
-
Fórumok
Mobilarena - mobil fórumok
Okostelefonok Mobiltelefonok Okosórák Autó+mobil Üzlet és Szolgáltatások Mobilalkalmazások Tartozékok, egyebek Mobilarena blogokPROHARDVER! - hardver fórumok
Notebookok TV & Audió Digitális fényképezés Alaplapok, chipsetek, memóriák Processzorok, tuning Hűtés, házak, tápok, modding Videokártyák Monitorok Adattárolás Multimédia, életmód, 3D nyomtatás Nyomtatók, szkennerek Tabletek, E-bookok PC, mini PC, barebone, szerver Beviteli eszközök Egyéb hardverek PROHARDVER! BlogokIT café - infotech fórumok
Infotech Hálózat, szolgáltatók OS, alkalmazások SzoftverfejlesztésGAMEPOD - játék fórumok
PC játékok Konzol játékok MobiljátékokLOGOUT - lépj ki, lépj be!
LOGOUT reakciók Monologoszféra FototrendFÁRADT GŐZ - közösségi tér szinte bármiről
Tudomány, oktatás Sport, életmód, utazás, egészség Kultúra, művészet, média Gazdaság, jog Technika, hobbi, otthon Társadalom, közélet Egyéb Lokál PROHARDVER! interaktív
Új hozzászólás Aktív témák
-
 moseras
tag
moseras
tag
Udv.
OMRON-osok segítségét kérném:
CP1H kompakt vagy CJ1 moduláris PLC-kkel (illetve a hozzájuk való modulokkal) lehet e olyan RS232 kommunikációt létrehozni, hogy NINCS flow_control, de a DTR és RTS jelek a teljes kommunikáció alatt magasak legyenek ?
Azt akarom, hogy van egy kis fogyasztású RS232 eszközöm, ami képes a magasan tartott DTR és RTS jelekből "táplálkozni", de ehhez a kommunikáció teljes ideje alatt ezt az állapotot fent kellene tartani.
Köszi.
Imi.
-
 Ezerjó
csendes tag
Ezerjó
csendes tag
Bocs a 315-2dp-s elmaradt
-
Ezerjó
csendes tag
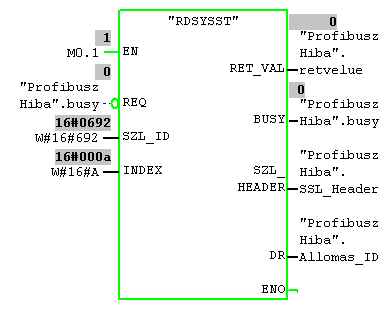
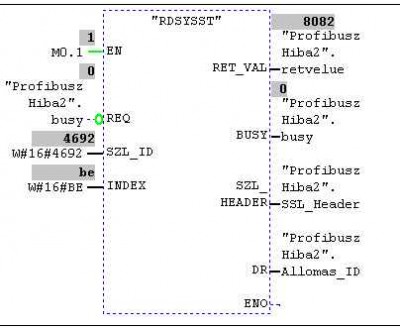
Helló Fiúk!
Olvastam korábbi cikkeitekben az SFC51 blokkal kapcsolatban írtakat.
Én egy 342-5 CP diagnoszizálására akartam használni, de nem sikerült, mindíg hibát jelez.
A 315-2dp proci DP-jére jól műmödik.
Ha avalakinek tapasztalata van a témával kapcsolatban köszönettel veszem.
A mellékelt képeken szerepelnek a beállítások.

-
 Spytech87
csendes tag
Spytech87
csendes tag
Sziasztok!
Jelenleg egy gyár plc-s korszerűsítésével foglalkozok. Allen Bradley PLC-2es vezérlést kellene korszerűsítenem. Ha valaki bármilyen segítséget tud adni ezzel a vezérléssel kapcsolatban azt kérem linkelje vagy írjon nekem (program lementése, programozószoftver stb...)
Előre is köszi!
-
 albandy
tag
albandy
tag
-
 Szirty
őstag
Szirty
őstag
Sziasztok!
Én Mitsubishi (Fx2c-t) PLC-n próbálkozok elsajátítani a PLC programozást. Segítséget szeretnék kérni, hogy GX Developert ami fullos (egy ezer lépésig korlátozott ingyenest le sikerült szednem) és egyéb dolgokat (manual, PLC programozási könyv, mintadolgokat) szóval minden ami segítségemre lehet honnan tudok szerezni?
Segítséget előre is köszönömHali beny2k!
"X Developert ami fullos (egy ezer lépésig korlátozott ingyenest le sikerült szednem) és egyéb dolgokat (manual, PLC programozási könyv, mintadolgokat) szóval minden ami segítségemre lehet honnan tudok szerezni?"
A mitsubishi-nél próbálkoztál már?

Bár FX2C típust még csak nem is említik (nem találtam) de vannak általános doksik (ami több típusra vonatkozik). -
 beny2k
csendes tag
beny2k
csendes tag
Sziasztok!
Én Mitsubishi (Fx2c-t) PLC-n próbálkozok elsajátítani a PLC programozást. Segítséget szeretnék kérni, hogy GX Developert ami fullos (egy ezer lépésig korlátozott ingyenest le sikerült szednem) és egyéb dolgokat (manual, PLC programozási könyv, mintadolgokat) szóval minden ami segítségemre lehet honnan tudok szerezni?
Segítséget előre is köszönöm -
 util
csendes tag
util
csendes tag
halo!
tisztelt programozók.
segítséget szeretnék kérni.
egy gyár öt gyártósorát programoztam, és van egy probléma amit nem igazán értek.(nyílván bennem van a hiba...)
a szerelősorok két részre vannak osztva az elsőt egy OMRON C200HG vezérli, nincs vele baj jól működik kora ellenére.a másik részt OMRON CQM1 CPU41 -el vezérlem és a program viszonylag egyszerű , sima létradiagram, csupa bit , merker, némi időzitő, számláló.
a probléma, hogy egyszer fogja magát és lefagy a program.majd visszatölti a régi programot, és persze azzal nem indul semmi.
azt az infót kaptam, hogy nem elég letölteni a programot , hanem kell egy "copy ram to rom" -ot nyomni, így felülírja a rom-ban található "old" verziót.
a cx-programmer-ben nem találtam ehhez a cpu-hoz ilyen opciót.a programozó szoftver "PLC" füle alatt megnyíló táblában , van egy "EDIT" opció amivel bejuthatok a "SETTINGS" és egyéb kellékek mellett a "MEMORI CARD" és "MEMORI CASETTE/DM" felületre.azt sem értem, hogy működés közben miért áll meg egyszerűen, természetesen teszteltük a rendszert, különböző termelési helyzeteket szimuláltunk, vészleállásokat különböző gépállásokban , és nem volt gond. aztán egyszer csak megtörténik.
kérdésem, ott kell-e valamit kezdeni, ha valaki tudja, illetve ha van valami jótanács szívesen venném.
by,util
-
 vttukad
csendes tag
vttukad
csendes tag
Hali vttukad!
"Egyet értesz a felsoroltakkal? Dokumentációt (utasításkészlet,stb.) lehet hozzá könnyen keríteni?"
Egyetértek.
Infószerzéshez ha nem szerénytelenség, ajánlom a web oldalamF-es rendszerek programozásáról sokat nem tudok mondani, de külön "története" van
Külön programcsomag kell hozzá és elvileg csak certifikált személy művelhet ilyet.
Persze ez nem lehet akadálya a tanulásnakSzia Szirty!
Köszönöm ismét a segítséged. Eljutottunk a megfelelő PLC típushoz
, de sajnos ez nagyon drága és így mégiscsak úgy döntöttem, hogy kezdésnek megfelel az S5 ös a DOS-os programjával, bízok benne, hogy ha megismertem, utána könnyen át tudok nyergelni az S7300/400-ra, de már is rengeteget segítettél abban, hogy képet kapjak ezekről a rendszerekről.
Tudnál segíteni, hogy honnan tudnék step 5 programot szerezni?
Köszönöm a linket, nagyon hasznos.Üdvözlettel:
vttukad
-
Szirty
őstag
Szia Szirty!
Igen, igazad van, de én is ahogy kutakodtam utána, úgy lett világos számomra, hogy S7200-tól különböző rendszert kell megtanulnom a leírtak miatt, de megint sokat segítettél, mert választ kaptam a dillemámra. Így a megoldás: S7-300 PLC-t kell beszereznem és elkezdeni a munkát, nem lesz egyszerű, de legalább ilyet már láttam meghírdetve használtan. Ráadásul, ha jól sikerült tájékozódnom, akkor több egységet kell külön-külön beszereznem (tápegység, CPU, bemeneti egység,kimeneti egység, és talán ennyi elég).
Egyet értesz a felsoroltakkal? Dokumentációt (utasításkészlet,stb.) lehet hozzá könnyen keríteni?
Köszönöm a sok segítséget.Üdvözlettel:
vttukad
Hali vttukad!
"Egyet értesz a felsoroltakkal? Dokumentációt (utasításkészlet,stb.) lehet hozzá könnyen keríteni?"
Egyetértek.
Infószerzéshez ha nem szerénytelenség, ajánlom a web oldalamF-es rendszerek programozásáról sokat nem tudok mondani, de külön "története" van
Külön programcsomag kell hozzá és elvileg csak certifikált személy művelhet ilyet.
Persze ez nem lehet akadálya a tanulásnak -
vttukad
csendes tag
Hali vttukad!
"...így biztonsági PLC-re van szükségem (bár igaz, ha teljes rendszert akarok működtetni, akkor min. 2 db kellene redundáns működés miatt, de ez sokba lenne modellezésre)"
Egy üzenettel ezelőtt még siemens PLC-vel akartál imserkedni, S5-öt és S7-200-at emlegettél.
Én arra az üzenetre válaszoltam."Kérdésem: Véleményed szerint, ha az S7300-ast megismerem, akkor nincs gond a későbbiekben az S7400-ra való átálással, vagy teljesen különbözik a kettő."
Nem különbözik. ha megismered az egyiket, a másik nem lesz gond. Azonos a programozás módja és a fejlesztőszoftver is ugyanaz.
Ha jól tudom van failsafe a 300-asok között is.Otthonra nem ajánlok 400-ast gyakorolni (egy CPU414-3 DP ára kb 1.2 millió +ÁFA és az még csak nem is redundáns (H) vagy failsafe (F) sorozatú).
Szia Szirty!
Igen, igazad van, de én is ahogy kutakodtam utána, úgy lett világos számomra, hogy S7200-tól különböző rendszert kell megtanulnom a leírtak miatt, de megint sokat segítettél, mert választ kaptam a dillemámra. Így a megoldás: S7-300 PLC-t kell beszereznem és elkezdeni a munkát, nem lesz egyszerű, de legalább ilyet már láttam meghírdetve használtan. Ráadásul, ha jól sikerült tájékozódnom, akkor több egységet kell külön-külön beszereznem (tápegység, CPU, bemeneti egység,kimeneti egység, és talán ennyi elég).
Egyet értesz a felsoroltakkal? Dokumentációt (utasításkészlet,stb.) lehet hozzá könnyen keríteni?
Köszönöm a sok segítséget.Üdvözlettel:
vttukad
-
Szirty
őstag
Szia Szirty!
Köszönöm a válaszod, nagyon sokat segített, de sajnos, ahogy utána kerestem, az én munkámhoz nem lesz megfelelő az S7200, mert én veszélybiztos rendszerekkel foglalkozom jelenleg jelfogós, relés rendszerekkel, ezket szeretném kiváltani, így biztonsági PLC-re van szükségem (bár igaz, ha teljes rendszert akarok működtetni, akkor min. 2 db kellene redundáns működés miatt, de ez sokba lenne modellezésre) A megfelelő PLC az S7400F lenne számomra, de, ha az S7300-nak is lenne ilyen fajtája, akkor az elég lenne.
Kérdésem: Véleményed szerint, ha az S7300-ast megismerem, akkor nincs gond a későbbiekben az S7400-ra való átálással, vagy teljesen különbözik a kettő.
Természetesen ismét árban nem mindegy, sőt még S7400-ast meghírdetve sem láttam eddig, ahol nézelődtem?Üdvözlettel és köszönettel
vttukad
Hali vttukad!
"...így biztonsági PLC-re van szükségem (bár igaz, ha teljes rendszert akarok működtetni, akkor min. 2 db kellene redundáns működés miatt, de ez sokba lenne modellezésre)"
Egy üzenettel ezelőtt még siemens PLC-vel akartál imserkedni, S5-öt és S7-200-at emlegettél.
Én arra az üzenetre válaszoltam."Kérdésem: Véleményed szerint, ha az S7300-ast megismerem, akkor nincs gond a későbbiekben az S7400-ra való átálással, vagy teljesen különbözik a kettő."
Nem különbözik. ha megismered az egyiket, a másik nem lesz gond. Azonos a programozás módja és a fejlesztőszoftver is ugyanaz.
Ha jól tudom van failsafe a 300-asok között is.Otthonra nem ajánlok 400-ast gyakorolni (egy CPU414-3 DP ára kb 1.2 millió +ÁFA és az még csak nem is redundáns (H) vagy failsafe (F) sorozatú).
-
vttukad
csendes tag
Helló vttukad!
"A kérdésem, hogy a step 5 -ös szoftver programozása után könnyű-e step 7- et programozni vagy inkább már inkább elsőnek S7200 plc-t vegyek"
Az S5 fölött eljárt az idő.
Ha a jövő számít, akkor újabbat javaslok. Az S5 programozása az S7-300/400-éhoz hasonlít (az utóbbi elődje volt az előbbi).
Az S7-200 viszont teljesen más tészta. Szinte köze sincs az S7-300/400-hoz.
Megtanulni a 200-ast könnyebb lesz szerintem. A 300/400 összetettebb, bonyolultabb.
A 200-ashoz sokkal több magyar nyelvű anyag is létezik (komplett rendszer leírás pl).Szia Szirty!
Köszönöm a válaszod, nagyon sokat segített, de sajnos, ahogy utána kerestem, az én munkámhoz nem lesz megfelelő az S7200, mert én veszélybiztos rendszerekkel foglalkozom jelenleg jelfogós, relés rendszerekkel, ezket szeretném kiváltani, így biztonsági PLC-re van szükségem (bár igaz, ha teljes rendszert akarok működtetni, akkor min. 2 db kellene redundáns működés miatt, de ez sokba lenne modellezésre) A megfelelő PLC az S7400F lenne számomra, de, ha az S7300-nak is lenne ilyen fajtája, akkor az elég lenne.
Kérdésem: Véleményed szerint, ha az S7300-ast megismerem, akkor nincs gond a későbbiekben az S7400-ra való átálással, vagy teljesen különbözik a kettő.
Természetesen ismét árban nem mindegy, sőt még S7400-ast meghírdetve sem láttam eddig, ahol nézelődtem?Üdvözlettel és köszönettel
vttukad
-
Szirty
őstag
Sziasztok!
A segítségetek szeretném kérni. mindenképpen siemens plc- vel szeretnék elkezdeni dolgozni, csak azt nem tudom, hogy melyikkel járok jobban kezdésnek. A két típus az S5 és az S7200. A kérdésem, hogy a step 5 -ös szoftver programozása után könnyű-e step 7- et programozni vagy inkább már inkább elsőnek S7200 plc-t vegyek, mert árban nagy különbség van köztük, tehát összességében kezdetnek elég-e az S5.
Üdvözlettel és köszönettel:
vttukad
Helló vttukad!
"A kérdésem, hogy a step 5 -ös szoftver programozása után könnyű-e step 7- et programozni vagy inkább már inkább elsőnek S7200 plc-t vegyek"
Az S5 fölött eljárt az idő.
Ha a jövő számít, akkor újabbat javaslok. Az S5 programozása az S7-300/400-éhoz hasonlít (az utóbbi elődje volt az előbbi).
Az S7-200 viszont teljesen más tészta. Szinte köze sincs az S7-300/400-hoz.
Megtanulni a 200-ast könnyebb lesz szerintem. A 300/400 összetettebb, bonyolultabb.
A 200-ashoz sokkal több magyar nyelvű anyag is létezik (komplett rendszer leírás pl). -
vttukad
csendes tag
Sziasztok!
A segítségetek szeretném kérni. mindenképpen siemens plc- vel szeretnék elkezdeni dolgozni, csak azt nem tudom, hogy melyikkel járok jobban kezdésnek. A két típus az S5 és az S7200. A kérdésem, hogy a step 5 -ös szoftver programozása után könnyű-e step 7- et programozni vagy inkább már inkább elsőnek S7200 plc-t vegyek, mert árban nagy különbség van köztük, tehát összességében kezdetnek elég-e az S5.
Üdvözlettel és köszönettel:
vttukad
-
 Csakénvagyok
őstag
Csakénvagyok
őstag
Hi
Én érdeklődő vagyok szóval nemigazán szagolok hozzá a témához, fogalmam van róla, hogy micsoda középsuliban elektronikát tanultam pár órát foglalkoztunk a témával de inkább érdekesség szintjén.Egy olyan kérdésem lenne hogy hogy tudnék egy füstölő ill hűtésrendszert automatizálni?gondolok itt a hőmérséklet szabályozás szelepek,külömböző mechanikai elkemek automatizálására természetesen ezeknek összhangban kéne hogy működjenek.mennyibe kerülne?és Hogy tudnám megvalósítani?A segítséget előre is köszönöm

Sziasztok, rég nem jártam erre.
Most tisztázuk mire is kellene? Suliba, elméletileg, illetve laborferszereléseket használva, esetleg tényleg valamaien házi automatizálásra kéne. Mindenesetre picivel több adat kéne.
De hogy el is tudjál indulni valamerre, én az utóbbira tudnék megoldásokat ajánlani: A füstöt, ha csak annyi érdekel hogy van e vagy nincs, szerezz be egy füstérzékelőt (tűzvédelmiseknél lehet érdeklődni). Fontos lenne hogy relé kimenetje legyen. A hőszabájozást meg egy hiszterezisz (vagy ablak) funkcióval rendelkező érzékelőt. A ki és bekapcsolást ezekkel lehetne megoldani. Még csak egymás kizárására kell vigyázni (ne kapjon egyszerre ki illetve bekapcs jelet), relékkel meg is tudod oldani.
Azt hogy mennyibe kerül?? Néz utána, a gugli többet tudd. Sacra 50/60 Euró, de ez nagyon eltérhet.
-
 Vószem
csendes tag
Vószem
csendes tag
CPM1A 40 CDT D V1 plc eladó, újszerű állapot, keveset ment.
Ha valakit érdekel, írjon. -
moseras
tag
Szia.
> Az macerás és/vagy pontatlan
Bocs, én voltam az eredeti kérdésfeltevő. Tudom, hogy kompenzálni illene a vezetékhosszt, vagy 3 vezetékest kellene használni. Ahol ezek lesznek, max. 5 méter, ezt kiszámoltam, 0.4-0.5 tized, ez így jó nekünk most.
Köszi.
Imi.
-
Szirty
őstag
Sziasztok!
A következő problémába futottam bele! TP 270 illetve MP 370 HMI panelekkel szerettem volna a tecnológiai folyamat bizonyos paramétereinek értékét regisztrálni. Illetve ez már korábban sikerült is de valamiért jelemleg nem menti le az OP a CF kártyára az adatokat.
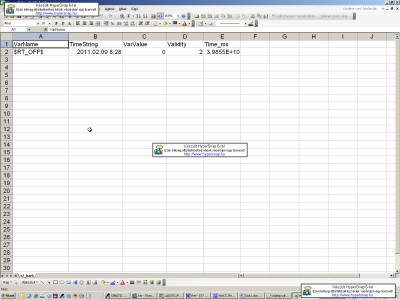
Ha beteszek egy új kártyát és bekapcsolom a rendszert a kártyán a DATA logál megadott helyre el is készül a fájl, de ha megnyitom a csv fájlt akkor csak egy fejléc készül el, adatok nélkül.
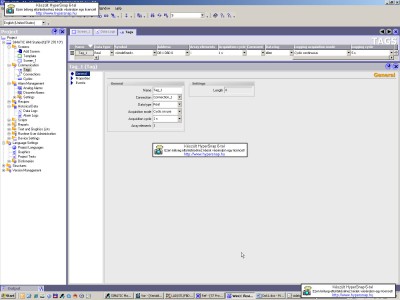
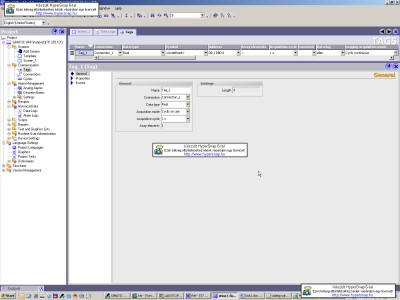
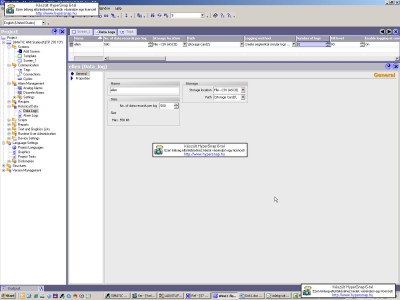
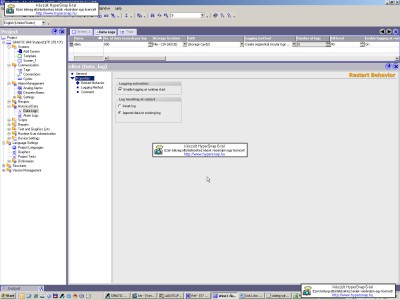
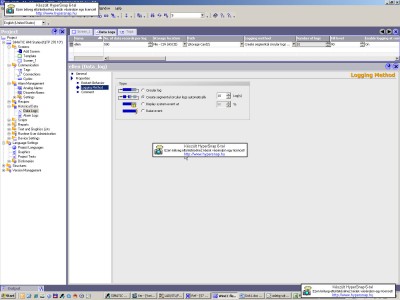
Feltöltöttem néhány képet egy "minta projektről", aminél ugyanz a helyzet mint a kérdésés folyamatnál. Lehet hogy valami gond van a CF kártyával illetve kártyákkal? Vagy esetleg túl rövid a minatavételezési idő?Ha van esetleg valami ötletetek akkor szívesen venném ha megosztanátok velem.
Előre is köszi
Üdv.: BG
Hali bodnarg!
"Feltöltöttem néhány képet egy "minta projektről", aminél ugyanz a helyzet mint a kérdésés folyamatnál. Lehet hogy valami gond van a CF kártyával illetve kártyákkal? Vagy esetleg túl rövid a minatavételezési idő?"
Ha az minden beállítás a loggal kapcsolatban amiről képet készítettél, akkor szerintem az a baj, hogy nem adtad meg a Tag_1 nevű tag-nek, hogy szíveskedjen írni az ellen nevű log-ba!
Mivel így senki nem ír a logba, az üres marad.A Tag beállításánál Menj a Properties / Logging-hoz és ott állítsd be hogy az ellen nevő logba logoljon:

Továbbá ha folyamatos logolást akarsz, akkor a Tag_1 General beállításainal az Acquistion mode beállítást Cyclic on use-ról állítsd át Cyclic continuous-ra. Ellenkező esetben nem olvassa folyamatosan a tag értékét a PLC-ből.
Megjegyzés: Túl gyakori és túl sok változó logolása a flash kártyára gyakori újraírást eredményez. Mivel a Flash memória csak véges számú újraírást visel el, ezért a gyakori írás csökkenti az élettartamát.
-
 bodnarg
csendes tag
bodnarg
csendes tag
Szóval a képek!
-
bodnarg
csendes tag
Sziasztok!
A következő problémába futottam bele! TP 270 illetve MP 370 HMI panelekkel szerettem volna a tecnológiai folyamat bizonyos paramétereinek értékét regisztrálni. Illetve ez már korábban sikerült is de valamiért jelemleg nem menti le az OP a CF kártyára az adatokat.
Ha beteszek egy új kártyát és bekapcsolom a rendszert a kártyán a DATA logál megadott helyre el is készül a fájl, de ha megnyitom a csv fájlt akkor csak egy fejléc készül el, adatok nélkül.
Feltöltöttem néhány képet egy "minta projektről", aminél ugyanz a helyzet mint a kérdésés folyamatnál. Lehet hogy valami gond van a CF kártyával illetve kártyákkal? Vagy esetleg túl rövid a minatavételezési idő?Ha van esetleg valami ötletetek akkor szívesen venném ha megosztanátok velem.
Előre is köszi
Üdv.: BG
-
Szirty
őstag
Az ne derült ki mik az elvárások a méréssel kapcsolatban- de, ha ki lehet mérni a vezeték ellenállását a rendszer megépítése előtt vagy ha nincs messze az érzékelő nem igazán veszélyes.
Hali!
"...ha nincs messze az érzékelő nem igazán veszélyes."
Kb. 5-6 méterig.
-
wassermann
addikt
-
Szirty
őstag
Két vezetékes, házhoz nem testelt Pt100-nál tök mindegya polaritás!
Hali!
Két vezetékes mérés Pt100-al?
Az macerás és/vagy pontatlan. -
Szirty
őstag
Hali belys!
"Thumbweel Switch kiolvassa a plc-ből az aktuális értéket de ha modosítani szerenék akkor mindig vissza áll eredeti értékre."
Az időtag hogy van paraméterezve a programodban?
És hogyan paraméterezted az NT-n a Thumbweel Switch-et? Mit adtál meg neki? A timer számát?Mert ha igen, akkor azért nem jó!
Egy időtagnak van egy PV (process value) és egy SV (set value) értéke.
Az egyik (PV) azt tartalmazza hogy az időtag az idő számlálásában éppen hol tart (ha éppen nem telik, akkor ez az SV értékkel azonos). Amikor telik, akkor ez az érték pörög lefele. Szerintem ezt akarod módosítani.
A másik az SV érték, ami megmondja az időtagnak azt az időt, amennyit időzítenie kell. Ez teljesen más mint az előző. Az idő ettől az értéktől kezd el telni.
Amikor a timer elindul, az SV beíródik a PV-be és a PV csökken. Amikor eléri a 0 értéket, a timer kimenete bekapcsol.Ha így csináltad:

