- Xiaomi 13T és 13T Pro - nincs tétlenkedés
- Samsung Galaxy S25 Ultra - titán keret, acélos teljesítmény
- Bemutatkozott a Poco X7 és X7 Pro
- Telekom mobilszolgáltatások
- Prohardver app (nem hivatalos)
- iPhone topik
- Garmin Instinct – küldetés teljesítve
- Poco F6 5G - Turbó Rudi
- QWERTY billentyűzet és másodlagos kijelző is lesz a Titan 2-ben
- Rekord vékony lesz a Z Flip7 is
-

Mobilarena



Új hozzászólás Aktív témák
-

ParadoxH
aktív tag
válasz
 tsilver
#47806
üzenetére
tsilver
#47806
üzenetére
Az igényeiden múlik hogy mit szeretnél nyomtatni, milyen méretben. Ha nincs szükséged zárt térre akkor a Bambu A1 ams-el egy ideje már ár/érték bajnok. Valószínűleg egy darabig az is marad.
Ha ez alá akarsz menni árban akkor Kobra 3 Combo - ez a nyomtató viszont foglalkozós (lásd a korábbi hozzászólásaimat és fb csoportot) és még nem ismerjük annyira hogy hosszabb távon milyen nyűgök jönnek még elő a nozzle szivárgás mellett. Viszont általában szépen működik (de nem hibátlanul).
Ha kell zárt tér, budget nyomtató kell és a 245x245x240mm is megteszi akkor Quidi Q1 Pro. Ha több a keret rá és kell a zárt tér akkor meg P1S.
Az SV08 nagyon jó nyomtató - nekem is van, de a mostani árát nem fizetném ki csak ha mindenképp kell a nagyobb tér. -

smithsys
aktív tag
válasz
tsilver
#43724
üzenetére
Silk-ből illetve Wood-ból is legurult már néhány kiló kék, ezüst, bronz meg piros.
Az előbbivel semmi gond, minden probléma nélkül lehet nyomtatni.
A fa egy kicsit macerásabb, nálam mindig kellett utómunka szálazás miatt. A fluoreszkálót még nem próbáltam.
Nem sokkal korábban volt szó róla, tekerj vissza kicsit! -

spider23
senior tag
válasz
tsilver
#43010
üzenetére
Üdv. Éppen tegnap szárítottam először, mikróban.
Max teljesítményen (800w) 1 percre be egy mikrózható mélyebb porcelán tálba. Majd kivettem és kavargattam, akkor gyorsan kezdte visszanyerni a színét. Kb a fele ki is száradt. Majd beraktam újabb 1 percre. Aztán megint kivettem és kavargattam amíg az összes golyó szép narancssárga lett újból. Hagytam kihülni kb 15 perc volt összesen. Aztán ment vissza a tárolójába amikor már nem volt meleg, vagyis éppen kézmeleg volt. -

dugesz77
őstag
válasz
tsilver
#42889
üzenetére
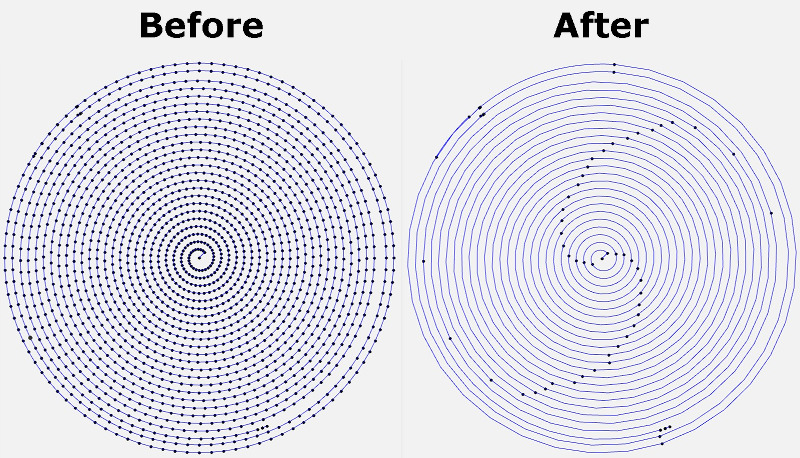
Egyszer kell megcsinálni és elmenteni egy saját többoldalú kört és azt betöltve már lehet normális alapból dolgozni.
Röviden: csinálsz egy nagyobb mondjuk 100x100-as kört 64 oldalut Ctrl+d vel másolsz belőle még egyet de egymáson hagyod. 3 fokkal elforgatod az egyiket majd egyesíted a kettőt. Folytat a másolást de most csak 1,5 fokkal forgatod el. Megint egyesíted őket. Ha ennél is tovább mennél akkor még lehet egy 0,75 fokost is rámásolni. -

azbest
félisten
válasz
tsilver
#42889
üzenetére
mivel poligonokból áll, így nagy méretben látszódhat.
Curához és lehet máshogy is van arc welder addon [link] , általában támogatják az íves parancsokat is a nyomtatók. Lehet van külön parancsoros változat ami, ami kész gcodeban cseréli át a szakaszos íveket. Octoprintes [link]Videó is van róla, kicsit régi. [link] A videóban a külön parancssoros megoldást is mutatja 8 perctől, ahol csak simán egy kész gcode fájlt a tool feldolgoz.
-
-
-

fabula
őstag
-

daninet
veterán
válasz
tsilver
#40513
üzenetére
Csak az "alap" gcode "közös" (egyenes mozgás, hőfok, homing stb), de nagyon sok van amit a különféle firmware-ek egyedileg értelmeznek, így nincs olyan gatya ami minden gépre jó.
Ha megnézed ezt a wiki-t ami a gcode-ot gyűjti, láthatod, hogy már a G2 G3 íves mozgást sem minden gép egyformán értelmezi, és ez tényleg a második elem a listában
-
daninet
veterán
válasz
tsilver
#40506
üzenetére
G1 X60 E9 F800 ; thick line
G1 X90 E5 F1000 ; medium line
G1 X120 E3.5 F1200 ; slim lineKicsit el is magyarázom, ugye tanítsd meg az embert horgászni téma
Azzal most ne törődj, hogy oda is van írva mellé mit csinálKétféle lineáris (egyenes vonalú) mozgás van Gcode-ban a G0 és a G1. Mindkettő ugyanazt csinálja, egyszerűen csak szokás lett, hogy G0-t használják "üres" mozgásokra, G1-et pedig extrudáláshoz, lézervágáshoz, cnc maráshoz stb. Szóval minden ami csinál valamit ténylegesen G1, amikor csak megy A-ból B-be akkor G0
Namost ez a te start Gcode-odban nem igy van mert a start poziciora is G1-el küldi oda a nyomtatót. Ami nem baj, csak nem igy szokták csinálni. Mind1Namost ha azt akarom, hogy extrudáljon nekem egy 60mm vonalat (hogy a fenti példát kövessük) akkor odaküldöm valahova:
G1 X5 Y5 Z0.2 F3000 ; go intro start pos --itt illett volna G0-t használni
Szóval a home poziciótól 5mm-t küldi X irányba és 5mm-t küldi Y irányba és elemeljük 0.2mm-t felfelé (gondolom az a rétegvastagságod)
Az F3000 az a sebesség amivel mozog, 3000mm/min ami egy viszonylag gyors mozgás, rapid movement-nek vagy rapidnak is hivják ez G0 amit mondtam.
Utána felmelegiti az extrudert és az asztalt:
M104
M140
ezt megvárja, aztán extrudál 3 vonalat
G1 X60 E9 F800 ; thick line
G1 X90 E5 F1000 ; medium line
G1 X120 E3.5 F1200 ; slim lineLáthatod itt nincs Y érték hozzáadva, ha nincs Y irányú mozgás nem kell beleirnod az Y0 értéket, elhagyható. Viszont van egy új érték az E, ez pedig, hogy hány mm anyagot extrudáljon ki miközben mozdul adott távolságot. Szóval az első vonalad egy vastag vonal 60mm mozgás X irányba és 9mm anyagot nyom ki hozzá. Ugyan ez a logika a többi.
A retract amikor visszaszivja az anyagot hogy nem szálazzon/eresszen az negativ E érték pl E-0.5Remélem érthető és most már de is tudod majd módositani a Gcode-ot ahogy akarod

A szeletelőkben vannak behelyettesithető értékek a start gcode-ba. Pl ez a sor:
G1 X5 Y5 Z0.2 F3000 tartalmazza az első réteged magasságát ami ugye változhat.
Ez prusa slicerben igy fog kinézni:
G1 X5 Y5 Z{first_layer_height} F3000 ahova exportálásnál behelyettesiti az értéket -
fabula
őstag
válasz
tsilver
#40500
üzenetére
A nyomtató start gcode-ban keresd a vége felé.
Valahogy így néz ki:G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line
G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little
G1 X10.4 Y40 Z0.28 F1500.0 E30 ;Draw the second lineAz Y értéke a vonal hossza mm-ben.
Egyébként jó lenne, ha a kérdéseidnél máskor leírnád, milyen nyomtatóról van szó, hátha valakinek van kész start g-code-ja, amiben ezt már megoldotta.
-
fabula
őstag
válasz
tsilver
#40457
üzenetére
Hát ha tényleg van alatta elég ragasztó, akkor hidegen simán le kellene jönnie. Próbáld meg a lemezzel együtt fagyasztóba tenni rövid időre, ha van rá lehetőséged, és ha így sem jön le, akkor meg próbálj meleg (nem forró) vizet csorgatni folyamatosan a lemezre és közben úgy próbálj meg a szélén alányúlni éles spaklival, hogy a víz bejuthasson lassan a tárgy alá és elkezdje oldani a ragasztót, majd haladj lassan így vele tovább.
Nekem eddig a ragasztózott bármilyen felületről (üveg, PEI, matrica) lejött lehűlés után a PETG. -

rokapet
tag
válasz
tsilver
#39928
üzenetére
A helyedben nem kapcsolnám ki, legfeljebb levenném kevesebbre, mert a nyomtatás kezdetén általában nem vagy nem elég anyag jön ki a nozzle-ből (még nem épült fel rendesen a nyomás), és a skirt pont erre jó, hogy ne a konkrét nyomtatandó tárgy első rétegéből hiányozzon anyag. Sőt, én rétegvastagságtól és nozzle átmérőtől függően 2-3 loop-ban és rétegben is kinyomom, mert baromi nehéz felszedni a nyomtatás végén az asztalról, ha nagyon lapos és keskeny. Igen, extra idő és veszendőbe menő anyag, de megvan a haszna a használatának.
-

Sanraith
aktív tag
válasz
tsilver
#39753
üzenetére
Nézd meg hogy rendesen be tudja-e húzni a filamentet az extruder. Nekem produkált hasonlót bizonyos anyagoknál, mert nem fogta elég feszesen a filamentet és így csúsztak rajta a fogaskerekek. Jelöld be a filamentet markerrel és próbáld meg kézzel gyengén/erősebben visszatartani miközben az extruder húzná be.
-
#39668
 JulianSinulf
őstag
tsilver
#39667
JulianSinulf
őstag
tsilver
#39667
JulianSinulf
őstag
válasz
tsilver
#39667
üzenetére
Lehet, hogy az anyaggal van a gond?
Volt, hogy közvetlen szárítás után nyomtattam, volt, hogy szárítás közben indítottam a nyomtatást, de ilyennel még nem találkoztam.
Cső nálam is van, felfut a nyomtató tekercstartójára, ott van rögzítve, majd onnan megy pár centit lefele és úgy jön ki. Ha a fej teljesen felmegy, akkor sem éri el a csövet. Ha meg lent van a fej, ott is van 15-20 cm anyag teljesen szabadon.
Ráadásul, ha nincs jó pozícióban a szárító, akkor hajlamos kicsúszni a cső a kis csöcsből és nyomtatás közben még mozog is előre-hátra egy kicsit. De ezzel sem volt eddig gondom. -
#39665
JulianSinulf
őstag
tsilver
#39661
JulianSinulf
őstag
válasz
tsilver
#39661
üzenetére
Akár több hétig is, ha épp úgy jön ki.
A filament szárítóban van, így bármikor száríthatom is.
Max az eleje lesz kicsit "nedves", de ezzel sem volt még gondom.De, ha arra voltál kíváncsi, hogy felfűtött fej mellett, akkor nálam mindig lehűl a nyomtatás végeztével.
Filament csere után is le szoktam kapcsolni a fűtést, míg előkészítem a következő nyomtatást. Ha már minden elő van készítve, akkor meg azonnal nyomtatok.
Filament csere után pár mm-t vissza is húzom a szálat, hogy ne csordogáljon annyira.
Az end g-code-ban is benne van 3 mm. A start kódban nincs, mert minek. Úgyis húz egy csíkot kezdésnek. Az meg elég. -
fabula
őstag
válasz
tsilver
#39305
üzenetére
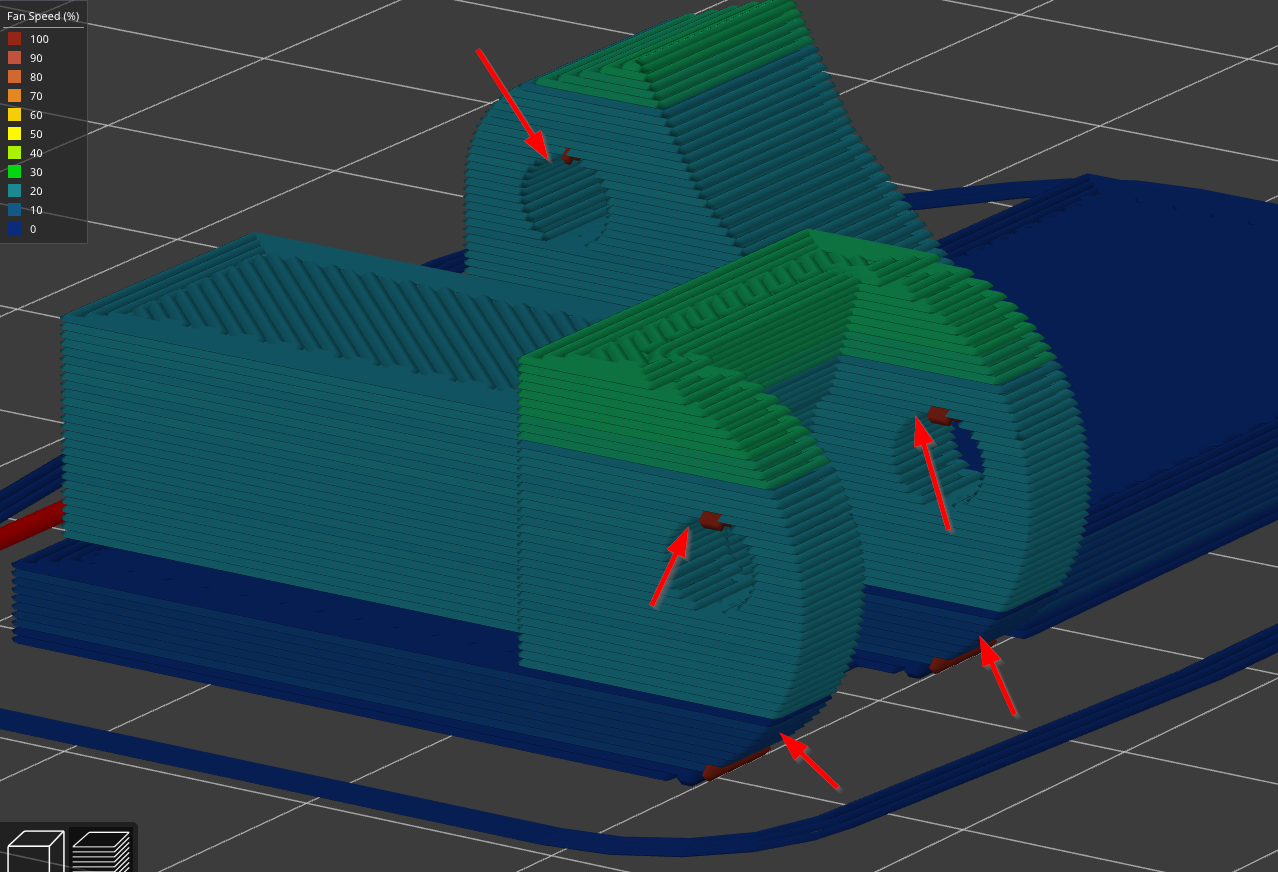
Nem kell feltétlenül állandóan mennie, több tápegység típus is ki-be kapcsolgatja a ventit a hőfok függvényében (pl. nekem az olcsó Kossel Deltán is).
Overheating esetén érdemes PID kalibrációt csinálni és ha utána is jelentkezik a hiba, akkor körülnézni a hotend thermistor környékén. Ez a funkció a nyomtató kigyulladását hivatott megakadályozni elméletileg és nem a tápegységet figyeli.
Amúgy is érdemes teljesen bekalibrálni a nyomtatót, mielőtt komolyan dolgozni kezdesz vele, pl. eszerint: [link] . -
-
#39048
JulianSinulf
őstag
tsilver
#39037
JulianSinulf
őstag
válasz
tsilver
#39037
üzenetére
A kitöltés meghatározhatja az erősséget, anyagfelhasználást.
Egy cikk alapján én gyroid-dal nyomtatok. Ez olyan jó, mint a cubic, viszont nem keresztezi a fej a már kinyomtatott részt.
Viszont a bambu erre vonatkozóan csinál tesztet, így ott lehet, hogy visszatérek a cubic-ra. -

dippe
tag
válasz
tsilver
#39037
üzenetére
Én a rectilinear-ra szavaznék, ha a csak kinézet fontos (fele anyag, egyirányú fejmozgás). Egyéként cubic (egyirányú fejmozgás, alig gyengébb mint a honeycomb). Mérsékelt a tapasztalatom, lehet vannak jobbak is.
Egyébként rengeteg jó cikk van erről a témáról, képekkel, magyarázatokkal. pl. https://all3dp.com/2/prusaslicer-infill-patterns/
Részemről, ha a gépet nagyon szeretném kímélni, akkor a sebesség és gyorsulás értékeket visszább venném. (amikor szép hangja van, vagy gép képességei -30% mondjuk) Olajozásra, tisztításra, mechanikai beállításokra fokozottan figyelnék. -
dippe
tag
válasz
tsilver
#38959
üzenetére
Én kb. 1 hete kezdtem el PETG-vel játszani, szóval lehet butaságot javaslok - a profik majd kijavítanak.
Érdemes lehet alacsonyabb hőfokról indulni, mint a gyártó által ajánlott. Nekem pl. a Verbatim 90 fokot javasol, de 60-nál is tökéletesen tapad + 230fok a fejnél. Ha kihűl szépen lejön. Bed calibration is legyen.
A nyomtatás megkezdése után én visszavettem 40 fokra, hogy ne fűtsön a bed fölöslegesen.
Bekapcsolt ventivel nekem nem sikerült jót nyomtatni, könnyen szétváltak a rétegek. Nagyon pici tárggyal én (még) nem boldogultam, de ha van pár mp. hűlési idő, akkor tök jó az eredmény. -
válasz
tsilver
#38959
üzenetére
Azt írják a lapot érdemes vízoldható pva ragasztóval bekenni előtte. Épp ilyet nézek most vagy 2-5literrel, mert 99% petg üzemre készülök

Ha már ragasztóbolt, ASA-hoz üveglapra kell valami?#38962: lehet szerencsés hőfokviszonyokkal dolgozol és a különböző hőtágulás(zsugorodás) kihűléskor szimplán lerúgja
. Lehetséges, hogy azok szívnak, akik hideg asztalra nyomtatnak🤔? Persze az is sokat számít, miből van az asztal. -

Gaben92
őstag
válasz
tsilver
#38624
üzenetére
Azt mondanám, hogy a kettő között. Nem akarok "projekt nyomtatót" ahol többet foglalkozok azzal, hogy mit kellene még rajta csinálni és többet tuningolom/állítgatom mint használom, de nem is vagyok az a fajta, hogy dobozból ki az asztalra és legyen jó. Inkább az a fajta vagyok aki az elején egyszer szívesen beletolja az időt és munkát, hogy utána egy jó darabig csak használni kelljen a dolgokat fejfájás nélkül, aztán ha fejleszteni kell valamit akkor nem a "most veszek ezt, jövő hónapban azt, szépen apránként" approach megy, hanem az "évente ránézünk mi van jobb és mehet minden a kosárba egyszerre, aztán egy évre megint letudva".
Szóval nálam ez úgy nézne ki, hogy veszek most valamit 300€-ért aztán ha beszippant a dolog akkor ~fél éven belül jönne az upgrade (komplett csere, vagy ha megéri akkor fejlesztés maxos konfigra), ha meg nem szippant be akkor csak 300€-m áll benne és nem 1500€. Ez a 300€-s keret is onnan jött kb, hogy ahogy nézem annyiért már kapni olyat ami nem csak arra jó, hogy felültesse a kezdőt a rollerre és teljesen elvegye a kedvét.
-
#38466
JulianSinulf
őstag
tsilver
#38465
JulianSinulf
őstag
válasz
tsilver
#38465
üzenetére
Nekem eSun eBox Lite-m van.
A kijelző nem ír semmilyen értéket. Beállíthatom a szintet, amit a benne lévő anyag alapján kell meghatározni és beállíthatom az időt, hogy meddig szárítson.
Teszteket én is nézegettem, az alapján lett ez.
Viszonylag csendes, van benne venti és hely a nedvszívó zacsinak.
PLA-hoz a 40 fokot tudja. Mértem.
A másik két fokozatot nem néztem. -
#38396
JulianSinulf
őstag
tsilver
#38395
JulianSinulf
őstag
válasz
tsilver
#38395
üzenetére
Az aktuálisan használt anyagot mindig bele teszem és onnan nyomtatok.
Van, hogy nyomtatás előtt pár órával már bekapcsolom, de van, hogy nyomtatás alatt is megy.
Simán otthagyom, főleg, hogy van némi kellemetlen hangja. Nem túl jó mellette ülni.Viszont nemrég vettem 10 kg silica gel-t (golyót). Olyan 300g-nyit betettem egy tálkába, azt meg egy nagyobb műanyag dobozba, ahol mostanában az anyagokat tárolom. A dobozban 10%-ra le tud menni a páratartalom.
Nyomtattam egy henger formájú tartót, ami pont befér a tekercseim közepébe és kerek páratartalom mérőt is lehet rátenni. Neten találtam a terveket. Egy ilyen mindig van a szárítóban a tekercs közepén.Azt viszont ne kérdezd, hogy mennyire használ, mert nekem eddig minden nyomtatványomnál volt szálazás. Mindegy, hogy előtte szárítottam vagy sem. Csináltam már retract tornyot és állítgattam is különböző leírások alapján, de igazán nem használt. Szerintem inkább az anyagaimmal van a gond.
-
dugesz77
őstag
válasz
tsilver
#38181
üzenetére
Én szinte csak Sunlu-t használok. Kicsit hátrébbkerült a Filanora. Az sem rossz csak mostanában 2x is elakadt két különböző tekercsem tőlük. A Variometrumnál lehet kapni csak eléggé lefogytak a készletek mostanában. Az alap PLA,PETG is jó de talán eddig a "legfémesebb" anyag amivel dolgoztam a selyemfényű ezüst. Orsós magnókra szoktam spulnit belőle nagyrészt de készült sok minden már belőle.
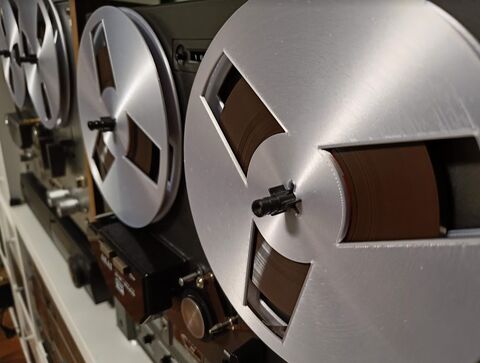

szatén lapra nyomtattam bár ennek jobban állna a rücsis . -
#38182
 Mr.Csizmás
titán
tsilver
#38181
Mr.Csizmás
titán
tsilver
#38181
Mr.Csizmás
titán
válasz
tsilver
#38181
üzenetére
passz, még nem volt Sunlu-m. de itt jókat írnak róla, bár cinikus axióma lehetne, hogy nincs rossz filament, csak rossz slicer beállítás.
-
#37983
JulianSinulf
őstag
tsilver
#37979
JulianSinulf
őstag
válasz
tsilver
#37979
üzenetére
Lehet, hogy nem figyeltem, de miből gondolod, hogy eldugult?
Indítasz egy nyomtatást, felfűti a fejet és nem jön belőle semmilyen anyag, amikor kellene?
Kattogó hangot hallasz az Extruderből?Előfordulhat, hogy hamarabb végez, mint ahogy a szeletelő számolja. Tegnap pont nálam is ez volt. 2 óra 20 percet írt Cura, megcsinálta úgy 1 óra 53 perc alatt.
Minden nyomtatás után "megáll" és kihűl.
A kérdés az, hogy hol állt meg? A másik kérdés, hogy befejezte a tárgyat, amit nyomtattál vagy nem?
Közvetlen a tárgy fölött nem szoktak megállni. -
fabula
őstag
válasz
tsilver
#37966
üzenetére
A hotendet fel kell melegíteni PLA hőmérsékletre és a heatblockot fogóval megfogva a nozzlet ki tudod csavarni egy villás, csillag vagy dugókulccsal. Hidegen nem lehet kitekerni, max. eltörni.
Ha a hotended olyan, hogy a PTFE cső lemegy a nozzle-ig, akkor húzd ki és nézd meg, hogy le van- vágva rendsen a csőre pont merőlegesen és szépen.
Az is okozhat dugulást, ha a PTFE cső nem ér le teljesen a nozzleig, illetve mozog a csövet a hotenden megfogó couplerben, érdemes rögzítőt csinálni rá, de még jobb, ha a Cheap féle modot megcsinálod egy darab Capricorn PTFE csővel a hotendben [link] .Fontos még, hogy amikor összerakod hidegen, utána még óvatosan szorítani kell melegen is a nozzlen, de csak óvatosan, nem kell beleszakítani
. -
Tomika75
tag
válasz
tsilver
#37858
üzenetére
Lehetőség szerint ne a legolcsóbbak között keresgélj. Úgy általánosságban a 10 ezres kategória a jobbak közé tartozik. 1 kg nagyon sokáig elég úgyhogy nem érdemes 1-2 ezer forint különbségen variálni. Filanora, Devil Design, 3D Jake, Polimaker, Spectrum, Plasty Mladec, Prusament stb. Színnek a feketét és fehéret javasolnám első körben, esetleg szürkét. Próbálgatni tökéletesek. Hiába vannak nagyon szép színek, első körben úgyis össze-vissza mindenfélét fogsz nyomtatni, ha pedig alkatrészt-kiegészítőt ahhoz általában ezek a színek a jók. Aztán majd úgyis meglátod mire lenne igényed.











 , na de hogyan, az itt a kérdés
, na de hogyan, az itt a kérdés 






























Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Apple MacBook
- Kuponkunyeráló
- Xiaomi 13T és 13T Pro - nincs tétlenkedés
- Path of Exile (ARPG)
- Hardverkemping június végén
- Milyen billentyűzetet vegyek?
- Samsung Galaxy S25 Ultra - titán keret, acélos teljesítmény
- Ubiquiti hálózati eszközök
- Filmvilág
- Bemutatkozott a Poco X7 és X7 Pro
- További aktív témák...

- Bomba ár! Asus Slate EP121 Tablet - Intel Core i5 I 4GB I 64GB SSD I 12" Touch I Cam I W10 I Gari!
- Bomba ár! HP EliteBook 2570P - i5-3GEN I 4GB I 320GB I DVD I 12,5" HD I W10 I Garancia!
- Bomba ár! HP EliteBook 2560P - i5-2GEN I 4GB I 320GB I 12,5" HD I W10 I Garancia!
- Bomba ár! HP EliteBook 2540P - i5-540M I 4GB I 250GB I 12,1" WXGA I W10 I Garancia!
- Bomba ár! Fujitsu LifeBook S761 - i7-2GEN I 8GB I 320GB I 13,3" HD I HDMI I W10 I Garancia!
- ÁRGARANCIA!Épített KomPhone Ryzen 9 5900X 16/32/64GB RAM RTX 5070 12GB GAMER PC termékbeszámítással
- ÁRGARANCIA!Épített KomPhone i5 14600KF 32/64GB RAM RX 9070 16GB GAMER PC termékbeszámítással
- ÁRGARANCIA!Épített KomPhone Ryzen 7 5700X3D 32/64GB RAM RX 7800 XT 16GB GAMER PC termékbeszámítással
- Samsung Galaxy A12 64GB, Kártyafüggetlen, 1 Év Garanciával
- KATONAI ÜTÉSÁLLÓ!!! Getac S410 i5-6300u, G3: i5-8365u, G4: i5-1145G7
Állásajánlatok
Cég: Promenade Publishing House Kft.
Város: Budapest

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest