- Itthon is kapható lesz a kerámia Xiaomi Band 10
- Milyen okostelefont vegyek?
- Betiltották a Pixel 7-et Japánban
- Samsung Galaxy A54 - türelemjáték
- Megjelent a Poco F7, eurós ára is van már
- Akciófigyelő: Ha kéne vezeték nélkül CarPlay és Android Auto...
- Poco X6 Pro - ötös alá
- Apple Watch Sport - ez is csak egy okosóra
- Xiaomi 14T Pro - teljes a család?
- Google Pixel topik
-

Mobilarena



Új hozzászólás Aktív témák
-

PoS
csendes tag
válasz
 Sanraith
#34641
üzenetére
Sanraith
#34641
üzenetére
Nekem akkor volt ilyesmi problémám, amikor kicseréltem (nem ilyen nyomtatón) a tárgyhűtő ventillátort és az új sokkal nagyobb teljesítményű volt, mint a gyári vacak. Az történt, hogy túlzottan lehűtötte a kinyomott cuccot és ettől 1. kvázi még a levegőben megdermett, nem olvadt rá az alatta levő rétegre rendesen és 2. az asztal is hült, amitől felkunkorodtak a printek itt-ott. Mindkettőnek az volt az eredménye, hogy a nyomat egyre magasabb és magasabb volt rétegről rétegre és a fej lépten-nyomon belekapott az infill-be (leginkább oda pozicionálja a slicer a mozgásokat). Utólag kiderült, hogy a fűtőblokkban a fűtőpatron is laza volt, ezért a nozzle is hagyta magát jobban lehűteni, én ezt is megnézném, ha más nem írta volna már.
Megpróbálnám első körben a legelső réteget tökéletesre belőni (és nem papírhúzogatós módszerrel, mert az alapvetően hibás elképzelés ahol a 0-t valójában nem 0-ra állítod). Elérni azt, hogy egy 0.2 mm-es vonal vastagsága valóban 0.2 mm legyen. Én 0.2 mm-es fém hézagolóval szoktam. Leviszem a magasságot Z0.2mm-re és beállítom a hézagolóval, hogy pontosan annyi legyen. Így tökéletes lesz és nem kell utólag bohóckodni a z offset-tel.
Ha ez megvan, nyomtass egyet 50% tárgyhűtő teljesítmény mellett és nézd meg jobb-e. Én még a kávéscsésze-alátétbe víz tesztet is megcsinálnám, hogy lássam nem a nozzle-t fújja-e a venti telibe, bár kész nyomtató esetén ez annyira nem szokott gond lenni... de ki tudja...
PS: sorry, most cseppentem csak ebbe a topicba és rögtön egy ismerős problémába ütköztem, remélem nem veszitek tolakodásnak a tanácsokat. Peace. -

siemensfun
tag
válasz
Sanraith
#34644
üzenetére
Z hop-ot tedd 0.5-re.
A hőmérséglet lehet 200 fok.
A retraction pedig 3-ra.Igen arra gondoltam, hiába szintezed ki akkor is finomitani kell rajta. De ne ezzel a kicsi modellel kezdj inkább valami ami nagy felületen fekszik fel az asztalon. Azzal szépen be tudod állítani majd utánna mehet ez is.
Valami ilyenre gondoltam: [link]
-
siemensfun
tag
válasz
Sanraith
#34641
üzenetére
Milyen anyag? Beállítások? Sebesség, retrack, Z hop ezeket ad meg.
Nekem Filanora PLA-hoz marlinnal:
Réteg magasság 0.2mm
Print speed 60mm/s
First layer 25mm/s
Retract 3mm, 30mm/s
Hűtés 100%
Első rétegnek nincs hűtés
Z hop 0,5mm 5mm/s
Z seam randomRöviden ennyi. Szépen letapadt mindig, ha jó volt a szintezésem.
Csinálj próba nyomtatást 0,1mm-rel és ekkor baby steppel finomitsd a magasságot. Csak mentsd el ezt is.
Az automata szintezes csak az első pár rétegnél számít, mert csak ilyenkor korrigál vele.
Elsőnek próbáld meg 0,2-vel kinyomtatni majd ha az jó és szép szerintem akkor próbáld meg 0,1-gyel. Azért 0,1 réteg magasságnál már pár század eltérés is sokat jelent, ami azért nem sok.
-
#34634
 Szabikaa20
őstag
Sanraith
#34632
Szabikaa20
őstag
Sanraith
#34632
Szabikaa20
őstag
válasz
Sanraith
#34632
üzenetére
Nálam is előszok fordulni...Én Brimet teszek alá.De ha nagyon makacs, akkor menet közben manuálisan alányúlok
 és az asztal szintezőn (mind a 4-en természetesen)tekerek egy negyed vagy fél fordulatot,hogy lejjebb menjen kicsit az egész...attól függ mennyire darál. xD De ezt nálam a kitöltéskor szokja csinálni,mikor retractol sokat és gondolom maradnak ott olyankor apró kitüremkedések amibe beleakadhat a fej.De a videódon látszik, hogy nem sok tartotta azt a pikachut!
és az asztal szintezőn (mind a 4-en természetesen)tekerek egy negyed vagy fél fordulatot,hogy lejjebb menjen kicsit az egész...attól függ mennyire darál. xD De ezt nálam a kitöltéskor szokja csinálni,mikor retractol sokat és gondolom maradnak ott olyankor apró kitüremkedések amibe beleakadhat a fej.De a videódon látszik, hogy nem sok tartotta azt a pikachut!  Nekem megkell várnom kicsit míg kihűl a tárgyasztal mert nem bírom máshogy leszedni(most épp sima tükör van csak).
Nekem megkell várnom kicsit míg kihűl a tárgyasztal mert nem bírom máshogy leszedni(most épp sima tükör van csak). -
siemensfun
tag
válasz
Sanraith
#34632
üzenetére
A szeletelőhöz a kezdő Gcode-t hozzáadtad?
M420 S1Enélkül hiába szintezel a bed level nem fog müködni.
Másik, a szintezést gondolom a következő sorrendben csinálod:
1, kézi papir szintezés a négy sarkon
2, bed level majd eeprom mentés
3, z offset beállitás, majd mentésNézd meg elsőnek hogy a fej lötyög e. Nálam is gyárilag túl laza volt és menet közben mozgott. Ha kell állíts utánna kerekeknek mindenhol, a Z tengelyen is. A fúvókát nézted , nem mozog az egész fúvóka rész? Én pár nap után kézzel tudtam forgatni. Én ezekre jöttem rá 1 hét használat után az X2-n. Ezeket a dolgokat utánna állítottam és azóta nincsen ilyen gondom.
Ja még egy. a szeletelőben ha Z hop-ot használsz akkor a réteg magasság 2,5x vált be nálam. pl 0,2 rétegnél 0,5mm.
Azt a tapadás segítő szutyok ragasztót takaritsd le mert csak rosszabb lesz töle, ha jól szintezzel és tiszta az asztalod akkor gyönyörüen tapad rá minden. IPA-val takaritsd le vagy Clinnel és pamut ronggyal.
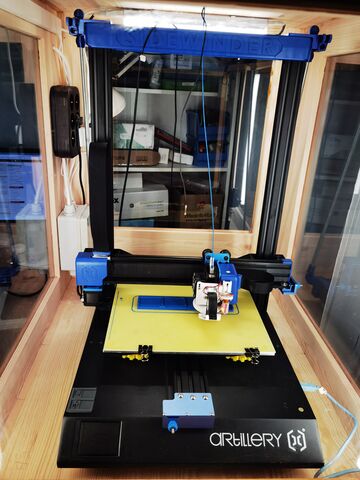
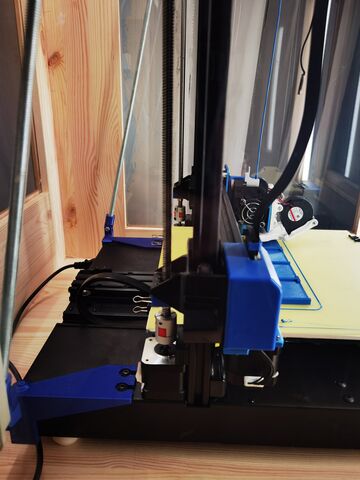
Jelenleg az én gépem ilyen:








 és az asztal szintezőn (mind a 4-en természetesen)tekerek egy negyed vagy fél fordulatot,hogy lejjebb menjen kicsit az egész...attól függ mennyire darál. xD De ezt nálam a kitöltéskor szokja csinálni,mikor retractol sokat és gondolom maradnak ott olyankor apró kitüremkedések amibe beleakadhat a fej.De a videódon látszik, hogy nem sok tartotta azt a pikachut!
és az asztal szintezőn (mind a 4-en természetesen)tekerek egy negyed vagy fél fordulatot,hogy lejjebb menjen kicsit az egész...attól függ mennyire darál. xD De ezt nálam a kitöltéskor szokja csinálni,mikor retractol sokat és gondolom maradnak ott olyankor apró kitüremkedések amibe beleakadhat a fej.De a videódon látszik, hogy nem sok tartotta azt a pikachut!  Nekem megkell várnom kicsit míg kihűl a tárgyasztal mert nem bírom máshogy leszedni(most épp sima tükör van csak).
Nekem megkell várnom kicsit míg kihűl a tárgyasztal mert nem bírom máshogy leszedni(most épp sima tükör van csak).








Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja

- Bomba ár! HP Elitebook 8560W - i7-2GEN I 8GB I 500GB I 15,6" FHD I Nvidia I W10 I Garancia
- ÁRGARANCIA!Épített KomPhone Ryzen 7 7800X3D 32/64GB RAM RTX 5070Ti 16GB GAMER PC termékbeszámítással
- Apple iPhone 14 Pro 128GB, Kártyafüggetlen,
- Eredeti, új Lenovo 330W töltők - ADL330SDC3A
- Azonnali készpénzes Apple Macbook Air felvásárlás személyesen / csomagküldéssel korrekt áron
Állásajánlatok
Cég: Promenade Publishing House Kft.
Város: Budapest

Cég: PC Trade Systems Kft.
Város: Szeged