Akkor nem jó, mivel az SV értéke konstans (vagyis fixen a programba bebetonozott érték)
Az SV-bek egy változót adj meg és az NT a Thumbweel Switch-et erre a változóra állítsd be és akkor menni fog.
Persze arra neked kell figyelned hogy melyik változót (ebben az esetben DM címet) hol és mire használod... Ellenkező esetben komoly határincidensek lehetnek
Oops!
Valamit elnéztem -
Szirty
őstag
Sziasztok
A következő problémára keresem a megoldást.
Adott omron cpm2c plc nt20s terminal.
Az nt terninállról a timerek időzítését szeretném módosítani.Thumbweel Switch kiolvassa a plc-ből az aktuális értéket de ha modosítani szerenék akkor mindig vissza áll eredeti értékre.A limit érték be van állítva, nem tudom, hogy hol a probléma Thumbweel Switch timer nek van beállítva.
Hali belys!
"Thumbweel Switch kiolvassa a plc-ből az aktuális értéket de ha modosítani szerenék akkor mindig vissza áll eredeti értékre."
Az időtag hogy van paraméterezve a programodban?
És hogyan paraméterezted az NT-n a Thumbweel Switch-et? Mit adtál meg neki? A timer számát?Mert ha igen, akkor azért nem jó!
Egy időtagnak van egy PV (process value) és egy SV (set value) értéke.
Az egyik (PV) azt tartalmazza hogy az időtag az idő számlálásában éppen hol tart (ha éppen nem telik, akkor ez az SV értékkel azonos). Amikor telik, akkor ez az érték pörög lefele. Szerintem ezt akarod módosítani.
A másik az SV érték, ami megmondja az időtagnak azt az időt, amennyit időzítenie kell. Ez teljesen más mint az előző. Az idő ettől az értéktől kezd el telni.
Amikor a timer elindul, az SV beíródik a PV-be és a PV csökken. Amikor eléri a 0 értéket, a timer kimenete bekapcsol.Ha így csináltad:
Akkor nem jó, mivel az SV értéke konstans (vagyis fixen a programba bebetonozott érték)
Az SV-bek egy változót adj meg és az NT a Thumbweel Switch-et erre a változóra állítsd be és akkor menni fog.Persze arra neked kell figyelned hogy melyik változót (ebben az esetben DM címet) hol és mire használod... Ellenkező esetben komoly határincidensek lehetnek
-
wassermann
addikt
-
moseras
tag
Szia.
Köszi.
Ezek kétvezetékesek. Van piros és fehér madzag a Pt100-on, illetve +R és -R a fogadó modulon. Azt tudom, hogy a modulból a +R-ből jön ki az áramgenerátor + ága.
Imi.
-
 Pato7
csendes tag
Pato7
csendes tag
Szia.
Ha egy kicsit bővebb lennél, többet tudnánk segíteni.
Általánosan elmondható, hogy hőmérséklet szab.-hoz PID kell.
Ehhez kell:
- alapjel (ez lehet fix, általad VISU-ból átírható, vagy valamilyen algoritmus alapján egy másik jelhez igazodó)
- mért érték (valamilyen Pt100-as (vagy 1000-es) eszköz)
- egy behangolt PID (önhangoló a legjobb, ha nincs akkor valami módszer a PID paraméterek meghatározására, pl. Ziegler–Nichols)
- valamilyen beavatkozó eszköz ami kapcsolja (vagy vezérli) a hőforrást és/vagy szelepet: ez lehet kétállapotú (RELÉ vagy ami jobb az valamilyen biztosan be nem égő szilárdtestrelé) vagy folyamatosan állítható 0-10V, 4-20mA, vagy valami 3P szelepSzelepek vezérlésére vannak DO-k, ez PLC gyártó függő, pl. a WAGO-nál általánosan használt a 24VDC 0,5A (lehet P-s vagy N-es). Ezek rövidzárvédettek, lehet róluk induktív eszközt is kapcsolni (max. 0.9J-t képesek hővé tenni). Persze lehet velük relét, mágneskapcsolót is kapcsolni.
Tényleg: tudja valaki, hogy a Pt100-nak miért van piros és fehér kivezetése ? Ez nem polaritásfüggetlen ?
Imi.
Tudomásom szerint nem független, az általam használt plc-knél is maghatározott, színre irányított helyzetbe kell kötni, amit betűkkel jelölnek...A, B, illetve b, majd a B-t és a kis b-t közösíteni kell!Én most hírtelen ennyit tudok róla!
-
moseras
tag
Hi
Én érdeklődő vagyok szóval nemigazán szagolok hozzá a témához, fogalmam van róla, hogy micsoda középsuliban elektronikát tanultam pár órát foglalkoztunk a témával de inkább érdekesség szintjén.Egy olyan kérdésem lenne hogy hogy tudnék egy füstölő ill hűtésrendszert automatizálni?gondolok itt a hőmérséklet szabályozás szelepek,külömböző mechanikai elkemek automatizálására természetesen ezeknek összhangban kéne hogy működjenek.mennyibe kerülne?és Hogy tudnám megvalósítani?A segítséget előre is köszönöm Szia.
Ha egy kicsit bővebb lennél, többet tudnánk segíteni.
Általánosan elmondható, hogy hőmérséklet szab.-hoz PID kell.
Ehhez kell:
- alapjel (ez lehet fix, általad VISU-ból átírható, vagy valamilyen algoritmus alapján egy másik jelhez igazodó)
- mért érték (valamilyen Pt100-as (vagy 1000-es) eszköz)
- egy behangolt PID (önhangoló a legjobb, ha nincs akkor valami módszer a PID paraméterek meghatározására, pl. Ziegler–Nichols)
- valamilyen beavatkozó eszköz ami kapcsolja (vagy vezérli) a hőforrást és/vagy szelepet: ez lehet kétállapotú (RELÉ vagy ami jobb az valamilyen biztosan be nem égő szilárdtestrelé) vagy folyamatosan állítható 0-10V, 4-20mA, vagy valami 3P szelepSzelepek vezérlésére vannak DO-k, ez PLC gyártó függő, pl. a WAGO-nál általánosan használt a 24VDC 0,5A (lehet P-s vagy N-es). Ezek rövidzárvédettek, lehet róluk induktív eszközt is kapcsolni (max. 0.9J-t képesek hővé tenni). Persze lehet velük relét, mágneskapcsolót is kapcsolni.
Tényleg: tudja valaki, hogy a Pt100-nak miért van piros és fehér kivezetése ? Ez nem polaritásfüggetlen ?
Imi.
-
Szirty
őstag
Hi
Én érdeklődő vagyok szóval nemigazán szagolok hozzá a témához, fogalmam van róla, hogy micsoda középsuliban elektronikát tanultam pár órát foglalkoztunk a témával de inkább érdekesség szintjén.Egy olyan kérdésem lenne hogy hogy tudnék egy füstölő ill hűtésrendszert automatizálni?gondolok itt a hőmérséklet szabályozás szelepek,külömböző mechanikai elkemek automatizálására természetesen ezeknek összhangban kéne hogy működjenek.mennyibe kerülne?és Hogy tudnám megvalósítani?A segítséget előre is köszönöm Helló Adish!
"Én érdeklődő vagyok szóval nemigazán szagolok hozzá a témához, fogalmam van róla, hogy micsoda középsuliban elektronikát tanultam pár órát foglalkoztunk a témával"
Pár óra nem lesz elég háttérnek :>
"Egy olyan kérdésem lenne hogy hogy tudnék egy füstölő ill hűtésrendszert automatizálni?"
Ez egy viszonylag egyszerű feladat, de ha semmi háttered nincs, és gyors eredményt akarsz, akkor szólni kell valakinek aki képben van.
Ha te akarod megoldani, akkor foglalkozni kell a dologgal (sokat). Akár mikrovezérlővel csinálod, akár pl. PLC-vel.Lehet hogy egy óra alatt megírod a programot, de valószínűleg napokig fog tartani mire hozzá igazítod a kívánalmakhoz és körülménekhez...
Kezdetnek jó feladat -
Pato7
csendes tag
Hi
Én érdeklődő vagyok szóval nemigazán szagolok hozzá a témához, fogalmam van róla, hogy micsoda középsuliban elektronikát tanultam pár órát foglalkoztunk a témával de inkább érdekesség szintjén.Egy olyan kérdésem lenne hogy hogy tudnék egy füstölő ill hűtésrendszert automatizálni?gondolok itt a hőmérséklet szabályozás szelepek,külömböző mechanikai elkemek automatizálására természetesen ezeknek összhangban kéne hogy működjenek.mennyibe kerülne?és Hogy tudnám megvalósítani?A segítséget előre is köszönöm Szia Adish!
Ez nem ilyen egyszerű, mert rengeteg féle rendszer, és plc létezik!Amennyiben konkrét kérdéseid vannak, vagy konkrét elképzelésed a gépről, vagy komlyan gondolod a kivitelezést, írj privátba, és ott egyeztethetünk konkrétabban!
Pato
-
 Adish
csendes tag
Adish
csendes tag
Hi
Én érdeklődő vagyok szóval nemigazán szagolok hozzá a témához, fogalmam van róla, hogy micsoda középsuliban elektronikát tanultam pár órát foglalkoztunk a témával de inkább érdekesség szintjén.Egy olyan kérdésem lenne hogy hogy tudnék egy füstölő ill hűtésrendszert automatizálni?gondolok itt a hőmérséklet szabályozás szelepek,külömböző mechanikai elkemek automatizálására természetesen ezeknek összhangban kéne hogy működjenek.mennyibe kerülne?és Hogy tudnám megvalósítani?A segítséget előre is köszönöm -
Pato7
csendes tag
Eladó:
-Intelligens relé:SMT-ED-R20 2darab
-Moeller Easy (620-DC-TC)
-Digitális és manuális hőmérséklet szabályzók
-"J" tipusú hőelem
-Digitális nyomásérzékelő (SMC)
-Omron PLC
-Fűtőpatronok 200-300W
-Fotokapcsolók és szenzorok
-Végállás kapcsolók
stb-stb
Új ás használt is!
Érdeklődj, megegyezünk.. -
 DasBoot
aktív tag
DasBoot
aktív tag
-
DasBoot
aktív tag
Szép napot kívánok mindenkinek. Új belépőként üdvözlök mindenkit.
DasBoot -
 Joy1
csendes tag
Joy1
csendes tag
Sziasztok!
Megoldódott a probléma egy tartalék plc-vel.
Minden ugyanúgy kötöttem be és megy szépen.
A másiknál meg megpróbálom, felrakom rá a bővítő kártyát és azokat a kimeneteket használom ha jó. Ha nem akkor megszívtam mert használtan vettem.
Nem érdekel valakit a len említett plc?
CPU CJ1M-23CPU
DeviceNet CJ1W-DRM21
Ethernet CJ1W-ETN11
Power Supply CJ1W-PA20Szia!
A CJ1M-CPU23-ta mire tartod? -
Pato7
csendes tag
Sziasztok!
PLC-s segítség kellene! Van egy optikai lencséket tisztító masinám, aminek a vezérlése Selectron PLC 512. 80-as évek végén készült de müködik szépen. Az LPT porthoz hasonló de hosszabb csatlakozó van rajta. Az egyes lépések sorrendjét szeretném megváltoztatni, de a svájci cég (Selectron) azt közölte hogy ez a berendezés túl öreg és ők sajna nem tudnak már segíteni
 Azt javasolták cseréljem le rajta a komplett vezérlést egy újra. Van rá remény hogy széles e hazában akad olyan aki ért ehhez a típushoz és hajlandó is bajlódni vele??? Én sajnos kukkot se értek a plc-khez.
Azt javasolták cseréljem le rajta a komplett vezérlést egy újra. Van rá remény hogy széles e hazában akad olyan aki ért ehhez a típushoz és hajlandó is bajlódni vele??? Én sajnos kukkot se értek a plc-khez.Szia!
Írj privát üzenetet konkrétabban, és nem ártana fénykép sem a csatiról!Üdv
-
 europtik
csendes tag
europtik
csendes tag
Sziasztok!
PLC-s segítség kellene! Van egy optikai lencséket tisztító masinám, aminek a vezérlése Selectron PLC 512. 80-as évek végén készült de müködik szépen. Az LPT porthoz hasonló de hosszabb csatlakozó van rajta. Az egyes lépések sorrendjét szeretném megváltoztatni, de a svájci cég (Selectron) azt közölte hogy ez a berendezés túl öreg és ők sajna nem tudnak már segíteni
Azt javasolták cseréljem le rajta a komplett vezérlést egy újra. Van rá remény hogy széles e hazában akad olyan aki ért ehhez a típushoz és hajlandó is bajlódni vele??? Én sajnos kukkot se értek a plc-khez. -
 Rgida1
csendes tag
Rgida1
csendes tag
Helló sziasztok.
Segítséget szeretnék tőletek kérni! Szakdolgozat írásba vagyok, és nagyon elakadtam. Az a problémám hogy a témám nem valami kirobbanóan érdekes dolog, de sajnos mikor leadtam arra még nem gondoltam hogy majd nem tudok róla mit írni, csak arra hogy ezt a programot talán még én is meg tudom csinálni. Egy SAMSUNG FARA F700 as PLC-vel vezérlünk, egy gyártósorvégi lehordót, ami pozícióba állatja a dobozolt TV-ket úgy, hogy azok egymással szemben helyezkedjenek el négyesével a targonca előtt. Na most nekem az lenne a kérésem, hogy adjatok nekem ötleteket mégis miről lehetne összeírni 60.000 karaktert ezzel kapcsolatban. Nagyon tudnék örülni, hasonló témával, vagy bármilyen FARA plc-vel foglalkozó írásnak, esetleg szakdolgozatnak. Minden segítséget előre is köszönök szépen!

Szia!
Ez ami a képen van azt már kidobtuk,de ha még a dokumentációk nem lettek kidobva megnézem mit lehet még róla találni. -
Pato7
csendes tag
-
szeman
csendes tag
Keresek debreceni helyszínen PLC programozásra bérmunkást.
Feladat : PLC - PC kapcsolat, grafikus kezelői felülethez.
-
Pato7
csendes tag
Eladó:
-Intelligens relé:SMT-ED-R20 2darab
-Moeller Easy
-Digitális és manuális hőmérséklet szabályzók
-"J" tipusú hőelem
-Digitális nyomásérzékelő (SMC)
-Omron PLC
-Fűtőpatronok 200-300W
-Fotokapcsolók és szenzorok
-Végállás kapcsolók
stb-stbÚj ás használt is!
Érdeklődj, megegyezünk.. -
And
veterán
Helló And!
"A jelenség csak esetleges, vagy adott konfiguráció és program esetén mindig előjön? Addig kell próbálkozni, míg egyszer csak sikerül a letöltés? Van ezzel kapcsolatban tapasztalatod?"
Nos én is csak annyit tudok mint te: belefutottam a problémába.
Reprodukálni nem sikerült. Pontosabban sikerült, mert töbször is előfordult, de szándékosan nem tudom előidézni a jelenséget.
Ugyanazt a CPU-t azóta már számtalanszor újratöltöttem, és azóta hogy 3 MMC kártyát szétcseszett, kutya baja.
Kérdeztem siemens-eseket, de akit kérdeztem, még nem hallott a problémáról.Nálad mi a CPU pontos típusa és száma? (order number)?
Kösz a választ, akkor van még remény
 .
.
Típus: CPU 315-2DP (6ES7 315-2AG10-0AB0). -
Szirty
őstag
Néztem, én is azt linkeltem. Örültem is, hogy végre valami
. A kártyákat már meggyógyítottam a hozzájuk való image-fájlokkal (elvileg, majd hétfőn kiderül, sikerült-e), csak nem tudom, mitől jött épp most elő ez a gond. Ráadásul egy másik, de ugyanilyen típusú CPU-példányon, másik kártyával is ugyanezt csinálta, pedig korábban mindkét párost többször is módosítottuk.
A "jelenlegi verzió" alatt a következőt értettem: a mi moduljainkon elvileg 2.0.0-ás ill. 2.0.8-as fw van, az aktuális utolsó egészen friss kiadás pedig a v2.6.9-es (köztük 7-8 másik verziószámú fw is van). A feature- és buglista egyébként meglehetősen hosszú a frissítések leírásában. Az egyik feltétel a frissítéshez, idézet a Siemens-től: "The module in the station whose firmware is to be updated must have firmware version V2.6.1 or higher and be accessible online." Tehát vagy több lépcsőben kell frissíteni, vagy egyáltalán nem is lehet. Ezen felül a bootloadernek külön verziószáma van, és annál is van megkötés, minimum A0.21.0 számúnak kell lennie. Elvileg frissíthető MMC-n keresztül is, de ehhez nincsenek meg a megfelelő eszközeink, ahogy látom.
Igazából az érdekelne, hogy mit lehet tenni, ha nem lehet frissíteni a CPU-t (vagy az hatástalan marad)? A jelenség csak esetleges, vagy adott konfiguráció és program esetén mindig előjön? Addig kell próbálkozni, míg egyszer csak sikerül a letöltés? Van ezzel kapcsolatban tapasztalatod?Helló And!
"A jelenség csak esetleges, vagy adott konfiguráció és program esetén mindig előjön? Addig kell próbálkozni, míg egyszer csak sikerül a letöltés? Van ezzel kapcsolatban tapasztalatod?"
Nos én is csak annyit tudok mint te: belefutottam a problémába.
Reprodukálni nem sikerült. Pontosabban sikerült, mert töbször is előfordult, de szándékosan nem tudom előidézni a jelenséget.
Ugyanazt a CPU-t azóta már számtalanszor újratöltöttem, és azóta hogy 3 MMC kártyát szétcseszett, kutya baja.
Kérdeztem siemens-eseket, de akit kérdeztem, még nem hallott a problémáról.Nálad mi a CPU pontos típusa és száma? (order number)?
-
And
veterán
Hali And!
"Siemens oldalán láttam, hogy létezik egy rakás újabb firmware is az említett CPU-hoz (a mi példányunkon még talán a v2.0.0 van, ha a feliratát jól láttam). Érdemes lehet azt frissíteni?"
Véleményem (sejtésem) szerint ezt a problémát szoftverhiba okozza.
Ha így van, akkor a firmware csere segíthet a problémán (feltéve hogy a siemens is tud a problémáról és javította azt)."A legutolsó fw-hez pl. azt írják, hogy azt csak a jelenleginél frissebb kiinduló verzióra lehet ráfrissíteni, ami azért elég vicces."
Azt nem teljesen értem mit kell érteni a "jelenlegi verzió" alatt, de szerintem az érthető ha egy újabb firmware-t nem lehet akármelyik verzióra rátenni, hiszen közben a hardware is változik...
A "tönkretett" MMC feléleszthető ha PC-vel ráírsz egy gyári MMC image-et.
Itt van némi infó.
Ha már nézted, akkor bocs...Néztem, én is azt linkeltem. Örültem is, hogy végre valami
. A kártyákat már meggyógyítottam a hozzájuk való image-fájlokkal (elvileg, majd hétfőn kiderül, sikerült-e), csak nem tudom, mitől jött épp most elő ez a gond. Ráadásul egy másik, de ugyanilyen típusú CPU-példányon, másik kártyával is ugyanezt csinálta, pedig korábban mindkét párost többször is módosítottuk.
A "jelenlegi verzió" alatt a következőt értettem: a mi moduljainkon elvileg 2.0.0-ás ill. 2.0.8-as fw van, az aktuális utolsó egészen friss kiadás pedig a v2.6.9-es (köztük 7-8 másik verziószámú fw is van). A feature- és buglista egyébként meglehetősen hosszú a frissítések leírásában. Az egyik feltétel a frissítéshez, idézet a Siemens-től: "The module in the station whose firmware is to be updated must have firmware version V2.6.1 or higher and be accessible online." Tehát vagy több lépcsőben kell frissíteni, vagy egyáltalán nem is lehet. Ezen felül a bootloadernek külön verziószáma van, és annál is van megkötés, minimum A0.21.0 számúnak kell lennie. Elvileg frissíthető MMC-n keresztül is, de ehhez nincsenek meg a megfelelő eszközeink, ahogy látom.
Igazából az érdekelne, hogy mit lehet tenni, ha nem lehet frissíteni a CPU-t (vagy az hatástalan marad)? A jelenség csak esetleges, vagy adott konfiguráció és program esetén mindig előjön? Addig kell próbálkozni, míg egyszer csak sikerül a letöltés? Van ezzel kapcsolatban tapasztalatod? -
Szirty
őstag
Üdv! Egy Siemens S7 315-2DP vezérlőnél belefutottam a Szirty által is említett MMC-problémába. Már az is megnyugtató, hogy találtam róla valamit, mert eddig nem nagyon tudtam, mivel állok szemben. Azt észrevettem, hogy kártya nélkül nincs hibajelenség, de egymás után zsinórban két kártyát is 'elrontottam', mindig a program letöltésekor. Ki lehet küszöbölni ez a jelenséget valahogy? A Siemens oldalán láttam, hogy létezik egy rakás újabb firmware is az említett CPU-hoz (a mi példányunkon még talán a v2.0.0 van, ha a feliratát jól láttam). Érdemes lehet azt frissíteni? A legutolsó fw-hez pl. azt írják, hogy azt csak a jelenleginél frissebb kiinduló verzióra lehet ráfrissíteni, ami azért elég vicces. A kártyákat egyelőre felélesztettem, de ez csak részeredmény.
Onnan indult a dolog, hogy a PLC remote I/O-egységének egyik Ex-es modulja meghibásodott, emiatt kellett belenyúlni a hw-konfigurációba, és az érintett inputokat egy másik modul (amelyen volt még szabad csatorna) címére áthivatkozni a programban.Hali And!
"Siemens oldalán láttam, hogy létezik egy rakás újabb firmware is az említett CPU-hoz (a mi példányunkon még talán a v2.0.0 van, ha a feliratát jól láttam). Érdemes lehet azt frissíteni?"
Véleményem (sejtésem) szerint ezt a problémát szoftverhiba okozza.
Ha így van, akkor a firmware csere segíthet a problémán (feltéve hogy a siemens is tud a problémáról és javította azt)."A legutolsó fw-hez pl. azt írják, hogy azt csak a jelenleginél frissebb kiinduló verzióra lehet ráfrissíteni, ami azért elég vicces."
Azt nem teljesen értem mit kell érteni a "jelenlegi verzió" alatt, de szerintem az érthető ha egy újabb firmware-t nem lehet akármelyik verzióra rátenni, hiszen közben a hardware is változik...
A "tönkretett" MMC feléleszthető ha PC-vel ráírsz egy gyári MMC image-et.
Itt van némi infó.
Ha már nézted, akkor bocs... -
And
veterán
Üdv! Egy Siemens S7 315-2DP vezérlőnél belefutottam a Szirty által is említett MMC-problémába. Már az is megnyugtató, hogy találtam róla valamit, mert eddig nem nagyon tudtam, mivel állok szemben. Azt észrevettem, hogy kártya nélkül nincs hibajelenség, de egymás után zsinórban két kártyát is 'elrontottam', mindig a program letöltésekor. Ki lehet küszöbölni ez a jelenséget valahogy? A Siemens oldalán láttam, hogy létezik egy rakás újabb firmware is az említett CPU-hoz (a mi példányunkon még talán a v2.0.0 van, ha a feliratát jól láttam). Érdemes lehet azt frissíteni? A legutolsó fw-hez pl. azt írják, hogy azt csak a jelenleginél frissebb kiinduló verzióra lehet ráfrissíteni, ami azért elég vicces. A kártyákat egyelőre felélesztettem, de ez csak részeredmény.
Onnan indult a dolog, hogy a PLC remote I/O-egységének egyik Ex-es modulja meghibásodott, emiatt kellett belenyúlni a hw-konfigurációba, és az érintett inputokat egy másik modul (amelyen volt még szabad csatorna) címére áthivatkozni a programban. -
Szirty
őstag
Sziasztok
A következő problémára keresem a megoldást.
Adott omron cpm2c plc nt20s terminal.
Az nt terninállról a timerek időzítését szeretném módosítani.Thumbweel Switch kiolvassa a plc-ből az aktuális értéket de ha modosítani szerenék akkor mindig vissza áll eredeti értékre.A limit érték be van állítva, nem tudom, hogy hol a probléma Thumbweel Switch timer nek van beállítva.
Hali! belys!
"Thumbweel Switch kiolvassa a plc-ből az aktuális értéket de ha modosítani szerenék akkor mindig vissza áll eredeti értékre."
Amikor az aktuális értéket látod, akkor a timer pillanatnyi értékét látod, amit a PLC minden ciklusban újra ír. Ezért változik azonnal vissza.
Ha azt szeretnéd, hogy a terminálról állítható legyen a timer időzítése, akkor a timer SV értékét kell megadnod a terminálról.
Általában ez az SV konstans. Pl.: #0120
Itt kell konstans helyett valamileyn memória címet használni (pl. DM0010) majd az input mezőt a terminálban erre a címre irányítani. -
belys
csendes tag
Sziasztok!
Eladó 1db Moeller easy 619-DC-RC (vezérlő relé/mikro PLC) újszerű állapotban (tanulmányi célokra volt használva).
Tápfesz: 24V DC, 12 digit be (ezekből kettő 0...10V-os analóg bemenetként használható), 6 egymástól független relé ki (terhelhetőségük 10A 230V AC, 8A 24V DC) .priváthoz mail: easyrider2@freemail.hu
Sziasztok
A következő problémára keresem a megoldást.
Adott omron cpm2c plc nt20s terminal.
Az nt terninállról a timerek időzítését szeretném módosítani.Thumbweel Switch kiolvassa a plc-ből az aktuális értéket de ha modosítani szerenék akkor mindig vissza áll eredeti értékre.A limit érték be van állítva, nem tudom, hogy hol a probléma Thumbweel Switch timer nek van beállítva.
-
 Easyrider2
csendes tag
Easyrider2
csendes tag
Sziasztok!
Eladó 1db Moeller easy 619-DC-RC (vezérlő relé/mikro PLC) újszerű állapotban (tanulmányi célokra volt használva).
Tápfesz: 24V DC, 12 digit be (ezekből kettő 0...10V-os analóg bemenetként használható), 6 egymástól független relé ki (terhelhetőségük 10A 230V AC, 8A 24V DC) .priváthoz mail: easyrider2@freemail.hu
-
Szirty
őstag
Köszönöm a válaszod!
Sajnos sem a PLC-hez,sem a programozásukhoz nem értek (erre szerintem rájöttél),ezért nem tudtam,hogy nem csak a saját analóg bemenetein szerezhet tudomást pl az áramérték változásáról,hanem esetleg az RS232 porton is.Az említett PLC-nek természetesen van befolyása a motorra!Mégegyszer köszi!
Üdv:ThomassHelló thomass!
"ezért nem tudtam,hogy nem csak a saját analóg bemenetein szerezhet tudomást pl az áramérték változásáról,hanem esetleg az RS232 porton is."
Bármilyen analóg jel digitalizálás után csak egy szám. Ezért egy analóg jelet minden olyan módon lehet továbbítani a PLC-be, amivel egy bináris számot lehet
Ha az a PLC ténylegesen beolvassa RS232-n keresztül az áramnak megfelelő értéket, akkor egy egyszerű összehasonlítással és időzítővel gyakorlatilag egyetlen programsorban megoldható amit szeretnél. -
 thomass
csendes tag
thomass
csendes tag
Elnézést még egy kérdésem lenne!
Ha az említett Omron PLC elé szeretnék egy szünetmentes áramforrást kapcsolni,amivel legalább 20-30 percig a kommunikációra képes és jelzi a hibát milyen berendezés felel meg a feladatra leginkább?
A válaszokat előre is köszönöm! -
thomass
csendes tag
Köszönöm a válaszod!
Sajnos sem a PLC-hez,sem a programozásukhoz nem értek (erre szerintem rájöttél),ezért nem tudtam,hogy nem csak a saját analóg bemenetein szerezhet tudomást pl az áramérték változásáról,hanem esetleg az RS232 porton is.Az említett PLC-nek természetesen van befolyása a motorra!Mégegyszer köszi!
Üdv:Thomass -
Szirty
őstag
Üdvözlök Mindenkit!
Először is elnézést a kezdő kérdésért,de egy feladatot szeretnék megérteni!
Egy OMRON CPM2A PLC mellé telepített intelligens modem analóg bemenetére egy szabványos 4-20mA áramtávadóval egy átemelő szivattyú áramfelvételét méri és továbbítja a PLC-nek, a PLC pedig URH adatátvitellel lekérdezéskor küldi a felügyeleti központba.A PLC és modem soros porton kapcsolódnak.
A kérdésem az lenne ,hogy van-e lehetőség a mért áramjel alapján, hogy kis motoráramnál (szárazonfutás) a PLC leállítsa a szivattyúkat?
A válaszokat előre is köszönöm!Hali!
"A kérdésem az lenne ,hogy van-e lehetőség a mért áramjel alapján, hogy kis motoráramnál (szárazonfutás) a PLC leállítsa a szivattyúkat?"
Ha a PLC-nek "tudomása" van a motor áramról és befolyása a motorra (le tudja állítani) akkor természetesen igen
-
Pato7
csendes tag
-
thomass
csendes tag
Üdvözlök Mindenkit!
Először is elnézést a kezdő kérdésért,de egy feladatot szeretnék megérteni!
Egy OMRON CPM2A PLC mellé telepített intelligens modem analóg bemenetére egy szabványos 4-20mA áramtávadóval egy átemelő szivattyú áramfelvételét méri és továbbítja a PLC-nek, a PLC pedig URH adatátvitellel lekérdezéskor küldi a felügyeleti központba.A PLC és modem soros porton kapcsolódnak.
A kérdésem az lenne ,hogy van-e lehetőség a mért áramjel alapján, hogy kis motoráramnál (szárazonfutás) a PLC leállítsa a szivattyúkat?
A válaszokat előre is köszönöm! -
belys
csendes tag
Hi
Ha valaki tudna segíteni, hogy lehet megoldani a programban lévő a timer időket tudjam módosítani NT20S terminálban.Ha lehet példa progi jól jönne.
Kösz
-
belys
csendes tag
Sziasztok!
Megoldódott a probléma egy tartalék plc-vel.
Minden ugyanúgy kötöttem be és megy szépen.
A másiknál meg megpróbálom, felrakom rá a bővítő kártyát és azokat a kimeneteket használom ha jó. Ha nem akkor megszívtam mert használtan vettem.
Nem érdekel valakit a len említett plc?
CPU CJ1M-23CPU
DeviceNet CJ1W-DRM21
Ethernet CJ1W-ETN11
Power Supply CJ1W-PA20 -
Pato7
csendes tag
Doksiban 8 tranzisztoros kimenet (PNP) CPM2C-20CDT1-D
Bocs hogy bénázok de nem igazán foglalkoztam ezzel a témával.
Nekem is apríték égetőnek a vezérlését végezné a plc.
A következő gon ha ez megoldódik a NT terminal kapcsolat lesz.(de az nem kell a teszthez)
De be kéne üzemelnem, hogy ki tudjuk próbálni a masinát de csak szívok.Értelek!
Hát én egyszer régebben nagyon beszívtam a tranyós kimenetekkel, azóta ha csak tehetem, relés kimenetű vezérlőket használok!De utánanézek még!
-
belys
csendes tag
Doksiban 8 tranzisztoros kimenet (PNP) CPM2C-20CDT1-D
Bocs hogy bénázok de nem igazán foglalkoztam ezzel a témával.
Nekem is apríték égetőnek a vezérlését végezné a plc.
A következő gon ha ez megoldódik a NT terminal kapcsolat lesz.(de az nem kell a teszthez)
De be kéne üzemelnem, hogy ki tudjuk próbálni a masinát de csak szívok. -
Pato7
csendes tag
Periféria port láb kiosztását nem tudom. Nincs RS232 port a plc-n
Az első probánál a plc tápról probálkoztam de nem ment, második verz még egy plc tápegységet fogtam be, amivel csak a kimenetet hajtottam meg. De igy sem működik.
CPM2C-20CDT1C-D a tipus 12be 8 ki menet.
Nem tudom de lehet hogy valamit elkötöttem de nem tudom hogy mit.
9 +
10 -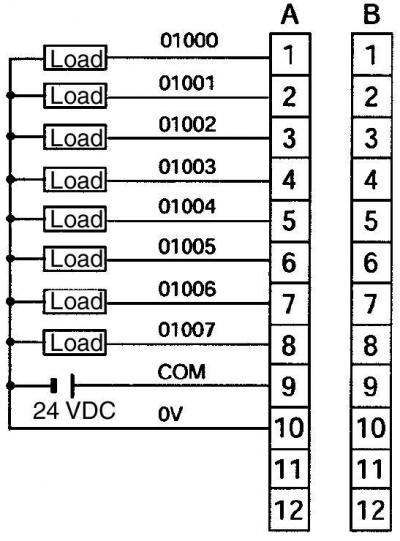
Mérni most nem tudok csak holnap.
Amúgy BUÉK!
Nem árt tisztázni a polaritásokat!
A rajz alapján a kimenetekre negatív jeleket adsz ki, tehát a kimeneteket megtáplált erőforrás (saját táp/külső tápegység) ellentétes pólusát, vagyis pozitv jelet kell adj a relé megfelelő, valószínűleg A1-es pontjára!
Hajrá! -
belys
csendes tag
-
belys
csendes tag
Hali!
"Nem tudom de lehet hogy valamit elkötöttem de nem tudom hogy mit."
Sajna nincs bekötésem hogy azzal összehasonlíthassam.
A tápegységet azért kérdeztem, mert egyes CPU-k 24V-os segédtáp kimenete alkalmas a modulok megtáplálására, de a kimeneti modulok terheléséhez már kevés (max 0.1A).Mekkora árammal terheled a kimenetet? (max 0.2/0.3A kimenetenként).
"Periféria port láb kiosztását nem tudom. Nincs RS232 port a plc-n"
Akkor neked nem kábel bekötés kell, hanem egy RS232 interfész.
Úgy hívják, hogy CIF01Létezik bábel amivel össze lehet kötni periféria csati megy a plc-re rs232 a másik csati az meg a terminálra.Csak egy kicsit sok 17k érte.
De köv évbe -
Szirty
őstag
Periféria port láb kiosztását nem tudom. Nincs RS232 port a plc-n
Az első probánál a plc tápról probálkoztam de nem ment, második verz még egy plc tápegységet fogtam be, amivel csak a kimenetet hajtottam meg. De igy sem működik.
CPM2C-20CDT1C-D a tipus 12be 8 ki menet.
Nem tudom de lehet hogy valamit elkötöttem de nem tudom hogy mit.
9 +
10 -Mérni most nem tudok csak holnap.
Amúgy BUÉK!
Hali!
"Nem tudom de lehet hogy valamit elkötöttem de nem tudom hogy mit."
Sajna nincs bekötésem hogy azzal összehasonlíthassam.
A tápegységet azért kérdeztem, mert egyes CPU-k 24V-os segédtáp kimenete alkalmas a modulok megtáplálására, de a kimeneti modulok terheléséhez már kevés (max 0.1A).Mekkora árammal terheled a kimenetet? (max 0.2/0.3A kimenetenként).
"Periféria port láb kiosztását nem tudom. Nincs RS232 port a plc-n"
Akkor neked nem kábel bekötés kell, hanem egy RS232 interfész.
Úgy hívják, hogy CIF01 -
belys
csendes tag
Helló belys!
"Van egy Omron CPM2C plc amit össze szeretnék kötni NT terminállal, és programozó kábelt szeretném átforasztani, de nincs rajrom hozzá."
Elvileg ez jó lesz:

"Másik probléma a kimeneten 24v mérek, de amint egy relét kötök a kimenetre akkor a feszültség leesik 10 v körül."
- Mivel táplálod a kimenetet?
- Amikor a kimenetet bekapcsolod és a fesz rajta 10V, akkor mekkora a kimetet közös pontját tápláló tápfeszültség értéke?
- Mekkora árammal terheled a kimenetet?
- Pontosan milyen fajta, milyen típusú az a kimenet?Periféria port láb kiosztását nem tudom. Nincs RS232 port a plc-n
Az első probánál a plc tápról probálkoztam de nem ment, második verz még egy plc tápegységet fogtam be, amivel csak a kimenetet hajtottam meg. De igy sem működik.
CPM2C-20CDT1C-D a tipus 12be 8 ki menet.
Nem tudom de lehet hogy valamit elkötöttem de nem tudom hogy mit.
9 +
10 -Mérni most nem tudok csak holnap.
Amúgy BUÉK!
-
Szirty
őstag
Sziasztok!
Egy kis segítséget szeretnék kérni.
Van egy Omron CPM2C plc amit össze szeretnék kötni NT terminállal, és programozó kábelt szeretném átforasztani, de nincs rajrom hozzá.
Másik probléma a kimeneten 24v mérek, de amint egy relét kötök a kimenetre akkor a feszültség leesik 10 v körül.
Nem tudom mi a gond, ha van ötlet akkor segítsetek légyszíves mert nem igazán dolgoztam még omronnal. Lehet hogy a bekötéssel van valami gond de már két napot elcsesztem rá és nem találtam a hibát.Helló belys!
"Van egy Omron CPM2C plc amit össze szeretnék kötni NT terminállal, és programozó kábelt szeretném átforasztani, de nincs rajrom hozzá."
Elvileg ez jó lesz:
"Másik probléma a kimeneten 24v mérek, de amint egy relét kötök a kimenetre akkor a feszültség leesik 10 v körül."
- Mivel táplálod a kimenetet?
- Amikor a kimenetet bekapcsolod és a fesz rajta 10V, akkor mekkora a kimetet közös pontját tápláló tápfeszültség értéke?
- Mekkora árammal terheled a kimenetet?
- Pontosan milyen fajta, milyen típusú az a kimenet? -
belys
csendes tag
Sziasztok!
Egy kis segítséget szeretnék kérni.
Van egy Omron CPM2C plc amit össze szeretnék kötni NT terminállal, és programozó kábelt szeretném átforasztani, de nincs rajrom hozzá.
Másik probléma a kimeneten 24v mérek, de amint egy relét kötök a kimenetre akkor a feszültség leesik 10 v körül.
Nem tudom mi a gond, ha van ötlet akkor segítsetek légyszíves mert nem igazán dolgoztam még omronnal. Lehet hogy a bekötéssel van valami gond de már két napot elcsesztem rá és nem találtam a hibát. -
Bandi18
tag
Hellosztok
Köszönöm a helpet amit még novemberben adtatok sikerült a PLC vizsgám 4-es lett nagy THX
-
moseras
tag
Pt100 vs NTC kérdéskör: én is úgy tudtam, hogy az NTC-k nincsenek szabványosítva. A Testo oldalán viszont ebben a pdf-ben azt írják, hogy a jelleggörbék és a tűrések szabványosak. Sőt, a -25...+75°C tartományban használatos 'alapkivitelű' NTC-k pontossága 0,2°C, amely még az A-osztályú Pt100 érzékelőknél is jobb. Aztán a 2. oldalon meg már ezt említik: "Az NTC mérési adat
felvevõkre/felfogókra nem vonatkozik szabvány.". Szóval érdekes..
Nem is tudom, hogy használnak-e tömegesen NTC-t az iparban. Én már kénytelen voltam 1-2 alkalommal egyedileg lekalibráltatni (szerencsére cégen belül) tizenvalahány darabot, és lineáris interpolációval közelíteni a köztes értékeket. Az nem ipari alkalmazás volt, és az ellenségemnek se kívánom ezt a módszert, de az adott áramkörbe muszáj volt NTC-t tenni. Tény, hogy vannak szabványos jelleggörbék, melyek az adott típus 25°C-ra vonatkozó (egyébként sajnos sok százalék alaptűrésű) értékére szorzószámokat adnak meg, amelyekkel kiszámítható az adott fajta ellenállása egy bizonyos hőmérsékleten. Itt látható egy ilyen, Epcos-gyártmányú NTC-khez kiadott szorzótábla: [link]. Ahhoz képest, hogy direkt ismert típusú (és ezzel elvileg megadott karakterisztikájú) példányokat szereztem be, a kalibrálás szerint a mért adatok jelentős eltérést adtak az adatlap alapján kiszorzott elméleti értékekhez viszonyítva. Tehát hiába az elméleti pontosság meg az adott karakterisztika, szerintem is jobban jársz, ha a Pt100-nál maradsz. A Pt100 nem olcsó, de azt a tökölődést senki sem fogja megfizetni, amit az NTC-ket választva kellene megcsinálnod.Szia.
"én is úgy tudtam, hogy az NTC-k nincsenek szabványosítva"
Lásd előző hozzászólás
"Az NTC mérési adatfelvevõkre/felfogókra"
Ezt én sem értem

"Epcos-gyártmányú NTC-khez kiadott szorzótábla:"
Ezek szerint van egy szabvány, és vannak a kivételek
Amit én ismerek WAGO-s PLC-ket, azokhoz van "NTC 20k" modul, és ott nincs semmilyen info arról, hogy van X db különböző altípus, és nekem kellene config bit/byte alapján ezek közül választani. 1%-os eszközöket keresünk, és lemérjük őket, majd beszámolok róla."a kalibrálás szerint a mért adatok jelentős eltérést adtak az adatlap alapján kiszorzott elméleti értékekhez viszonyítva"
Nem hangzik túl jól

Gyári minőséginek mondott termosztátokban is van NTC:
[link]"Nem is tudom, hogy használnak-e tömegesen NTC-t az iparban."
Igen, lakás témában, hűt/fűt, víz/levegős megoldásoknál használnak.
[L:http://www.honeywell.hu/catalog-ecc/ecatdata/md_ld83psspec.html][/L]Köszi.
Imi.
-
moseras
tag
Helló!
"Ha van 30 millió min. kapcsolásszámú relém (ez 7.5 év 8 másodpercre), akkor azzal kapcsolhatom őket probléma nélkül ?"
Hát nem tudom. Ha a relé érintkezők átmeneti ellenállása akár csak egy kicsit is megváltozik, az eléggé meg fogja hamisítani a mérést.
Hacsak nem úgy csinálod, hogy egy áramgenerátorral az összes Pt100-at sorbakötve konstans áramot adsz nekik és a hőmérők kivezetés párjait Pt100-anként kapcsolgatod relével az A/D-re. Így a reléken nem folyik át az áramgenerátor árama és csak feszt kapcsolgatnak, aminek eredményeképp az átmeneti ellenállás sokkal kevésbé befolyásolja a mérést. Nem tudom érdemes-e ilyesmivel kísérletezni. Az amatőr megoldások rendszerint megbosszulják magukat az iparban..."A másik kérdésem, hogy Pt100 helyett "NTC 20k"-t alkalmazni (0,5C pontossagra van szukseg 0-+30 tartomanyban) helyes e ? És melyik olcsóbb ?"
NTC szerintem sokkal olcsóbb.
Ilyen pontossághoz én Pt100-at használnék. Annak ismert (szabványos) a jelleggörbéje. Ezért könnyebb linearizálni. Az NTC esetében nem tudom ugyanez hogy menne. Esetleg jó sok méréssel fel lehet venni a görbéjét és annak alapján linearizálni. De kérdés marad mennyire egyformák ezek. Ha nem, akkor több mérés esetén mindegyiknél egyenként fel kell venni a görbét és megcsinálni a linearizálást, továbbá ha esetleg tönkre megy és cserélni kell...Üdv.
"Az NTC esetében nem tudom ugyanez hogy menne"
Tudtommal az NTC-k is szabvány szerinti görbe mentén haladnak. Pl. a WAGO-s "NTC 20k" fogadó modul is írja, hogy ő linearizálja a karakterisztikát, és én már egy SIGNED16bit-ben kapom meg a hőmérsékletet (1 digit per 0.1 °C). Semmi config bit/byte nincs, ahová esetleg meg tudnám adni, hogy ez most melyik altípusú eszköz. Persze ettől függetlenül ha egy gyártó azonos terméke is hatalmasakat szór, akkor gond van

"ha esetleg tönkre megy és cserélni kell..."
Igen, ettől félünk mi is. Keresek 1%-os NTC-t, ha meglesz, beszámolok róla.
Köszi.
Imi.
-
And
veterán
Sziasztok!
Pt100 (vagy Pt1000)-re keresek multiplexert. 20-25 darabot kell fogadni, és a nekik megfelelő számú illesztő (4 bemenetűek) sajnos nem fér bele a költségvetésbe. Lassú jelekről van szó, 10-20 sec mintavétel elég.
Ha van 30 millió min. kapcsolásszámú relém (ez 7.5 év 8 másodpercre), akkor azzal kapcsolhatom őket probléma nélkül ?
A másik kérdésem, hogy Pt100 helyett "NTC 20k"-t alkalmazni (0,5C pontossagra van szukseg 0-+30 tartomanyban) helyes e ? És melyik olcsóbb ?
Köszi.
Imi.
Pt100 vs NTC kérdéskör: én is úgy tudtam, hogy az NTC-k nincsenek szabványosítva. A Testo oldalán viszont ebben a pdf-ben azt írják, hogy a jelleggörbék és a tűrések szabványosak. Sőt, a -25...+75°C tartományban használatos 'alapkivitelű' NTC-k pontossága 0,2°C, amely még az A-osztályú Pt100 érzékelőknél is jobb. Aztán a 2. oldalon meg már ezt említik: "Az NTC mérési adat
felvevõkre/felfogókra nem vonatkozik szabvány.". Szóval érdekes..
Nem is tudom, hogy használnak-e tömegesen NTC-t az iparban. Én már kénytelen voltam 1-2 alkalommal egyedileg lekalibráltatni (szerencsére cégen belül) tizenvalahány darabot, és lineáris interpolációval közelíteni a köztes értékeket. Az nem ipari alkalmazás volt, és az ellenségemnek se kívánom ezt a módszert, de az adott áramkörbe muszáj volt NTC-t tenni. Tény, hogy vannak szabványos jelleggörbék, melyek az adott típus 25°C-ra vonatkozó (egyébként sajnos sok százalék alaptűrésű) értékére szorzószámokat adnak meg, amelyekkel kiszámítható az adott fajta ellenállása egy bizonyos hőmérsékleten. Itt látható egy ilyen, Epcos-gyártmányú NTC-khez kiadott szorzótábla: [link]. Ahhoz képest, hogy direkt ismert típusú (és ezzel elvileg megadott karakterisztikájú) példányokat szereztem be, a kalibrálás szerint a mért adatok jelentős eltérést adtak az adatlap alapján kiszorzott elméleti értékekhez viszonyítva. Tehát hiába az elméleti pontosság meg az adott karakterisztika, szerintem is jobban jársz, ha a Pt100-nál maradsz. A Pt100 nem olcsó, de azt a tökölődést senki sem fogja megfizetni, amit az NTC-ket választva kellene megcsinálnod. -
Szirty
őstag
Sziasztok!
Pt100 (vagy Pt1000)-re keresek multiplexert. 20-25 darabot kell fogadni, és a nekik megfelelő számú illesztő (4 bemenetűek) sajnos nem fér bele a költségvetésbe. Lassú jelekről van szó, 10-20 sec mintavétel elég.
Ha van 30 millió min. kapcsolásszámú relém (ez 7.5 év 8 másodpercre), akkor azzal kapcsolhatom őket probléma nélkül ?
A másik kérdésem, hogy Pt100 helyett "NTC 20k"-t alkalmazni (0,5C pontossagra van szukseg 0-+30 tartomanyban) helyes e ? És melyik olcsóbb ?
Köszi.
Imi.
Helló!
"Ha van 30 millió min. kapcsolásszámú relém (ez 7.5 év 8 másodpercre), akkor azzal kapcsolhatom őket probléma nélkül ?"
Hát nem tudom. Ha a relé érintkezők átmeneti ellenállása akár csak egy kicsit is megváltozik, az eléggé meg fogja hamisítani a mérést.
Hacsak nem úgy csinálod, hogy egy áramgenerátorral az összes Pt100-at sorbakötve konstans áramot adsz nekik és a hőmérők kivezetés párjait Pt100-anként kapcsolgatod relével az A/D-re. Így a reléken nem folyik át az áramgenerátor árama és csak feszt kapcsolgatnak, aminek eredményeképp az átmeneti ellenállás sokkal kevésbé befolyásolja a mérést. Nem tudom érdemes-e ilyesmivel kísérletezni. Az amatőr megoldások rendszerint megbosszulják magukat az iparban..."A másik kérdésem, hogy Pt100 helyett "NTC 20k"-t alkalmazni (0,5C pontossagra van szukseg 0-+30 tartomanyban) helyes e ? És melyik olcsóbb ?"
NTC szerintem sokkal olcsóbb.
Ilyen pontossághoz én Pt100-at használnék. Annak ismert (szabványos) a jelleggörbéje. Ezért könnyebb linearizálni. Az NTC esetében nem tudom ugyanez hogy menne. Esetleg jó sok méréssel fel lehet venni a görbéjét és annak alapján linearizálni. De kérdés marad mennyire egyformák ezek. Ha nem, akkor több mérés esetén mindegyiknél egyenként fel kell venni a görbét és megcsinálni a linearizálást, továbbá ha esetleg tönkre megy és cserélni kell... -
moseras
tag
Sziasztok!
Pt100 (vagy Pt1000)-re keresek multiplexert. 20-25 darabot kell fogadni, és a nekik megfelelő számú illesztő (4 bemenetűek) sajnos nem fér bele a költségvetésbe. Lassú jelekről van szó, 10-20 sec mintavétel elég.
Ha van 30 millió min. kapcsolásszámú relém (ez 7.5 év 8 másodpercre), akkor azzal kapcsolhatom őket probléma nélkül ?
A másik kérdésem, hogy Pt100 helyett "NTC 20k"-t alkalmazni (0,5C pontossagra van szukseg 0-+30 tartomanyban) helyes e ? És melyik olcsóbb ?
Köszi.
Imi.
-
Atok79
csendes tag
Üdv.
"csak létradiagramban szoktam garázdálkodni"
Szerintem ezt abban is meg lehet oldani, bár igaz, hogy nem próbáltam.
Az enyém FB (funkció blokk)-ban van leírva. Tuti, hogy a te környezetedben is van ilyen.
"Milyen PLC lehet"
A PLC bármilyen CodeSys alapú eszköz lehet, pl. Beckhoff, WAGO, és talán a Moeller is ilyen.
Imi.
Üdv.Az RsLogix5 és Rslogix500-al csak létradiagramban lehet programozni...
Cserébe nagyon kezes és érthető a fejlesztői környezet, szerintem nagyon jó help-el.... -
moseras
tag
Üdv.
"csak létradiagramban szoktam garázdálkodni"
Szerintem ezt abban is meg lehet oldani, bár igaz, hogy nem próbáltam.
Az enyém FB (funkció blokk)-ban van leírva. Tuti, hogy a te környezetedben is van ilyen.
"Milyen PLC lehet"
A PLC bármilyen CodeSys alapú eszköz lehet, pl. Beckhoff, WAGO, és talán a Moeller is ilyen.
Imi.
-
Atok79
csendes tag
Szia.
"mi az a state az egyes sorok végén?"
Az állapotautomata belső állapotát leíró változó neve.
Az állapotautomatákról pl. itt olvashatsz:
[link]A nyomástesztet valahogy így írnám le (felülről lefelé nézve az új állapotot kikódoló sorokat):
1. ha HIBA állapotban vagyok, ÉS nyomom a RESET-et, VAGY a blokk nincs engedélyezve, akkor NORMAL állapotba megyek
2. egyébként: ha NORMAL állapotban vagyok, ÉS alacsony a nyomás, akkor TÖLT állapotba megyek
3. egyébként: ha TÖLT állapotban vagyok, ÉS a nyomásom eléri VAGY meghaladja a 3.0 bar-t, akkor visszamegyek NORMAL állapotba
4. egyébként: ha a nyomásom magas, akkor átmegyek HIBA állapotba
5. egyébként: a state maradjon az ami, tehát state := state (ha ismered a CASE szerkezetet, akkor ez itt a DEFAULT ág)
Azt is láthatod, hogy a HIBA állapotból csak a RESET hozza ki, tehát ha oda bekerült, akkor csak emberi beavatkozással lehet onnan kivenni.
Ha belegondolsz, akkor ez nem más, mint egy grafikus leírása ezeknek:
if (state == egyik_allapot) {
if (feltetel)
state := masik_allapot;
} else if () {
} else fi () {
} else {
state := state;
}vagy:
case (state) {
case egyik_allapot:
if (feltetel)
state := masik_allapot;
...
default:
state := state;
}Persze, ezt le lehet írni ST-ben is, ki hogy szeretné. Az ST-vel az a baj, hogy a gépészeknek hiába mutatod, nem látják a lényeget, viszont a grafikus leírás sokkal jobban szemlélteti a feladat megoldását.
Imi.
Köszönöm a válaszod.
Én sajnos(remélem egyenlőre) csak létradiagramban szoktam garázdálkodni,ezt iscsak Allen Bradley plc-k ben, így nekem ez új...
de letöltöttem egy syswin nevű szoftvert,ha jól tudom omron plc-khez van..
ezzel fogok ismerkedni szabadidőmben.. -
moseras
tag
Szia.
"mi az a state az egyes sorok végén?"
Az állapotautomata belső állapotát leíró változó neve.
Az állapotautomatákról pl. itt olvashatsz:
[link]A nyomástesztet valahogy így írnám le (felülről lefelé nézve az új állapotot kikódoló sorokat):
1. ha HIBA állapotban vagyok, ÉS nyomom a RESET-et, VAGY a blokk nincs engedélyezve, akkor NORMAL állapotba megyek
2. egyébként: ha NORMAL állapotban vagyok, ÉS alacsony a nyomás, akkor TÖLT állapotba megyek
3. egyébként: ha TÖLT állapotban vagyok, ÉS a nyomásom eléri VAGY meghaladja a 3.0 bar-t, akkor visszamegyek NORMAL állapotba
4. egyébként: ha a nyomásom magas, akkor átmegyek HIBA állapotba
5. egyébként: a state maradjon az ami, tehát state := state (ha ismered a CASE szerkezetet, akkor ez itt a DEFAULT ág)
Azt is láthatod, hogy a HIBA állapotból csak a RESET hozza ki, tehát ha oda bekerült, akkor csak emberi beavatkozással lehet onnan kivenni.
Ha belegondolsz, akkor ez nem más, mint egy grafikus leírása ezeknek:
if (state == egyik_allapot) {
if (feltetel)
state := masik_allapot;
} else if () {
} else fi () {
} else {
state := state;
}vagy:
case (state) {
case egyik_allapot:
if (feltetel)
state := masik_allapot;
...
default:
state := state;
}Persze, ezt le lehet írni ST-ben is, ki hogy szeretné. Az ST-vel az a baj, hogy a gépészeknek hiába mutatod, nem látják a lényeget, viszont a grafikus leírás sokkal jobban szemlélteti a feladat megoldását.
Imi.
-
Atok79
csendes tag
Szia.
Megnéztem a PELLETS-es kazánt:
CodeSys DEMO-t innen tudsz venni (ezzel tudod kipróbálni a projekt file-t):
[CodeSys]Tehát csak az első 3 blokkra van meg:
- víztartály nyomásteszt
- pellet tartály szint teszt
- csiga mozgatásA blokkok állapotautomatával mennek, ha hibára (ERROR STATE) futnak, akkor csak a hibatörlő gomb hozza ki onnan őket (és persze addig nem engedélyezik a következő blokkot). Minden blokknak van EN-je, RESET-je.
Nézd meg, hogy így gondoltad-e. A CodeSys demo-val le lehet szimulálni, ahogy a VISU.png-ben is látni, ezt ajánlom mindenképpen.
Imi.
Üdv.megnéztem ezt a programot amit belinkeltél..
az lenne a kérdésem hogy mi az a state az egyes sorok végén?
ill.ez milyen plc programja? -
moseras
tag
Tisztelettel Udvozlok Mindenkit,
Segitsegre lenne szuksegem egy fa pellet tuzelesu kazan "agyanak" megformalasaban.
Mint a felhasznaloi nevem is mutatja nem nagyon ertek a PLC-hez, ezert batorkodom ide irni. Keresek vallalkozo szellemu hozzaerto tagot aki raszanna par orat az idejebol es megtervezne a programot es a kornyezetet. Termeszetesen nem kivanom ingyen. Az innen letoltheto .txt fajlban nagyvonalakban le van irva az elkepzeles, a tovabbiakban pedig barmikor tudunk egyeztetni: http://quicktradepg.co.uk/kazan.txt
Elore is koszonom a faradozast a .txt fajl olvasasahoz, ha valakit megragad a dolog kerem mielobb jelentkezzen.
Koszonettel,
P. GaborSzia.
Megnéztem a PELLETS-es kazánt:
CodeSys DEMO-t innen tudsz venni (ezzel tudod kipróbálni a projekt file-t):
[CodeSys]Tehát csak az első 3 blokkra van meg:
- víztartály nyomásteszt
- pellet tartály szint teszt
- csiga mozgatásA blokkok állapotautomatával mennek, ha hibára (ERROR STATE) futnak, akkor csak a hibatörlő gomb hozza ki onnan őket (és persze addig nem engedélyezik a következő blokkot). Minden blokknak van EN-je, RESET-je.
Nézd meg, hogy így gondoltad-e. A CodeSys demo-val le lehet szimulálni, ahogy a VISU.png-ben is látni, ezt ajánlom mindenképpen.
Imi.
-
Pato7
csendes tag
Szia,
Engem erdekelnenek szenzorok, relek, kerek egy reszletesebb ajanlatot.
Koszonettel,
P. GaborSzia!
Írd meg e-mailben, mire, mikre lenne szükséged, és én írom mivel tudok szolgálni, és mennyiért!
Biztosan mindenben megegyezünk!alessandro@freemail.hu
-
Atok79
csendes tag
Üdv.
Allen Bradley plc-kel foglalkozik itt valaki???
-
 murena2
csendes tag
murena2
csendes tag
Ha valakit érdekel van egy eladó S7 300-as CPU (315-2DP)(6ES7 315-2AF03-0AB0) és egy RS485 REPEATER. A cpuhoz van egy 64k-s mem kártya is.A motyó használt kb 2 éves lehet ha szerencséje van akkor még a program is benne van.Ha valakit érdekel írjon privátba.
-
 Kicsi Huszár
csendes tag
Kicsi Huszár
csendes tag
Hali!
"...a cég, ahol írom a szakdolgozatot komoly titoktartási nyilatkozatokkal dolgozik, így onnan nem tudok feladatot kapni semmilyen formában. A segítség elsősorban ott kellene, hogy ki kéne találni egy komplex feladatot amit plc-vel megvalósítható"
Találj ki egy fiktív berendezést, aminek a működését, felépítését, célját pontosan meghatározod. Persze ne marsjáró vagy csillagkapu legyen, hanem valami gyakorlatiasabb dolog.
Esetleg nézd meg ezt: TP szim és ezt: Fúrószim
Mindkettő egy szimulációS7 PLC-re. Talán ad ihletet...
Ne haragudj, még meg sem köszöntem a segítséged, szóval köszönöm!
-
Szirty
őstag
Tisztelettel Udvozlok Mindenkit,
Segitsegre lenne szuksegem egy fa pellet tuzelesu kazan "agyanak" megformalasaban.
Mint a felhasznaloi nevem is mutatja nem nagyon ertek a PLC-hez, ezert batorkodom ide irni. Keresek vallalkozo szellemu hozzaerto tagot aki raszanna par orat az idejebol es megtervezne a programot es a kornyezetet. Termeszetesen nem kivanom ingyen. Az innen letoltheto .txt fajlban nagyvonalakban le van irva az elkepzeles, a tovabbiakban pedig barmikor tudunk egyeztetni: http://quicktradepg.co.uk/kazan.txt
Elore is koszonom a faradozast a .txt fajl olvasasahoz, ha valakit megragad a dolog kerem mielobb jelentkezzen.
Koszonettel,
P. GaborHali!
Amennyire látom erre a feladatra egy mikrovezérlős cél-készülék gazdaságosabb lenne mint egy PLC-s vezérlés.
Bár ha csak egyetlen példányt kell építeni, akkor lehet hogy a PLC-s olcsóbb.
(A mikrovezérlőre nehezebb/nagyobb befektetés kifejleszteni a vezérlő programot) -
moseras
tag
Tisztelettel Udvozlok Mindenkit,
Segitsegre lenne szuksegem egy fa pellet tuzelesu kazan "agyanak" megformalasaban.
Mint a felhasznaloi nevem is mutatja nem nagyon ertek a PLC-hez, ezert batorkodom ide irni. Keresek vallalkozo szellemu hozzaerto tagot aki raszanna par orat az idejebol es megtervezne a programot es a kornyezetet. Termeszetesen nem kivanom ingyen. Az innen letoltheto .txt fajlban nagyvonalakban le van irva az elkepzeles, a tovabbiakban pedig barmikor tudunk egyeztetni: http://quicktradepg.co.uk/kazan.txt
Elore is koszonom a faradozast a .txt fajl olvasasahoz, ha valakit megragad a dolog kerem mielobb jelentkezzen.
Koszonettel,
P. GaborSzia.
Eddig házas témával (FAL PADLÓ radiátoros fűtés, vízes, levegős, esetleg szondás hőszivattyú, gázkazán sima vagy külső hőmérséklet alapján vezérelt előremenő, garázsfeljáró, medence, napkollektor, világítás relés/dimmeres) foglalkoztam, ha lesz időm, megnézem a problémádat. Én jelenleg csak a WAGO-t ismerem (sajnos), de bármilyen CodeSys alapú PLC esetén tudok segíteni a SW-ben biztosan.
Imi.
-
 Totalkezdo70
csendes tag
Totalkezdo70
csendes tag
-
Totalkezdo70
csendes tag
Tisztelettel Udvozlok Mindenkit,
Segitsegre lenne szuksegem egy fa pellet tuzelesu kazan "agyanak" megformalasaban.
Mint a felhasznaloi nevem is mutatja nem nagyon ertek a PLC-hez, ezert batorkodom ide irni. Keresek vallalkozo szellemu hozzaerto tagot aki raszanna par orat az idejebol es megtervezne a programot es a kornyezetet. Termeszetesen nem kivanom ingyen. Az innen letoltheto .txt fajlban nagyvonalakban le van irva az elkepzeles, a tovabbiakban pedig barmikor tudunk egyeztetni: http://quicktradepg.co.uk/kazan.txt
Elore is koszonom a faradozast a .txt fajl olvasasahoz, ha valakit megragad a dolog kerem mielobb jelentkezzen.
Koszonettel,
P. Gabor -
Szirty
őstag
Hello!
Egy kis segítséget szeretnék kérni. Olyan problémám van, hogy következő félévben fogok szakdolgozatot írni és a cég, ahol írom a szakdolgozatot komoly titoktartási nyilatkozatokkal dolgozik, így onnan nem tudok feladatot kapni semmilyen formában. A segítség elsősorban ott kellene, hogy ki kéne találni egy komplex feladatot amit plc-vel megvalósítható(Siemens és Omron plc-re érdekelne elsősorban) és szakdolgozatnak is megállja a helyét.Hali!
"...a cég, ahol írom a szakdolgozatot komoly titoktartási nyilatkozatokkal dolgozik, így onnan nem tudok feladatot kapni semmilyen formában. A segítség elsősorban ott kellene, hogy ki kéne találni egy komplex feladatot amit plc-vel megvalósítható"
Találj ki egy fiktív berendezést, aminek a működését, felépítését, célját pontosan meghatározod. Persze ne marsjáró vagy csillagkapu legyen, hanem valami gyakorlatiasabb dolog.
Esetleg nézd meg ezt: TP szim és ezt: FúrószimMindkettő egy szimulációS7 PLC-re. Talán ad ihletet...
-
Kicsi Huszár
csendes tag
Hello!
Egy kis segítséget szeretnék kérni. Olyan problémám van, hogy következő félévben fogok szakdolgozatot írni és a cég, ahol írom a szakdolgozatot komoly titoktartási nyilatkozatokkal dolgozik, így onnan nem tudok feladatot kapni semmilyen formában. A segítség elsősorban ott kellene, hogy ki kéne találni egy komplex feladatot amit plc-vel megvalósítható(Siemens és Omron plc-re érdekelne elsősorban) és szakdolgozatnak is megállja a helyét. -
Vószem
csendes tag
Helló Vószem!
"Omron Cpm2a PLC-hez keresek kábelt, PC-vel szeretném összekötni.
Szirty, néztem az oldalad, a doksikat, de nem tudtam kivadászni, hogy jó e a sima
soros RC 232 kábel.
Vagy csak gyári jó, amin van egy kis doboz."A CPM2-n van egy közönséges 9 púlusú csatlakozóval ellátott RS232 port is ha jól tudom (nem csak a peripheral port).
Ehhez nem kell semmilyen kis doboz (gondolom a CIF01, NT-AL001, NT-AL004-re gondoltál)
Csak egy megfelelően bekötött kábel kell. A közönséges PC-s null modem és RS232 hosszabbító kábel nem az igazi.Szerintem egy ilyesmire van szükséegd:

Az RTS-CTS-t nem kell feltétlen átvezetni, a második rajzon látható módon is kötheted (nekem így működött).
Megigértem, hogy írok ha működik, csak elfelejtettem..
Most felnéztem újra és eszembe jutott.
Tehát működik a kábel, RS232-n CPM2A-hoz, 3 vezetéket elég volt beforrasztani, az SD,SG,
RD-t.Köszi szépen Szirty!
-
 m.gabor
csendes tag
m.gabor
csendes tag
-
moseras
tag
Szia Szirty
"S7-nél alapból nincs kifejezetten olyan, hogy file rendszer."
WAGO-ban van ilyen, de nem mindegyikben. 1.5M a 750-841-nél, de van CF-es változat is (max. 4GB). Azt hiszem a 8+3-at támogatja csak, de ez nem biztos. Itt tárolódik a PLC-hez írt program, az esetleges feltöltött WEBHMI (ha van ilyen, akkor html file-ok és java *.jar-ok), illetve ha valamit progiból ide mentesz a PLC működése közben, akkor az is. Van egy SysLibFile.Lib, benne open(), close(), seek(), delete(), meg minden egyéb FUNCTION-ban. És van erre épülő magasabb szintű FB (SaveVariable néven), megadsz neki egy változót, a változó méretét, Load vagy Save illetve a file nevét, és van 2 kimenete (error flag, és egy timestamp a file-ról). Ha beFTP-zek, akkor is ezeket látom. Azt hiszem, hogy könyvtárak nincsenek.
"Persze úgy, hogy a CPU értesül a tápfesz megszünéséről, de ő maga pufferről néhányszáz ms ideig még üzemel, amennyi idő alatt iztonságosan kírja a RAM tartalmat."
Igen, ez valószínű. Pl. most találtam: van ShutDown esemény, amihez POU hívást-t lehet rendelni. Ha nem lenne puffer, akkor ez nem lenne megvalósítható. Hopp, itt egy kérdésem lenne: van olyan speciális pufferes modul bármilyen PLC-hez, ami annyit pufferel, hogy 2-3 SMS-t is el tudjon küldeni ilyenkor ?
"Ha tényleg így van, akkor ebből az következik, hogy teljesen mindegy hogy programból milyen gyakorisággal írsz adatokat"
Megkérdezem a WAGO-t, remélem igen. Ha mégsem, akkor nem használom naplózásra. Bár gyanús, mert 1.5M a flash, 512k a program RAM és 256k az adat RAM mérete, itt nem tudja tárolni a teljes filerendszert.
"Ezért ha a feltöltés megszakad vagy adathiba következik be, a feltöltött adatok nem jutnak szerephez."
Ok.
Köszi a segítséget.
Imi.
Sziasztok
Ha valakit érdekel, megkérdeztem a WAGO PLC-ben lévő FLASH-t:
Igen, filerendszer van benne, a 750-841-ben 1.5M a flash mérete. Lehet használni változók mentésére és/vagy naplózásra. A magyar forgalmazók szerint a németek sem tudtak egyértelmű választ adni arra, hogy mekkora az max. írásszám, javasolt a minél ritkább írás. Mióta forgalmazás van, azóta 1db PLC-ben szállt el a FLASH, a sok naplózás miatt, de az nem 841 volt, hanem valami más.
Imi.
-
Pato7
csendes tag
Szia!Megkaptam a mailt, valami más omron cucc, esetleg más elektronikai alkatrész nem érdekel?Szenzorok, relék, motorvédők, stb...Új és használt, jó áron!
Üdv
Pato
-
m.gabor
csendes tag
-
 arita
csendes tag
arita
csendes tag
Szia Szirty!
Köszönöm a múltkori választ !!!! (majdnem elfelejtettem). Nagy segítség volt a szakdogám elkészítésében!
Jóformán te voltál a konzulensem -
moseras
tag
Sziasztok
"Szükségem lenne egy újraindítható timer-re."
Magamnak válaszolok:
A TIME() függvényt kell használni, ezzel a PLC indulása óta eltelt időt kapom meg msec-ben. Erre lehet már timer-t építeni, pl. így:
FUNCTION_BLOCK TP_X
VAR_INPUT
IN : BOOL;
PT : TIME;
END_VAR
VAR_OUTPUT
Q : BOOL;
ET : TIME;
END_VAR
VAR
edge : BOOL;
start : TIME;
tx: TIME;
END_VAR
(*
version 1.2 19. oct. 2008
programmer hugo
tested by oscat
retriggerable edge triggered pulse similar to TP but with a retrigger function
if the pt input is 0 then output is always low.
*)
(* @END_DECLARATION := '0' *)
(* read system_time *)
tx := DWORD_TO_TIME(T_PLC_MS());
(* rising edge trigger *)
IF in AND NOT edge THEN
start := Tx;
IF pt > t#0ms THEN Q := TRUE; END_IF;
END_IF;
edge := in;
IF q THEN
et := Tx - start;
IF et >= PT THEN
Q := FALSE;
et := t#0ms;
END_IF;
END_IF;
(* revision history
hm 4. aug 2006 rev 1.0
original version
hm 17. sep 2007 rev 1.1
replaced time() with T_PLC_MS() for compatibility reasons
hm 19. oct. 2008 rev 1.2
renamed to TP_R to TP_X for compatibility reasons
*)
END_FUNCTION_BLOCKForrás:
[link]Imi.
-
moseras
tag
Sziasztok
Szükségem lenne egy újraindítható timer-re. A "TP" sajnos nem az, futása közben nem lehet újabb éllel újraindítani. msec felbontású lenne jó, hogy tudnék ilyent írni ? Hogy tudom megnézni egy "gyári" "TP" kódját ?
Köszi.
Imi.
-
Bandi18
tag
Nagyon szépen köszönöm a helpet moseras és Szirty. Remélem sikerülni fog
-
moseras
tag
Hali moseras!
"Van egy SysLibFile.Lib, benne open(), close(), seek(), delete(), meg minden egyéb FUNCTION-ban."
Jut eszembe: Omron CS1G-nél használtam ilyet. Ott van file szintű hozzáférés és éppen logra használtam.
Valószínű, hogy ott minden írás ténylegesen a flash-re ment. Tehát hosszú távon tönkreteszi. De ha nem ms-enként kell bele írni, akkor 10 év is eltelhet mire probléma jelentkezik. Az említett gép minden munkafolyamat közben méréseket végzett és ezek eredményeit írta ki CSV file-ba CompactFlash kártyára. 10-20 mp-enként írt egy-egy adatcsomagot. Kb 8 éve megy, amennyire tudom nem kellett még CF kártyát cserélni (nem is lenne egyszerű, mert néhány MB-os a mérete).Nyilván egy 2GB-os flash memóriát nem tud 512k RAM-ban tárolni, hogy ne a flasht cseszegesse íráskor.
De azt megteheti, hogy úgy működik mint a write cache memória: Olvasni a flash-ről olvas (vagy a RAM-ból ha változott már) de írni a RAM-ba ír. Így a RAM csak a változásokat tartalmazza, nem az egész filerendszert. Ha meg nagyon nagy mennyiségű adatot ír, akkor úgy sincs mit tenni, ki kell írni üzem közben is néha."Hopp, itt egy kérdésem lenne: van olyan speciális pufferes modul bármilyen PLC-hez, ami annyit pufferel, hogy 2-3 SMS-t is el tudjon küldeni ilyenkor ?"
Ezt így konkrétan nem tudom, de könnyen megoldható a dolog egy aksival. :]
Szia Szirty
"De azt megteheti, hogy úgy működik mint a write cache memória"
Ez lehetséges. Van X blokk a filerendszerben, akkor Y darabot tárol RAM-ban. Ha olyan blokkra van szükség, ami nics a RAM-ban, akkor ha van szabad hely még a RAM-ban, akkor beolvas egyet oda, ha nincs, akkor a legrégebben írt blokkot kiírja a FLASH-be, és oda olvassa be az új blokkot.
Végül is ez most számunkra mindegy, nagy FLASH-nél folyamatos írásnál úgyis a FLASH-be megy az írás. A kondis puffer pedig segít a RAM-ban lévő blokkokat kiírni a FLASH-be, hogy a filerendszer ép maradjon áramszünet esetén is.
A direkt címzésű változók tömbben való tárolására nem tudsz megoldást ?
Köszi.
Imi.




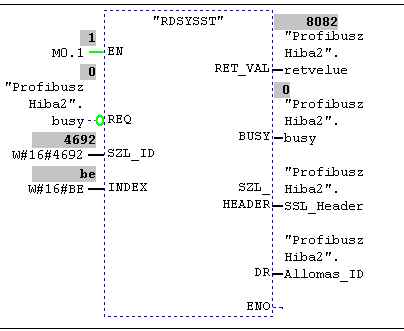

















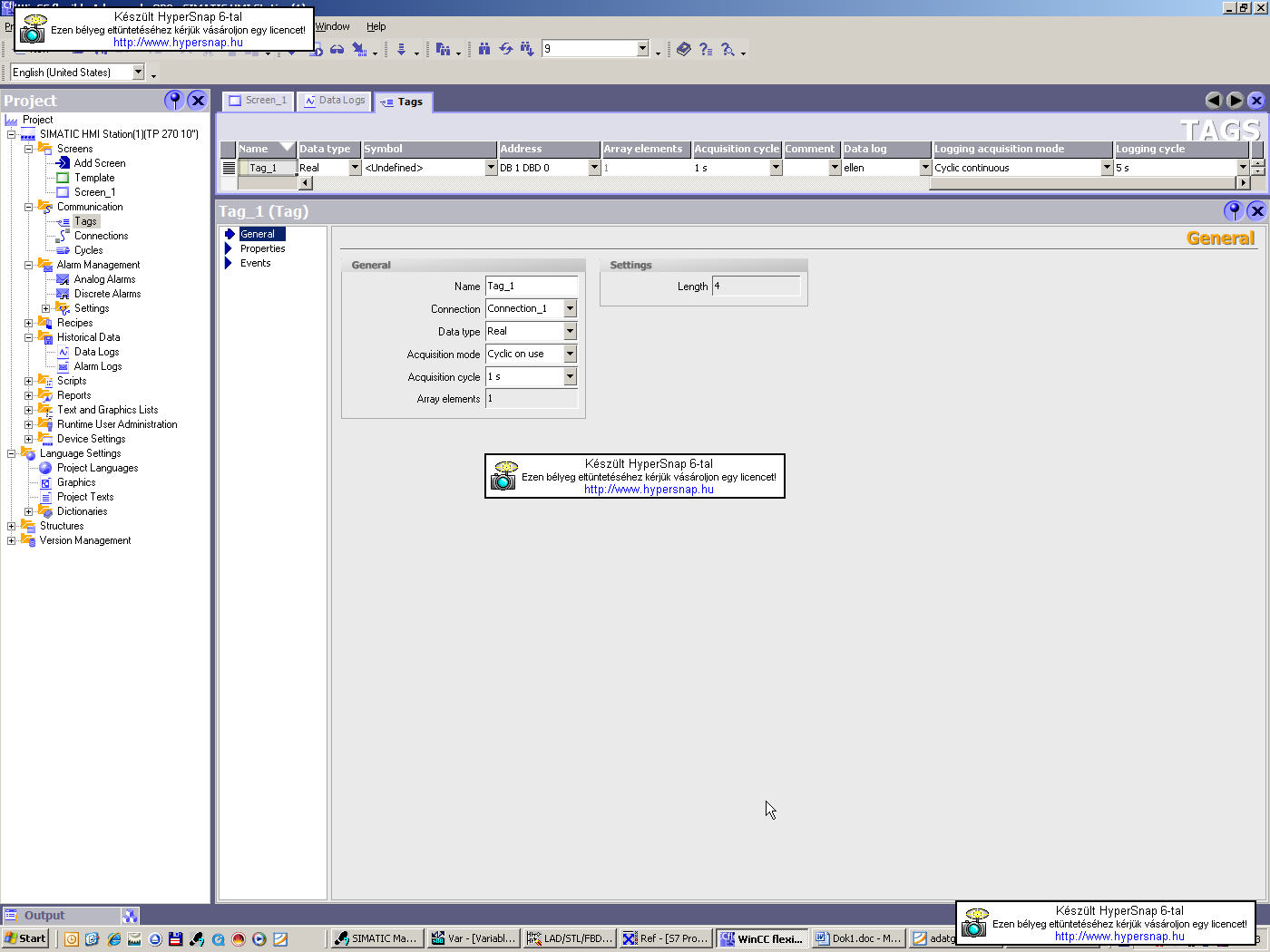

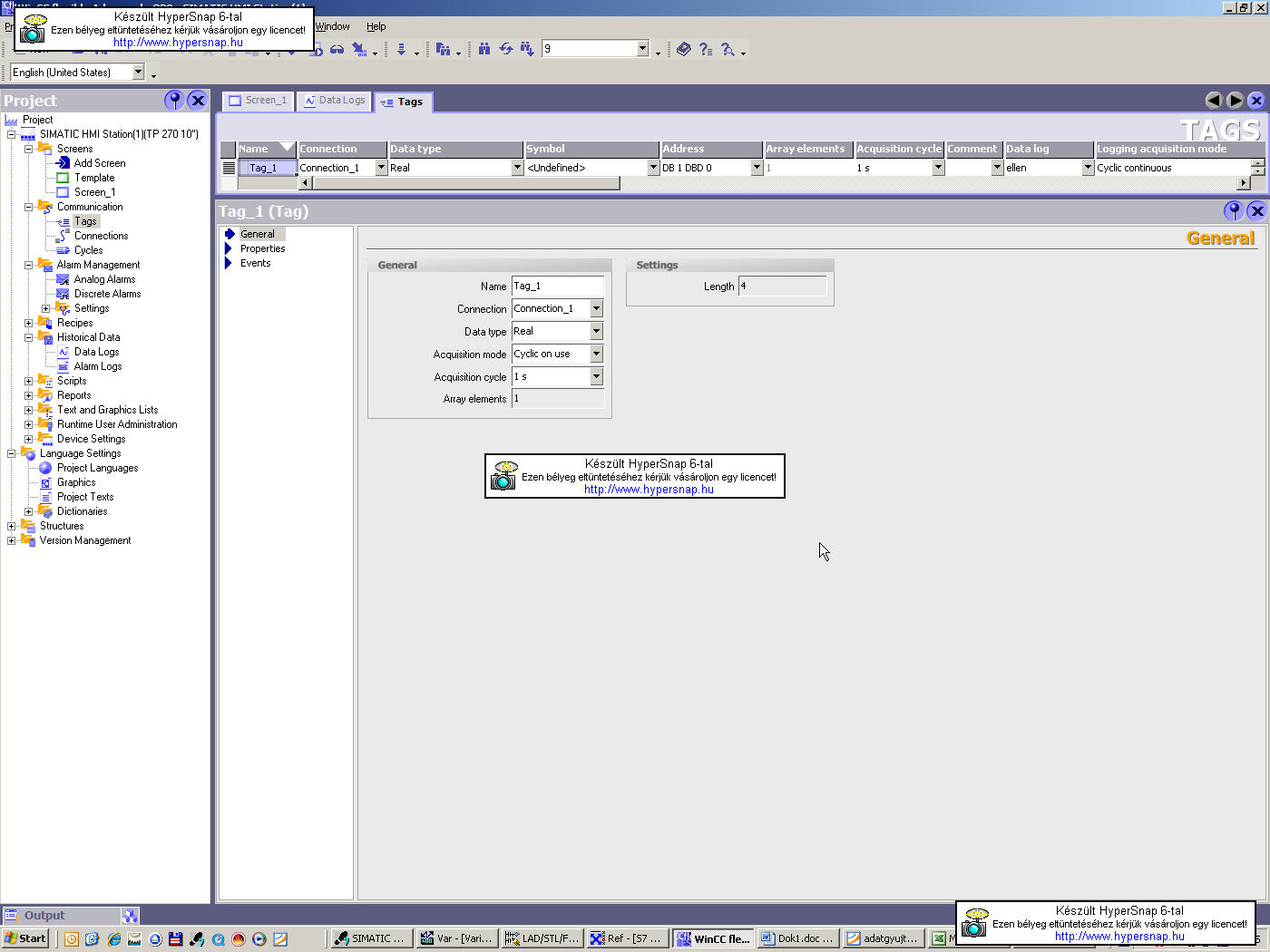


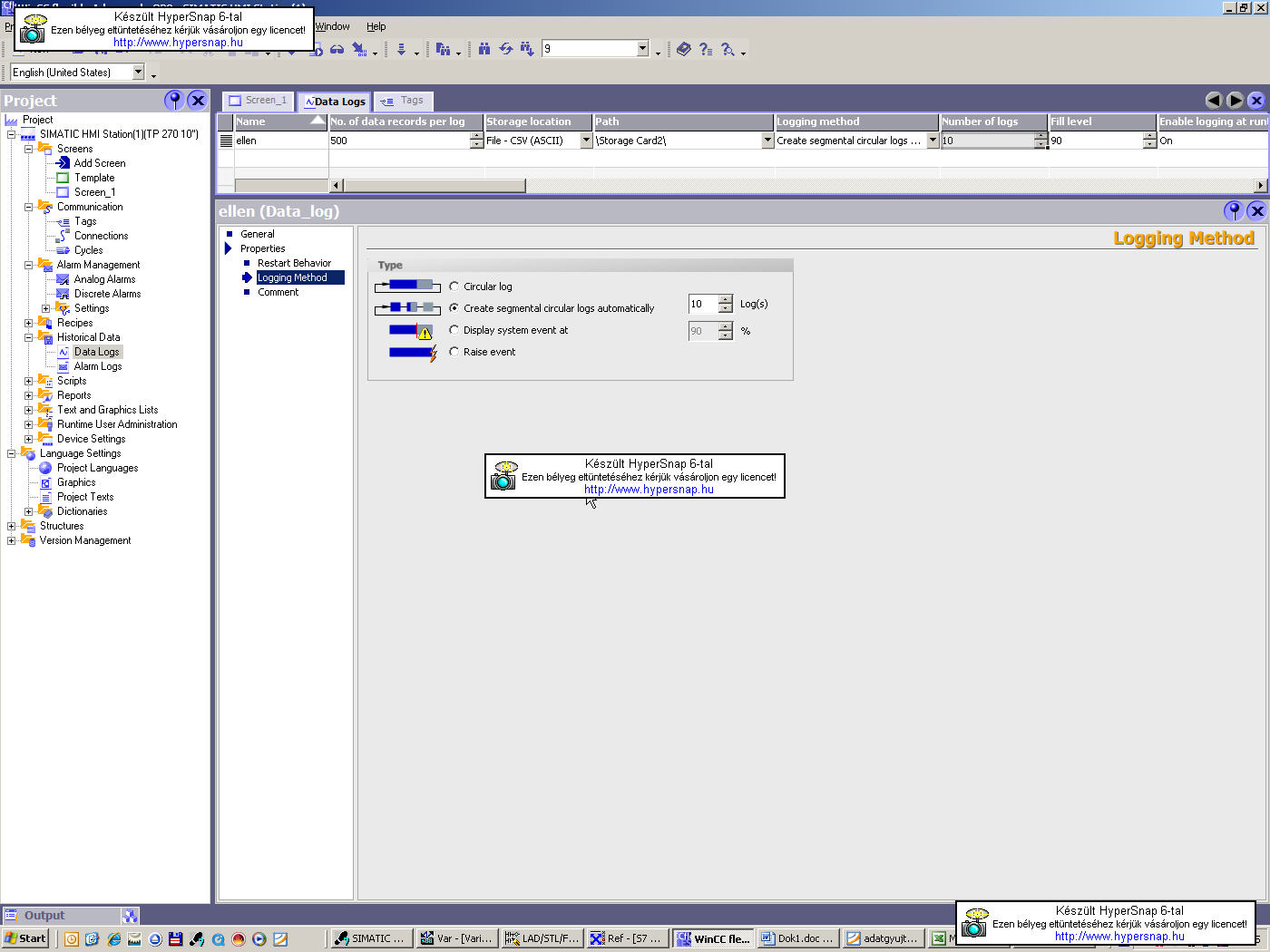
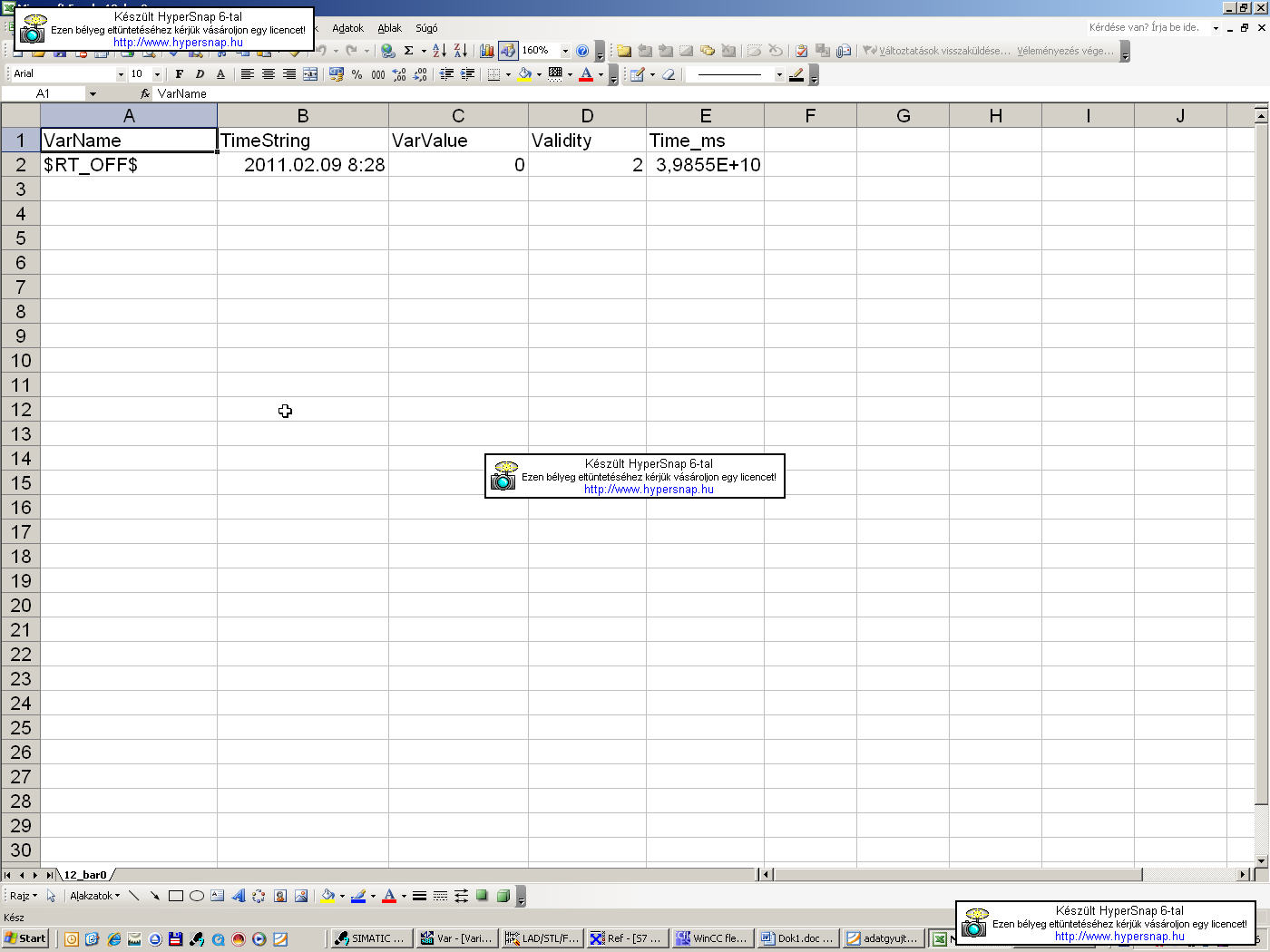









 Azt javasolták cseréljem le rajta a komplett vezérlést egy újra. Van rá remény hogy széles e hazában akad olyan aki ért ehhez a típushoz és hajlandó is bajlódni vele??? Én sajnos kukkot se értek a plc-khez.
Azt javasolták cseréljem le rajta a komplett vezérlést egy újra. Van rá remény hogy széles e hazában akad olyan aki ért ehhez a típushoz és hajlandó is bajlódni vele??? Én sajnos kukkot se értek a plc-khez.



 .
.




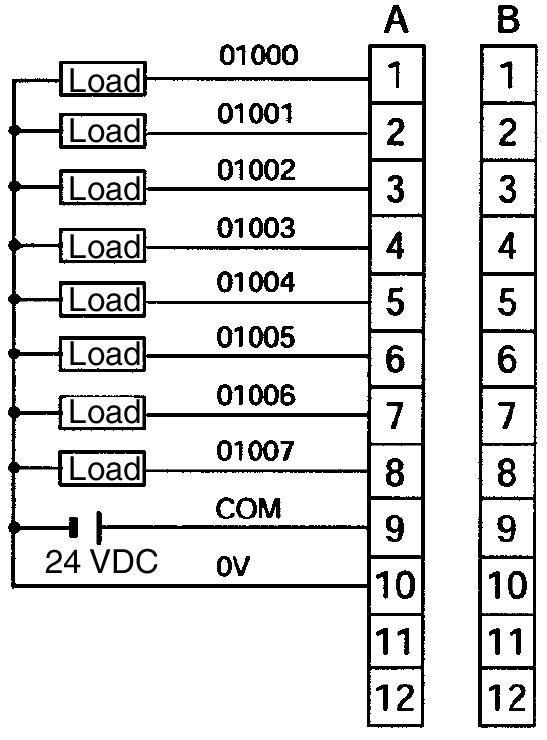












Új hozzászólás Aktív témák
-
Fórumok
Mobilarena - mobil fórumok
Okostelefonok Mobiltelefonok Okosórák Autó+mobil Üzlet és Szolgáltatások Mobilalkalmazások Tartozékok, egyebek Mobilarena blogokPROHARDVER! - hardver fórumok
Notebookok TV & Audió Digitális fényképezés Alaplapok, chipsetek, memóriák Processzorok, tuning Hűtés, házak, tápok, modding Videokártyák Monitorok Adattárolás Multimédia, életmód, 3D nyomtatás Nyomtatók, szkennerek Tabletek, E-bookok PC, mini PC, barebone, szerver Beviteli eszközök Egyéb hardverek PROHARDVER! BlogokIT café - infotech fórumok
Infotech Hálózat, szolgáltatók OS, alkalmazások SzoftverfejlesztésGAMEPOD - játék fórumok
PC játékok Konzol játékok MobiljátékokLOGOUT - lépj ki, lépj be!
LOGOUT reakciók Monologoszféra FototrendFÁRADT GŐZ - közösségi tér szinte bármiről
Tudomány, oktatás Sport, életmód, utazás, egészség Kultúra, művészet, média Gazdaság, jog Technika, hobbi, otthon Társadalom, közélet Egyéb Lokál PROHARDVER! interaktív

- Autós topik
- Macrodroid
- A Linux megnégyszerezte magát a Steamen — a Microsoft ismét ígérget
- Projektor topic
- Debrecen és környéke adok-veszek-beszélgetek
- AliExpress tapasztalatok
- Fotók, videók mobillal
- általános iskolai rendszergazda
- Ne késd le a határidőt! (Secure Boot 2026)
- Arc Raiders
- További aktív témák...

- DDR4 memóriák eladóak
- Hihetetlen Gaming PC brutális specifikációkkal! A dán Topdata.dk IT-cég által összerakva
- 2.5" 100% noti HDD-k Western Digital, Seagate 320Gb (3k) +1Tb (15k) van 1db SSHD is (15k)
- Lenovo P16s gen2 16" //Core i7 1360P // Nvidia RTX A500 4GB GDDR6 // 16Gb /512GB SSD/ gyári garancia
- Micron és Samsung 32GB ram 1 x 32GB 3200Mhz vagy 2 x 16GB 2666Mhz - több db elérhető
- Azonnali készpénzes Microsoft XBOX Series S és Series X felvásárlás személyesen/csomagküldéssel
- Lenovo ThinkPad L13 Gen 2 Yoga Ryzen3 5400U Refurbished - Garancia Akció!
- Dell OptiPlex/ Hp EliteDesk /Lenovo ThinkCentre mini, micro PC/ 8.-9.-10.gen/ Számla/garancia
- Playstation / Nintendo / Xbox konzolok Okosítása és Szervizelése - PS4 "okosító" lemez kapható!
- Xiaomi Redmi Note 14 Pro 256GB,Újszerű,Adatkabel,12 hónap garanciával
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest