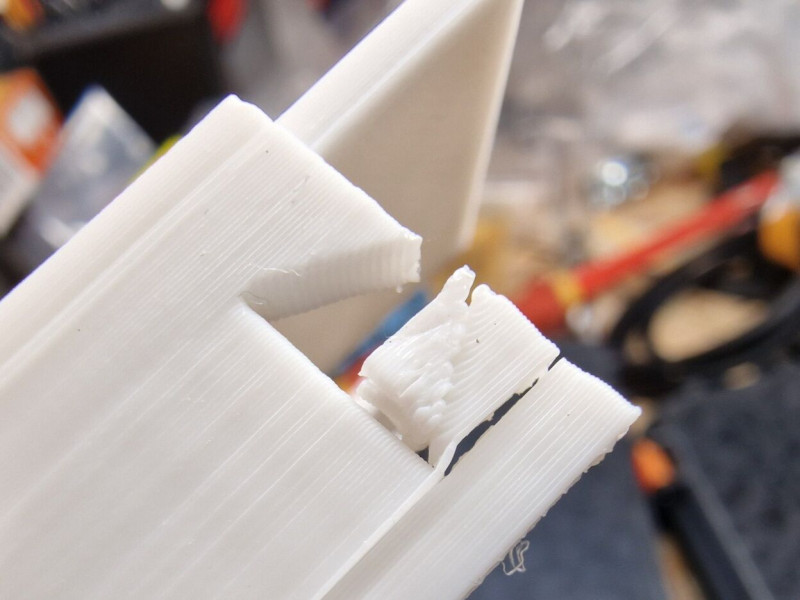
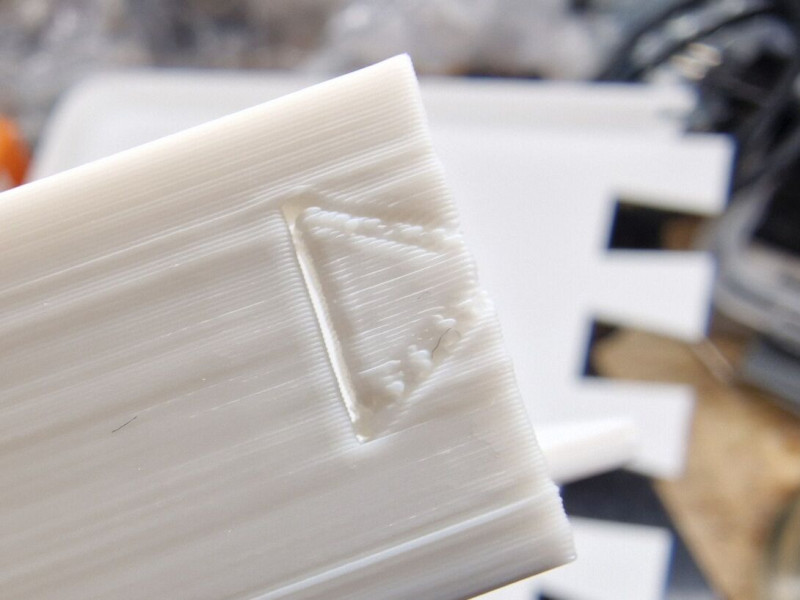
... egyszerűen akármennyire is próbáltam nagyon óvatosan, "kifordítani" egy fogóval a két kis supportot, felszakadtak a rétegek és elváltak egymástól... Ugyebár, a tárgy két darabból áll és egyenként akkorák, mint maga a munkaterület. Annak formájából adódóan, ahogy körbe-körbe megy a nozzle és építi meg a tálca széleit, meglehetősen "lassú" ugyebár, ... legalábbis én arra tippelek - józan, paraszti ésszel - hogy egyszerűen, mire "megérkezik" az újabb réteg, az másikra, már úgy "kihűl" az előző réteg, hogy "nem olvadnak össze" (de lehet, hogy most teljesen butaságot írtam és ennek így, ilyen formában nincs is jelentősége - nem tudom!
Mit gondoltok, milyen beállításokat érdemes változtatni, hogy jobb legyen a rétegek egymáshoz való tapadásra, ragadása?
Köszönöm előre is a tippeket!
-
#6578
poli27
Topikgazda
DougButabi
#6577
poli27
Topikgazda
válasz
 DougButabi
#6577
üzenetére
DougButabi
#6577
üzenetére
220 fokra nyugodtan vedd fel, én azon nyomtatom az a gyári beállítás a p1 en gondolom a minin is... De nyomtass egy hőtornyot és kiderül... meg nem árt flow kalibrálás sem pl
-
#6577
 DougButabi
tag
DougButabi
tag
DougButabi
tag
Sziasztok!
Segítséget szeretnék kérni. Megérkezett az A1 mini Combo. Kipróbálásképpen kértem kölcsön pár filamentet. Gamebird PLA , Esun PLA, Bambu PETG.
Teljesen amatőr módon belekezdtem, és csak csodálkoztam, hogy milyen tökéletes dolgokat tudok nyomtatni.
Ezután elmentem vettem 4 tekercsel az itt ajánlott SUNLU PLA filamentből.És itt kezdődik a bonyodalom, az előzőleg Gamebird-ből hibátlanul kinyomtatott polip szálasodott picit, és az egyik lába is letörött, itt még nem gyanakodtam.
Próbáltam másik színnel is nyomtatni sunlu-ból, na az meg teljesen katasztrófa lett, le is kellet állítani, mert 3 másodperc munka után ment oldalra a fej selejtet termelni.
Nyomtattam utána pár dolgot Bambu PETG-ből hibátlanul, Esun PLA hibátlan.
Vissza Sunlu-ra, benchy nyomtatás, háromszor filament elakadást írt, de azért csinálta, a végém a kéménynél újra elkezdte a 2 másodperc nyomtatás szeméttermelést, le kellet állítanom ismét.
Csak a hőfokot állítottam 210 fokra a Sunlu-ra ráírtak alapján, mást nem.
Nagy örömet okozna, ha valaki elárulná miben vagyok béna, vagy mit kell beállítanom, hogy tudjak Sunlu-val nyomtatni. -

TheProb
veterán
Leírtam, hogy mi a bajom. Nyilván nem a modellel van a gond. 0,4-el gond nélkül "kijött", nyilván azért akarok váltani 0,6-ra, mert azzal haladósabban lehet nyomtatni.
Amúgy azt már nem először veszem észre, hogy Orca-val több gond tud lenni. Most kinyomtam BS-el és felvettem 230fokra a temp-et, így jó lett (igaz nem volt már kedvem feszegetni a falakat, hogy megint szeparálnak-e...). Nemtom mit tud máshogy csinálni az OS, de akár akkor is tud eltérés lenni ha 1:1-ban ugyan azokkal a beállításokkal nyomtatom ugyan azt. Meg a warpolás is érdekes. OS-el miért warpol el, BS-el miért nem...?

-
#6572
TheProb
veterán
2thletme2day
#6571
TheProb
veterán
válasz
 2thletme2day
#6571
üzenetére
2thletme2day
#6571
üzenetére
Jelenleg én sem CHT-val próbálkozok, hanem a Bambu-s 0,6-os HS hotend-el.
Innen letölthető, .3mf-ben töltöttem fel, ha tudod, akkor próbáld kinyomtatni as is és akkor kiderül, hogy a beállítások szarok-e. -
#6571
 2thletme2day
őstag
TheProb
#6570
2thletme2day
őstag
TheProb
#6570
-
TheProb
veterán
Tovább folytatódik a 0,6-os nozzle-ös szopásom...
Kínai CHT szarakszik oké, mondom berendelek egy Bambu hardenes steel-t és átrakom rá a thermisztort és a patront. Jobb a helyzet de messze tökéletes. Elhatározom, hogy hanyagolom a CHT témát és felrakom a Bambu-s 0,6-ot, azzal csak jó lesz...Hát, talán még szarabb a helyzet, mint a CHT-val. Frissen bontott Bambu PLA-val layer és wall separation van. Aztán ha az nem lenne elég, megint warpol minden, mint a szemét, hiába fújok rá 3DLAC-ot. Seam-nél olyan gap-ek vannak, hogy beleférne egy nyáriszünet. De PA kalibration-nél meg a default érték tűnik a jónak. Ez komolyan egy vicc már.

-
Imy
veterán
Markerworld modells hungary csoport. Az markerworld oldalra feltöltött fileokat meg tudod osztani, és a tagok kölcsönösen letöltik. Így egy pár értékes ponthoz lehet jutni. Csatlakozzon aki szeretne.
-
poli27
Topikgazda
Release v0.5.0 · unlimitedbacon/stl-thumb · GitHub
Csak megtaláltam, ugye amultkor kérdeztem, sztem ez a legjobb stl betekintő, , nem kell társítani mint a 3d wievert, maradhat a bambu társításon
-
#6551
 ptesza
senior tag
Mr.Csizmás
#6550
ptesza
senior tag
Mr.Csizmás
#6550
ptesza
senior tag
válasz
 Mr.Csizmás
#6550
üzenetére
Mr.Csizmás
#6550
üzenetére
A Bambu is tervez egy ilyen adatbázist ha minden igaz. Lehet csak gossip.
-
axlfsi
veterán
SPOOLSTOCK
Nem tudom ismeritek-e, én speciel kicsit sokallom a 2.2k Ft-ot, de figyelem, hátha leakciózza a fejlesztő idővel.Egy fb csoportban nagyon dicsérték sokan...
-
ptesza
senior tag
A doboz nem nagy ügy, az tényleg alapfeladat, amit 1 óra gyakorlás után bárki meg tud csinálni. Viszont még nem terveztem fecskefark vágást/illesztést. remélem össze lehet majd rakni rendesen. Nem is baj, hogy adott egy kis fejtörést. Gondolom ragasztva még erősebb lehet, de ha oldalt kapna valami heveder szerű dolgot akkor még jobb lenne. Az eredeti szerkeszthető f3d file-t is feltöltöttem. Abban egy kis gyakorlattal lehet méretezni. Ha gondolod nyugodtan oszd meg a MakerWorld-ön is.
Itt le tudod tölteni.
-
axlfsi
veterán
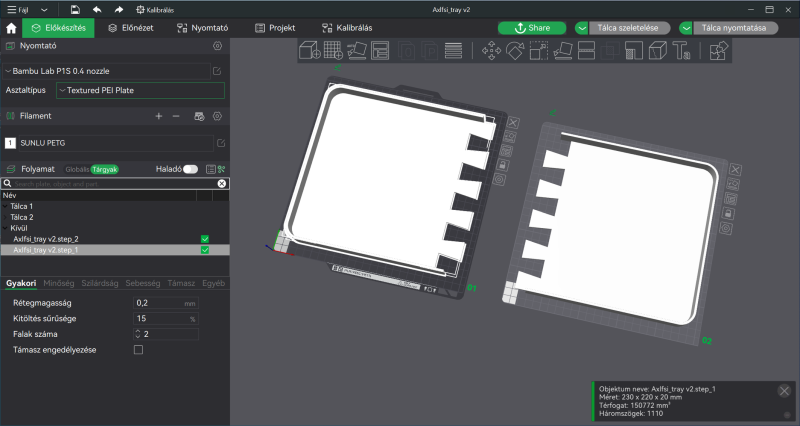
"Kell 4 db tálca és objektumokra kell szétszedni. Ezután X és Y irányba átméretezni a szükséges méretre. Minden modelt azonosan mert a fecskefarok csak akkor fog illeszkedni."
Köszönöm, akkor mégis Orca-ban fogom elvégezni, de ez a 4db tálca nem jutott eszembe, mint lehetőség. Úgy már barátibb az egész
360 Fusion barátkozás tervben van, ... csak olyan messze még az a fránya nyugdíjas évek (most még nehezen fér bele időbe, ... de lehet valahol megpróbálom besúvasztani) -
Imy
veterán
Ha Pastamatic áttekerőt használsz, és van új fekete AzureFilm spoolod, akkor erre az adapterre szükséged lesz. Ennek segítségével az AzureFilm spoolokra át tudod tekerni a nem AMS kompatibilis filamenteket. Kérlek tölts le, likeold.
-
ptesza
senior tag
A step fájlok szilárdtestek. Nem igazán lehet szerkeszteni. Például van egy nagy átmenő furat aminek az átmérőjét kisebbre kellene venni akkor nem lehet simán átírni.
Viszont a step fájlokat remekül lehet farigcsálni. Az előbbi furat esetén ki kell tölteni és kifúrni újra. Ezek a módosítások már látszani fognak az idővonalon vagy a fában és szerkeszthetőek lesznek. Amíg le nem mented step vagy pl. stl fájlként.
A Fusion360 elég jó program és szerintem érdemes megtanulni.
A modelhez amit szeretnél átméretezni nem feltétlenül szükséges CAD a szerkesztéshez.
Kell 4 db tálca és objektumokra kell szétszedni. Ezután X és Y irányba átméretezni a szükséges méretre. Minden modelt azonosan mert a fecskefarok csak akkor fog illeszkedni. A Z írányú átméretezés nem túl jó ötlet mert nem csak a falakat fogja menyújtani, hanem az alap lemez vastagságát is. Ha magasabb fal kellene akkor CAD-ben ki lehet húzni magasabbra.
-
axlfsi
veterán
Sziasztok!
STEP file-t hol, milyen alkalmazásban a legegyszerűbb szerkeszteni?
Adott egy tálca, ami több részből tevődik össze és nekem pont egy ilyenre lenne szükségem, mert ami méretet ki szeretnék nyomtatni, az 430*220
Ebből szerintem meg lehetne csinálni, alapból az Orca meg is nyitja (társított fájltípús lévén), de annyira nem kézenfekvő, könnyed az elemek szerkesztése (de lehet csak én vagyok a béna).Valaki lenne oly kedves, megnézné, ajánlana szerkesztőt hozzá?
-
fabula
őstag
válasz
TeebyKay
#6539
üzenetére
Az jó
 . Akkor minek van benne? Szerintem azért a Bambu csak nem rak bele fölösleges alkatrészeket a nyomtatóiba, meg fejleszti hozzá a firmwaret, tehát valamire jó kell legyen. A P1P-n is a legtöbb PLA pl. jól néz ki PA és áramlás kalibrálás nélkül is (a gyári generic beállítás K 0,02, áramlás 0,98, max, vol speed meg 12), de van, aminél javít a behangolás, főleg érzékenyebb, pl. silk PLA-knál.
. Akkor minek van benne? Szerintem azért a Bambu csak nem rak bele fölösleges alkatrészeket a nyomtatóiba, meg fejleszti hozzá a firmwaret, tehát valamire jó kell legyen. A P1P-n is a legtöbb PLA pl. jól néz ki PA és áramlás kalibrálás nélkül is (a gyári generic beállítás K 0,02, áramlás 0,98, max, vol speed meg 12), de van, aminél javít a behangolás, főleg érzékenyebb, pl. silk PLA-knál.
Szóval az, hogy az a srác tesztelete ezt a funkciót (vajon milyen filamentekkel), önmagában még nem jelent sokat, szerintem.
Ebben a helyzetben akkor írj a Bambu támogatásnak és kérdezd meg tőlük. Ők valószínűleg tudják, mire való és hogy működik . -
TeebyKay
őstag
Utána olvasgattam a fórumon amit linkeltél, nem találtam hivatalos választ a bambutól csak találgatják az emberek mit csinál ez a funkció és hol tárolódik. Volt egy srác aki több különböző filamenten meg nyomtatásnál letesztelte a funkciót ki és bekapcsolva és arra az eredményre jutott, hogy semmi különbség nincsen
-
#6536
poli27
Topikgazda
Mr.Csizmás
#6534
poli27
Topikgazda
válasz
Mr.Csizmás
#6534
üzenetére
Azért annyira nem kell félni tőle, mert felhigul a levegőben, ha nem egy 2nm zárt szobában nyomtatod
Én simán nyomtatom a nappaliban az ABS-t van szaga de azért kibírható, többször kinyitom a teraszajtót szellőzni azt ennyi... Nem noncs stop ezt szívod be hogy bajod legyen tőle, én 1-2 havonta 1x nyomtatok kb ABS.t... -
#6535
Imy
veterán
Mr.Csizmás
#6534
Imy
veterán
válasz
Mr.Csizmás
#6534
üzenetére
Igen tudom, hogy mérgező, ami büdős az általában mérgező is.
A PETG-nek és a PLA-nak nincs szaga (Habár valamelyik PLA-nak van), de valószínű az sem egészséges. -
Imy
veterán
Van aki bent lakásban nyomtat ABS-t? Mennyire büdös a Bambu ABS-e? Használtam AzureFilm ABS-t, annak van szaga.
Egyet rendeltem kipróbálni, de ha büdös akkor asszony nem fogja engedni a két kisgyerek mellett. Mondjuk én sem fogom úgy használni.
Bento box projekt folyamatban, ventillátorok már megjöttek Aliról, de mágnes és HEPA még nincs meg. Szén is már meg van. -
Imy
veterán
Létrehoztam egy Markerword modell FB oldalt. Ha érdekel csatlakozz.
Tegnapi nap este a Bambulab Hungary oldalon egy bejegyzés hatására többen letöltöttük egymás modelljeit, és egymásnak értékes letöltésekkel pontokat szereztünk. Érdemes kihasználni, főleg, ha a pontokat kuponokra, és azokat filamentre vagy tartalék alkatrész vásárlásra el tudjuk költeni. -
TeebyKay
őstag
Kétlem, hogy tudna, mert az áramlásdinamika már a folyamat elindítása után van, addigra be is zárom a slicert, akkor mivel kommunikáljon?
Max azt tudom elképzelni hogy a nyomtató egy kis belső memóriában tárolja a legutolsó kalibrálás eredményét és azt használja amíg új kalibrálást nem nyomok. -
fabula
őstag
válasz
TeebyKay
#6528
üzenetére
De ha igazad van, akkor ugyan azon tekercsnél is újra be kell kapcsolni az áramlásdinamika kalibrálását, ha közben kikapcsolod a nyomtatót, mert akkor azt is elfelejti. Szerintem.
Sajnos nincs gyakorlati tapasztalatom az A1-ekkel, de a nyomtató elméletileg kommunikálhat a Bambu Slicerrel vagy Orca-val, mint pl. az X1-nél, ahol az automatikus kalibrációk értékét el lehet menteni saját filament profilként a szeletelőben. Persze ez csak egy feltételezés részemről, de logikus lehetne, ha már valamit mér a nyomtató.A modellek automatikus elrendezése nem az erőssége sem a BS-nek sem az Orca-nak, ha sok mindent rá akarsz rakni a tálcára, akkor marad az egyszerű emberi logika
. -
TeebyKay
őstag
válasz
 Bubukain
#6527
üzenetére
Bubukain
#6527
üzenetére
Ezt az áramlásdinamikát nem teljesen értem, ezt a nyomtatónak adom ki feladatnak nem a slicernek, szóval nem tárolódik a slicer profiljában, a nyomtató pedig nem tudja éppen milyen tekercs van befűzve, szóval nekem az jön le, hogy minden egyes tekercs csere után meg kell csinálni.
Közben még egy kérdésem felmerült, a bambu studioban vagy az orca slicerben van valami mód a modellek hatékony elrendezésére? Ha a bambu studioban a jobb klikk és elrendezést nyomom, akkor 3 modellt rak be oda ahova én 12-t be tudok préselni, szóval nem kifejezetten hatékony.
-

Bubukain
senior tag
válasz
TeebyKay
#6523
üzenetére
én ezt a választ kaptam az áramlásdinamika kalibrálásra:
Adott tekercsnél csak egyszer kell csak vagy ha sokáig áll és nedves lehet a filament.
a támasz modellfüggő, én az auto fa módot szoktam bekapcsolni.
tapadás gondjaim továbbra sincsenek, 1-2 hetente szoktam lepucolni isopropyl alkoholos kendővel. -
fabula
őstag
válasz
TeebyKay
#6523
üzenetére
Nekem nincs A1-em, hanem P1P-m van (burkolva), abban nincs beépített áramlásdinamikai kalibrálás, azt az Orca szeletelőben szoktam megcsinálni gyártónként és filament típusonként, pl. Sunlu PLA-nak, Sunlu PLA+-nak, Eryone Silk-nek, Eryone PLA matt-nak, eSUN Silk-nek, Devil Design PETG-nek, Eryone PETG-nek, stb. van egy-egy külön profil elmentve nekem, de nem színenként. Ha pl. Sunlu PLA után Sunlu matt-al nyomtatok (mindegy milyen szín), akkor csak filament profilt váltok.
Hotend cserénél más méretű fúvóka esetén szerintem szintén célszerű mindegyik mérethez újrakalibrálni egyszer mindegyik anyagot a fentiek szerint.A támasz típusa modellfüggő, sima nagy felületeknél általában jobb a normál (kivéve ha a modell belsejében is kell támasztani, tehát inkábbcsak az asztaltól a modellig, de itt is van kivétel), az organikus modelleknél meg a fatámasz, de ezt nem lehet ilyen mereven és egyszerűen meghatározni.
Sokszor célszerű manuálisan, támaszfestéssel meghatározni, mit támasszon alá, mert az automatikus vagy sok támaszt rak, vagy nem rak oda, ahová kellene (perzse ez is beállításfüggő, pl. alátámasztás szögének értéke). Ehhez sajnos sok tapasztalat kell, nincs egységesen meghatározható szabály. Ha sokat nyomtatsz és sokféle tárgyat, egy idő után majd "ráérzel" melyik és hová kell .Nekem sem a gyári fekete, sem az Alis arany textured PEI-vel nincs tapadásgondom (sőt), nem nyomtatok naponta, de azért elég gyakran és csak ritkán, egy-két havonta kell lemosnom a lemezt, ha nem cserélek anyagtípust ( ez gyártótól független és pl. bármely ŐLA-ra igaz, legyen az +, matt vagy silk).
Ha viszont PLA után PETG-t nyomtatok, akkor az jól tapad (sőt még ragasztó sem árt hozzá leválasztó rétegenek, hogy ne tépje le a PEI réteget), viszont PETG után a PLA egyáltalán nem tapad, azután azonnal le kell mosni Denkmit szappannal és melegvízzel, szárítani és utána megint kiválóan tapad a PLA a PEI-re (ugyan ezy igaz más anyagokkal is, de gondolom te egyenlőre nem tervezel ABS-t, ASA-t, Nylont, meg szénszálas anyagokat nyomtatni).
Ugyan így működik a sima PEI és mintás Alis lapoknál is.Szóval ezek az én javaslataim a tapasztalataim alapján, de majd más is megírja, akinek A1-es nyomtatója van, az valószínűleg autentikusabb lesz pl. az áramlásdinamikai kalibrálás tekintetében.
-
TeebyKay
őstag
Felmerült még pár kérdés bennem:
Mikor szükséges áramlásdinamikai kalibrálást engedélyezni az A1 mini-nek?
- Amikor slicerben változtatok a rétegmagasságon (pl 0.2 -> 0.16)
- Amikor hotendet cserélek (pl 0.4 -> 0.2)
- Amikor filament színt cserélek (pl fekete -> kék)
- Amikor filament márkát cserélek (pl wanhao -> creality)
- Amikor filament típust cserélek (pl PLA -> PETG) - ilyen még nem volt de majd leszMelyik támasz típus a legjobb, vagy melyik milyen célra a legjobb? (normál, hibrid fa, karcsú fa, erős fa, organikus fa)
A normál nekem eddig teljesen kibonthatatlan volt a modellekből, az alapértelmezett fát haszáltam eddig (azt hiszem az a hibrid).Tapadás gondjaim még mindig vannak, most már van denkmit szappan és ez végre tényleg jó felületet csinál, de két naponta le kell mosnom vele mert ennyi idő után már minden második modell lepattan. 65 fokos a tárgyasztal, esetleg a környezettel lehet gond vagy van még valami ötletetek?
Köszi akinek van türelme hozzám.
-
fabula
őstag
Nekem a poli27 által korábban linkelt, két darabból álló nyomtatott Y splitterem van és hónapok óta használom, de nem akadt még el benne semmi, pedig szinte csak az AMS-ből nyomtatok, de nyomtattam külső orsóról is, amit nem lehet betenni az AMS-be és onnan is szépen nyomtat.
Amúgy meg gratulálok a tervedhez, mert az egy jó megoldás, nem kell keresgélni a fent lévő Y splitterek között, hogy melyik jó, ez biztos jól működik. Sajnos még ez sem volt, amikor én az AMS-t vettem. -

Nunder
őstag
Nem tudom, hogy volt-e már róla szó, vagy hogy gondolkozott-e valaki ezen, de a Bambu-féle PTFE Adapter egyelőre jól teszi a dolgát. Sokkal jobban, mint a community által generált "tákolmányok". Még multi-color print esetén is. Úgyhogy én ajánlom, és 6 EUR-ért röhögve megéri.
-
#6512
2thletme2day
őstag
DougButabi
#6504
2thletme2day
őstag
válasz
DougButabi
#6504
üzenetére
Ha még nem rendelted meg a minit, tessék. Itt van hozzá egy 10%-os kupon.
A1M-NY-10
-
fabula
őstag
A WD40 Special fehér lítiumos "zsír" elég híg, olajszerű sűrűségű (nem véletlenül spray liszerelésben kapható, a sűrűbb anyag nem jönne ki belőle), ezért jó a lineáris rudakra és nem a menetes orsóra, mert oda sűrűbb zsír kell, mint pl. a MOL Liton EP3.
Én nem tenném a menetes orsóra, csak a lineáris rudakat kenem vele, oda bevált.
Szóval kétféle kenőanyag kell. -
-

Dalee
aktív tag
Sziasztok,
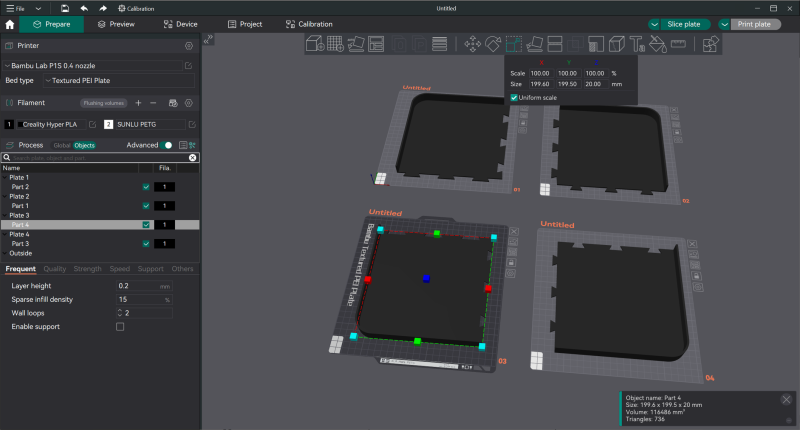
Adott az alábbi tárgy: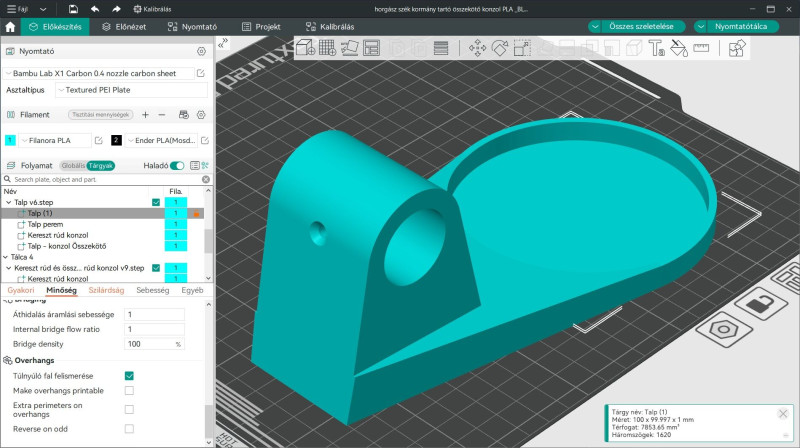
Orca Slicer szeletelés után az első réteg: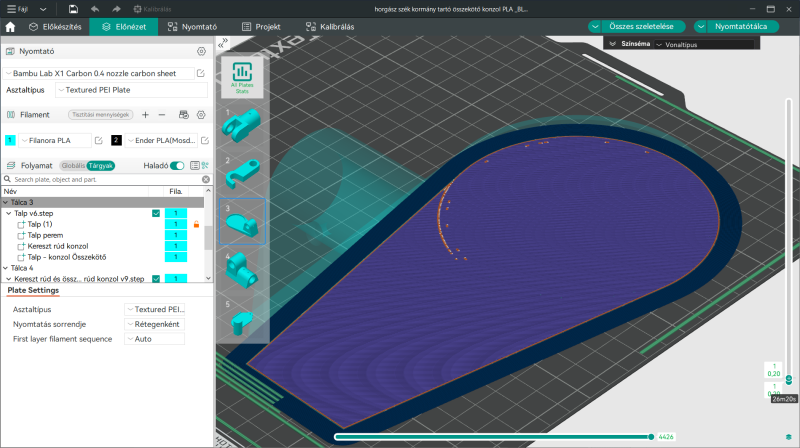
A tárgy amint a slicer-ben látszik négy komponensből áll. A kerek talp 100% kitöltésű, a többi része a tárgynak 50%-os.
Miért nem szeleteli egybegüggően az első réteget a slicer, miért látszik a kör alapú perem kb. egyharmada (akkor miért nem az egész), ami a további rétegekben is elkölönül ? -
fabula
őstag
válasz
Scallion
#6502
üzenetére
Nem elképzelhetetlen. Én csak hobbiból indultam hegyimaraton versenyeken, általában a középmezőny elején végeztem, ami nekem tökéletesen megfelelt. A versenyek hangulata, a társaság meg a felkészülés volt a legjobb az egészben. No meg az is jó érzés volt, hogy nálam fiatalabbak mögöttem értek be a célba
. Azért egyszer a rövidebb, 40 km-es távon voltam 3. is . Most már nem megyek versenyekre, csak mozgásképp kerékpározok tavasztól őszig, na meg szeretek a természetbe kijárni, mert ott csak normális állatokkal találkozok . -
fabula
őstag
Mindkettő jó. Én a lítiumosat használom, de a PTFE tartalmú is jó erre a célra.
A Weldlite TF2 sprayt én a kerékpárlánchoz, forgórészekhez, bowdenekhez használom a mountain bike-omon már évek óta (jártam is vele mindnefelé a hegyekben, hegyi maratonokon), az is víz és hőálló, meg nem ragad bele annyira a por.
A nyomtatóhoz végül azért a lítiumost vettem, mert egy külföldi nyomtatós fórumon még évekkel ezelőtt olvastam róla és többen is használták.
Olvasd el itt a lítiumos leírását [link] , így kezdődik: "A Fehér Lítium Zsír spray nagyszerű védelmet nyújt a nagy igénybevételű, fém-fém alkalmazásokhoz. "
De erről inkább nem nyitnék vitát, ez az én tapasztalatom és a véleményem, amúgy meg mindenki azt és oda ken, amit csak akar .


 .Amugy persze ha overture. Majd lefertőtlenítem ,hogy ne legyen orca-s
.Amugy persze ha overture. Majd lefertőtlenítem ,hogy ne legyen orca-s 









 . Miből is vontad le ezt a következtetést? Légyszi részletezd nekünk is, hogy megérthessük, hol az a sok hiba az Orca-ban, amitől hulladék lett
. Miből is vontad le ezt a következtetést? Légyszi részletezd nekünk is, hogy megérthessük, hol az a sok hiba az Orca-ban, amitől hulladék lett 


































 .
.





Új hozzászólás Aktív témák
Hirdetés

- Apple iPhone 15 128GB, Kártyafüggetlen, 1 Év Garanciával
- ThinkPad T14s Gen 2 i5-1135G7 16GB 512GB FHD 1 év garancia
- Telefon felvásárlás!! iPhone 12 Mini/iPhone 12/iPhone 12 Pro/iPhone 12 Pro Max
- Xiaomi Redmi Note 14 Pro 256GB,Újszerű,Adatkabel,12 hónap garanciával
- Azonnali kézbesítés az év bármely pillanatában
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest