- Vivo V40 5G - az első benyomás fontos
- iPhone topik
- Szívós, szép és kitartó az új OnePlus óra
- A sógorokhoz érkezik a kompakt Vivo X200 FE
- Milyen okostelefont vegyek?
- Csak semmi szimmetria: flegma dizájnnal készül a Nothing Phone (3)
- Bemutatkozott a Poco X7 és X7 Pro
- Samsung Galaxy Z Flip5 - ami kint, az van bent
- Azonnali navigációs kérdések órája
- Magisk
-

Mobilarena



Új hozzászólás Aktív témák
-

rokapet
tag
válasz
 petyus_
#40814
üzenetére
petyus_
#40814
üzenetére
Normál használat közben amúgy rendesen a helyén marad a borda? Én amiatt töprengtem valamilyen alternatív hűtési és/vagy rögzítési módszeren, mert kétségeim voltak, hogy a borda alján levő öntapadós ragasztó hosszabb távon bírni fogja-e a hotend intenzív mozgását. Egészségtelen lenne, ha nyomtatás közben a tárgyasztalra esne, a nozzle meg belegyalogolna...
-
rokapet
tag
válasz
petyus_
#40702
üzenetére
Hali!
EBB36 nálam is a delikvens, nem a procedúrával van a gond, hanem hogy azt sikeresen végigvive a cucc nem működik.
 CanBoot felmegy DFU módban, de utána a bus-on se kép, se hang.
CanBoot felmegy DFU módban, de utána a bus-on se kép, se hang.Viszont egy külföldi fórumon közben lett egy srác aki ugyanezzel szívott, rendelt egy úgy EBB-t, és azzal pöccre ment minden, ami az elsővel nem. Szóval lehet, hogy csak részeg volt a BTT Quality Control, és átengedett olyan darabokat is, amiket nem kellett volna.
-

mumtaz
senior tag
válasz
petyus_
#40074
üzenetére
Ez lenne az én 'printer.cfg'-om, amit a Manta E3EZ laphoz a githubon találtam és raktam bele innen-onnan össze ollózva dolgokat:
[include mainsail.cfg]# This file contains common pin mappings for the BIGTREETECH Manta E3EZ# To use this config, the firmware should be compiled for the# STM32G0B1 with a "8KiB bootloader" "8 MHz crystal"# and "USB (on PA11/PA12)" or "CAN bus (on PB12/PB13)".# See docs/Config_Reference.md for a description of parameters.[stepper_x]step_pin: PA14dir_pin: !PA10enable_pin: !PA13microsteps: 16rotation_distance: 40endstop_pin: ^PC4position_endstop: 0position_max: 235homing_speed: 50[stepper_y]step_pin: PC8dir_pin: !PA15enable_pin: !PC14microsteps: 16rotation_distance: 40endstop_pin: ^PB0position_endstop: 0position_max: 235homing_speed: 50[stepper_z]step_pin: PD2dir_pin: !PD4enable_pin: !PD3microsteps: 16rotation_distance: 8endstop_pin: ^PC6position_endstop: 0position_max: 270[extruder]step_pin: PD5dir_pin: PD6enable_pin: !PB3microsteps: 16rotation_distance: 33.500nozzle_diameter: 0.400filament_diameter: 1.750heater_pin: PB11 #HE0sensor_type: EPCOS 100K B57560G104Fsensor_pin: PA4 #TH0control: pidpid_Kp: 21.527pid_Ki: 1.063pid_Kd: 108.982min_temp: 0max_temp: 300[servo bfptouch] # SG90pin: PA7maximum_servo_angle: 165minimum_pulse_width: 0.0005maximum_pulse_width: 0.0024initial_angle: 85 # retracted[probe]pin: PA6deactivate_on_each_sample: False # keep deployed as it is too slow to retract and deploy each timex_offset: -63.0y_offset: -5.0z_offset: -1.0samples: 2activate_gcode:SET_SERVO SERVO=bfptouch ANGLE=165 ENABLE=1 # deploy probeG4 P500 # allow time for probe to deploy before homing Zdeactivate_gcode:SET_SERVO SERVO=bfptouch ANGLE=85 # retract probeSET_SERVO SERVO=bfptouch ANGLE=85 ENABLE=0[bed_mesh]speed: 120horizontal_move_z: 5mesh_min: 25, 25mesh_max: 215, 215probe_count: 5#[filament_switch_sensor material_0]#switch_pin: PC5#[extruder1]#step_pin: PB7#dir_pin: PB6#enable_pin: !PB4#heater_pin: PB10 # HE1#sensor_pin: PA5 # T1#[filament_switch_sensor material_1]#switch_pin: PB1[heater_bed]heater_pin: PB2 #HBsensor_type: EPCOS 100K B57560G104F #Generic 3950sensor_pin: PA3 #TBcontrol: pid# tuned for stock hardware with 50 degree Celsius targetpid_Kp: 54.027pid_Ki: 0.770pid_Kd: 948.182min_temp: 0max_temp: 130[fan]pin: PA8#[heater_fan fan1]#pin: PB15#[heater_fan fan2]#pin: PB14[mcu]serial: /dev/serial/by-id/usb-Klipper_Klipper_firmware_12345-if00[printer]kinematics: cartesianmax_velocity: 300max_accel: 3000max_z_velocity: 5max_z_accel: 100######################################### TMC2209 configuration########################################[tmc2209 stepper_x]uart_pin: PB8#diag_pin: PC4run_current: 0.800stealthchop_threshold: 999999[tmc2209 stepper_y]uart_pin: PC9#diag_pin: PB0run_current: 0.800stealthchop_threshold: 999999[tmc2209 stepper_z]uart_pin: PD0#diag_pin: PC6run_current: 0.650stealthchop_threshold: 999999[tmc2209 extruder]uart_pin: PD1run_current: 0.800stealthchop_threshold: 999999#[tmc2209 extruder1]#uart_pin: PB5#run_current: 0.800#stealthchop_threshold: 999999[board_pins]aliases:# EXP1 headerEXP1_1=PC1, EXP1_3=PC3, EXP1_5=PC0, EXP1_7=PA2, EXP1_9=<GND>,EXP1_2=PC2, EXP1_4=<RST>, EXP1_6=PA0, EXP1_8=PA1, EXP1_10=<5V>#[bltouch]#sensor_pin: PA6#control_pin: PA7#[output_pin PS_ON]#pin: PA9#[output_pin pb9_pin]#pin: PB9#[neopixel my_neopixel]#pin: PC7#[adxl345]#cs_pin: PC15#spi_software_miso_pin: PC11#spi_software_mosi_pin: PC12#spi_software_sclk_pin: PC10[bed_screws]screw1: 30.5, 37screw2: 30.5, 207screw3: 204.5, 207screw4: 204.5, 37[display]lcd_type: st7920cs_pin: EXP1_7sclk_pin: EXP1_6sid_pin: EXP1_8encoder_pins: ^EXP1_5, ^EXP1_3click_pin: ^!EXP1_2[output_pin beeper]pin: EXP1_1Na most nem nagyon találtam, vagy nem volt egyértelmű, hogy ha a '[tmc2209 stepper_***]' beállításokat használom és nincsenek ki kommentezve, akkor a sima '[stepper_***]' szakaszokat ki kell kommentezni, vagy azokat hagyni kell, mert a TMC2209 beállítások kiegészítésnek vannak? Ugye a 'generic-bigtreetech-manta-e3ez.cfg'-ban a TMC szakasz teljesen ki van kommentezve, ezért nem tudom.
A másik dolog, hogy BFPTouch-ot használok, nincs gyári BLTouch, vagy hasonló asztalszintezőm. Találtam a neten szervós szintezőhöz beállításokat, azt raktam bele ebbe a 'printer.cfg'-ba. Az offseteket leszámítva ez jó így?
A harmadik dolog, hogy - Ender 3 V2-ről lévén szó a nyűgjeivel - dual Z-t használok, de jó lenne akkor már a második Z steppert az 'Extruder1'-re kötni, mert úgysincs dual extrúderem. Viszont erre a megoldásra annyiféle dolgot tasláltam a neten, hogy teljesen elvesztem benne. Ráadásul nem tudom, hogy ez miként, vagy hogyan működne. Az rendben van, hogy a két Z tengely magasságát kellene szinkronizálnia, de azt sem tudom, hogy ez a teljes szintezés előtt történne meg, vagy a szintezés közben. Meg hogy ezt egyáltalán hogyan is kelle konfigolni, hogy működjön, vagy, hogy minden nyomtatás előtt automatikusan megcsinálja. -
válasz
petyus_
#39175
üzenetére
A hotenden a tervezett alakítás a bimetál hőrés és a réz nózi, heatblock egyelőre marad. Megállok sztem az 1mm-nél és Micro Swiss lesz akkor
 .
.Másik: van-e bármi értelme a 0,4mm-nél kisebbet venni finommunkához/tud-e kezdeni vmit egy ekkora nyomtató (nyilván max 5-10centis apróságokhoz) ilyen pici mérettel?
#39176: ma reggel hozta végre a postás, 7végén lesz időm egyáltalán kibontani.
#39177: tény, de nem tegnap piacra dobott nyomtató, szeretném az alap fejlesztéseket már az első pár teszt után belerakni. A szárító pl igencsak muszáj dolog nálunk. És a posta általában 40-50£ felett van csak ingyen, azalatt minden kis sz.r postázásáért kb az árával azonos postaktg-et kell fizetni.
-
válasz
petyus_
#38761
üzenetére
az kesz. A gyanúsan olcsó alis rubin fúvókát érdemes lehet koptatósabb anyagokhoz beszerezni? A jó hővezető+kemény orr nem hangzik rosszul, persze eszem ágában sincs 70+fontokat fizetni ezért. -

daninet
veterán
-
daninet
veterán
válasz
petyus_
#37313
üzenetére
Szerintem leváló műanyagok ahogy a fenti kép is mutatja ott keletkeznek ahol retractol a gép. Egy sima körkörös kivágóformánál kevés ilyen van. Alapvetően nekem sincs bajom az ilyen egyszerű alkalmazásokkal, én is csináltam süti kivágót meg gyoza hajtogatót.
Csak az előző posztban úgy tűnik éttermi felhasználásra kellene a kollégának, oda nem vinném. -

petyus_
senior tag
válasz
petyus_
#37303
üzenetére
Na jó... Tényleg hónapok óta szívtam ezzel, itt is többször kérdeztem, hátha valakinek van ötlete. Végre sikerült rájönnöm a hibára. A start gcodeban előbb volt a mesh betöltése, mint a home. A G28 viszont törli a mesht, tehát hiába csináltam a mesht, sose volt használva. Megcseréltem a kettőt, azóta minden próba nyomtatás teljesen jó.
-

Reggie0
félisten
válasz
petyus_
#37072
üzenetére
a legjobb, ha anyagaval ragasztod, azaz a filament tekercsrol levagsz par centit, felmelegited az inserted es amikor eleg forro rakensz a filamentbol, majd ugy rakod be a helyere.
Ha ABS/HIPS-t hasznalsz, akkor acetonban vagy DCM-ben is oldhatsz fel anyagot, amit utana ragasztonak tudsz hasznalni.
-
-
#36559
 JulianSinulf
őstag
petyus_
#36558
JulianSinulf
őstag
petyus_
#36558
JulianSinulf
őstag
válasz
petyus_
#36558
üzenetére
Épp most olvastam, hogy: "This is done over the course of a minute to avoid any problems with filament tension or pressure in the hot end, which can end up muddling the results."
A google fordító és az én értelmezésem alapján is a nozzle már gondot tud okozni a mérésben.Tényleg fordítva volt bedugva a kábel az alaplapon. Ezt csak onnan tudom, mert megfordítottam és most jó irányban működik. Ahogy írtam, az itt (EU) vásárolható kábel színei a lap végén nem egyeznek a kínai gyártmányokkal. A motor végén nem néztem, de az itt vásárolt kábelt csak egyféleképpen lehet bedugni, míg a BQ kábelét az alaplapon kétféleképpen.
Visszavettem az áramot 750mA-re és egyáltalán nem melegszik. Bár ez szerintem nagyban köszönhető a megfelelő bedugásnak.
A lépések meg 922,7-nél adják ki az eredményt.
Van pár nagyon bonyolult leírás a kalibrációra. Az itt kapott linken 20mm-rel kellett volna csinálnom. De azzal sem kaptam megfelelő lépésszámot. És a 100 mm valahogy szimpatikusabb is.
Egy másik leírás szerint a meglévő lépésszámot kellett volna a kitolt eredménnyel szoroznom, majd osztanom a kért eredménnyel. Vagy én nem értek a matekhoz vagy más. Az biztos, hogy hülye eredményt kaptam. Úgyhogy az aktuális lépésszámot elosztottam a kitolt hosszal, majd megszoroztam azzal, aminek ki kellett volna jönnie.
Vagyis 932/101*100=922,77. Egy újabb mérést követően ezzel a lépésszámmal pontosan 100 mm-t kaptam.
A lekérdező parancs pedig egyszerűen M92 Octoprint-ben. Vagy, ha olyan a firmware (mint nekem), akkor ott is megnézhető és kapásból állítható.
Már csak az új Marlin-ban kell megkeresnem ezt a beállítást és beírnom, hogy később már ne legyen vele gondom. -
petyus_
senior tag
válasz
petyus_
#36546
üzenetére
Egyébként redditen azt írja valaki, hogy ez teljesen normális, ahogy növeled a sebességet, egyre kevésbé tudja tartani a flowrate-t. Ez persze így van, de 1.2mm³/s flowrate-nél azért nem kellene kevesebbet nyomnia nem? Trianglelab réz volcano heatblockot használok, elvileg 10mm³/s-t kellene tudnia, nem hiszen hogy normális, hogy már 1.2-nél kevesebb anyagot nyom.
-
#36551
 WunderKinder
aktív tag
petyus_
#36546
WunderKinder
aktív tag
petyus_
#36546
WunderKinder
aktív tag
válasz
petyus_
#36546
üzenetére
Kattog vagy ugrál is az extruder fogaskereke? Ha nem kattog, lehet hogy az extruderben csúszik a filament. Ha lehet szorítsd rá jobban a karját. Ha ugrál akkor gyenge a motor. Jól látom, hogy BMG klón extruder van rajta, valami pancake motorral? Ezzel sokat szívtam én is BMG-nél, a motor volt a ludas, cseréltem normálisra (erősebbre) úgy jó volt, csak nehezebb.
Ha extrudert cserélsz melegen ajánlom az Orbitert. -
#36532
JulianSinulf
őstag
petyus_
#36529
JulianSinulf
őstag
válasz
petyus_
#36529
üzenetére
Szia!
Másik lap lehet a rendes megoldás.
Ezen csak az az egy vezérelhető, a többi direktben van kötve a tápra. Esélytelen a vezérlésük.
Van aki az E1 vagy HE1 jelölésű csatira kötött még egyet, mert ez vezérelt kimenet. Természetesen a firmware-ben ezt be kell megfelelően állítani. Klipper esetén talán egyszerűbb is, mint Marlin-ban.
Ez egy fűtés kimenete, de, ha csak egy hotend-et használsz, akkor nem lesz rá szükséged.
Szintén redditen olvastam.
A kapcsolási rajz meg elérhető github-ról. -
petyus_
senior tag
válasz
petyus_
#36398
üzenetére
kicsit még nézegettem a slicert, és talán megvan mi okozza a problémát:
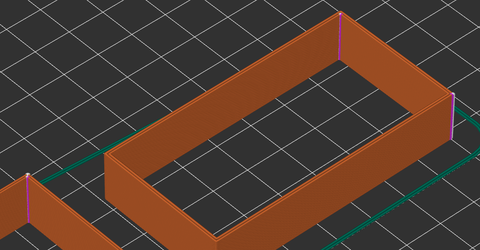
A bal alsó tárgy egy sima kocka, ugyanott kezdi a külső és belső perimetert, a lila szín a retract-et jelöli. Itt látszik, hogy rétegenként csak egy retract van. A másik tárgynál viszont nem ugyanott kezdi a külső/belső részt, és mindkettőnél csinál retractiont is, ebből adódik a probléma, de nem tudom hogy lehetne megoldani.

-
-
daninet
veterán
válasz
petyus_
#35608
üzenetére
ez az ismétlődő csíkos minta gyanúsan az extruderre mutat. Nem ismerem az SW2-őt, de amikor ennyire szabályos csíkok jelennek meg egymás mellett, közöttük pedig látszólag jó, akkor ott valami forgó alkatrész szenved és egy adott pontnál gondja van. Érts tolja az anyagot, majd egy picit nem bírja tolni, majd ismét tolja az anyagot. A vonal ferde eltolódása pedig az egy darab fal kezdőpontjainak eltolódásából adódik. Ha a Z seam alignment opciót egy vonalra állítanád, szinte biztosnak tartom, hogy a hibák is egymás felett jelentkeznének.
Namost itt jön a detektív munka, hogy mi a baja az extrudernek. Nem ismerem azt a konstrukciót ami a nyomtatódon van, de remélem valami irányt tudtam mutatni merre kell keresgélned.Nem kapcsolódik direktben ehhez, de nézd meg ezt a videót ahol az emberke azt próbálja megfejteni az extruder miért okoz hullámokat a nyomtatott felületen. A mód ahogyan megméri a hullámokat és összehasonlitja a gcode-al a te esetedben is működhet a hiba beazonositására. [link]
-
petyus_
senior tag
válasz
petyus_
#35544
üzenetére
sziasztok!
még mindig küzdök a flow problémával (SW X2, volcano hotend, bimetal heatbreak, klipperben rotation_distance hotend nélkül kalibrálva, utána F30 fölött kevesebb anyagot nyom ki, mint kellene, F60-nál 1-2mm eltérés, 120-nál már 3-5mm).
azóta csináltam egy egyszerű flow tesztet, 10x10cm-es kocka 1 fallal, 30/60/120mm/s sebességgel nyomtatva (acceleration 2000), 30/60 jónak tűnik, 120-nál már nagyon látszik, hogy kevés. Pedig a 120 is csak 9,6mm^3/s, amit még bírnia kellene. Nem az a cél, hogy 150mm/s-el menjen a nyomtatás, de mondjuk az infill-nél jó lenne, ha menne a 100 (tegnap néztem közben, elég foghíjjas lett az infill).
Egyébként az is fura, hogy a 60mm/s 0,4 wall, 0,2 layernél 4,8mm^3/s, ami kb F120-nak felel meg, ennek ellenére nem látom, hogy underextrusion lenne.
(a képen fentről lefelé 30/60/120 mm/s)

gondoltam visszarakom a stock hotendet, megnézem az mit bír, kb ugyanez az eredmény. új nozzle-lel probáltam, hátha az van eltömődve, de sajnos nem segített.
van valami tippetek mit próbálhatnék még?
-
petyus_
senior tag
válasz
petyus_
#35525
üzenetére
lehet megvan a hiba oka, de nem tudom hogy ez normális-e. szétszedtem teljesen az extrudert, a steppert, minden okénak tűnik, rendesen forog. összeraktam, és sokkal nehezebb lett forgatni a fogaskereket. ha az idler armot nem rakom bele, akkor teljesen oké, ha azzal együtt szerelem össze, akkor szorul. próbáltam a gyárival is, ugyanez.
szerintetek ez okozza a hibát, vagy normális ha kicsit nehezebben forog összeszerelve?
-
Reggie0
félisten
válasz
petyus_
#35463
üzenetére
Egyforman lesz minden pontnak rossz a pozicioja? Ha igen, akkor a Z endstop pontatlansaga okozza es eleve nem 0 poziciora all be a Z tengely, amikor kene. Ez ellen a legjobb megoldas, ha hall szenzoros Z endstopot hasznalsz, annak van a legkisebb bizonytalansaga. A mikrokapcsolos a legrosszabb. Ahogy oregedik es elhasznalodik a mikrokapcsolo egyre pontatlanabb lesz.
-
válasz
petyus_
#35175
üzenetére
Ha nem akarsz extrém gyorsan nyomtatni akkor jó a gyári extruder (alu idle arm, POM wheel, titanium/bi-metal heatbreak, ezek a javasolt upgradek).
Milyen Artillery ez? Egy Marlin 2.x jót tesz nekik, Linear Advance engedélyezése pl. lehet segít azon a kerek valamin a rövid utaknál inkább túlextrudáltnak tűnik.
-
petyus_
senior tag
válasz
petyus_
#35175
üzenetére
Csináltam közben egy first layer tesztet, az egyik sarokban van egy rövid szakas, ami kimaradt, de ezen kívül jónak tűnik, aztán csináltam egy flow tesztet, ami inkább túl extrudáltnak tűnik, de mintha valahol meg kevés lenne. Lehet, hogy a kopott fogaskerék miatt nem egyenletes?
-
-

bbmt
senior tag
válasz
petyus_
#35057
üzenetére
Ahham, a min max a hiba.
Az x y offset beállítása nekem nem tiszta. Beviszem a fejet a bed közepére( nekem ez a safe home)csinálok egy probe-ot,lekérem a pozíciót, majd random elviszem valamerre és utána manuálisan addig állítom amíg visszaviszem a fejet a probe által hagyott jelig? Lekérem újra a pozíciót és az új értékből kivonom a legelső pozíció értékét? -
Reggie0
félisten
válasz
petyus_
#34495
üzenetére
Mekkora sebesseggel nyomtatod az elso reteget? Az solid fill-nel mintha kicsit vekonyak lennenek a vonalak. Probald meg levenni az elso reteg sebesseget 8-10-re.
Ha nagyon nem megy, probald ki, hogy megforditod az uveglapot, neha az a textruazott felulet tobbet ront, mint hasznal. -

Gubu0101
veterán
válasz
petyus_
#34495
üzenetére
Nekem az ecoPLA (3djake) ugy tunik bevallt.Probaltam a gyari feher pla-t amit adtak a gephez,de azzal csak tak@olt (barhogy is allitottam) azzal a beallitasal es hofokal amivel az eco szepen dolgozik,ment is a kukaba


En asszem maradok is ennel a gyartonal es pla-nal,majd jovohonapban szeretnem kiprobalni a wood-ot.
Amugy nekem a 200-202/60 fok tokeletesen szuperal. -

kovacszk
senior tag
válasz
petyus_
#34495
üzenetére
Próbáld meg megfordítani azt az üveget, sima felület legyen felül, azt mosd el forró mosószeres vízzel se ipa se semmi más csodaszer. És képek alapján egy 0,05-el lentebb teheted a z-t. Ne legyen huzat körülötte. És ne váltogasd az asztal hőmérsékletét nyomtatás közben. Így lent kell maradnia. Ja és a 210 PLA-val kicsit soknak tűnik, próbáltad lentebb vinni, 195-200 körül?
-

Brain75
senior tag
válasz
petyus_
#34490
üzenetére
Volt nekem is ilyen , de nálam hosszas próbálgatások után kiderült hogy az anyaggal nem stimmel valami, mert egy másik tekercs más típusú anyaggal elsőre sikerült és nem jött fel.
Ment a kukába az anyag, mert semmire sem volt jó.
Nem volt nedves, nem volt vele semmi, de az istenért nem tapadt le és ha véletlenül letapadt akkor elválltak a rétegek kihűlés után.
-

Saccco
nagyúr
válasz
petyus_
#34490
üzenetére
210-en nyomd az első réteget, ha nagyon nem akarja, akkor brim.
Segíthet, ha kettő tárgyat nyomtatsz, akkor a tárgyhűtés nem fújja el talán. - Bár ez véleményes, a PLA-nak bármennyi hűtés mehet. Igaz a huzatot nem szereti.
Ha saját terv, akkor tegyél rá 45°-os letörést alulra.



 Elküldöd priviben a fileokat?
Elküldöd priviben a fileokat?



 CanBoot felmegy DFU módban, de utána a bus-on se kép, se hang.
CanBoot felmegy DFU módban, de utána a bus-on se kép, se hang.


 . Ezt egyelőre megrendelem így, és infrás hőmérővel megmérem a kereket ha tudom.
. Ezt egyelőre megrendelem így, és infrás hőmérővel megmérem a kereket ha tudom.



























Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja

- Gamer PC - i3 12100f, RTX 3070 és 16gb DDR5 + GARANCIA
- Lenovo ThinkPad T14 Gen 5 Ultra-I7/64GB/512SSD/Érintőképernyő/garancia
- Lenovo ThinkPad T14 G3 I5-1245U/32GB/1TBSSD/Érintőképernyő/Garanciás.
- Dell Precision Munkaállomás 7750 17.3" i7-10850H/32GBRAM/1TBSSD/RTX3000/WIN11PRO
- EREDETI Apple Watch ULTRA óraszíjak (BLACK TITANIUM) - 49mm
- AKCIÓ! AMD Ryzen 9 3900X 12 mag 24 szál processzor garanciával hibátlan működéssel
- AZONNALI SZÁLLÍTÁSSAL Eladó Windows 8 / 8.1 Pro
- Csere-Beszámítás! AMD Ryzen 7 7700X Processzor!
- Telefon felvásárlás!! Samsung Galaxy A14/Samsung Galaxy A34/Samsung Galaxy A54
- Újszerű Asus ExpertBook B1 B1500 - 15.6" FullHD IPS - i5-1235U - 16GB - 512GB SSD - Win11 - Garancia
Állásajánlatok
Cég: Promenade Publishing House Kft.
Város: Budapest

Cég: CAMERA-PRO Hungary Kft
Város: Budapest