-

Mobilarena



Új hozzászólás Aktív témák
-

eJeti
csendes tag
válasz
 TheProb
#15656
üzenetére
TheProb
#15656
üzenetére
3D TOUCH SENSOR
Nem bírom ki h ne szóljak bele :-) annyi rosszat olvastam róla itt.Innen rendeltem, ezt :
https://www.aliexpress.com/item/Old-customer-discount-activities-bl-touch-auto-bed-leveling-New-upgrade-sensor-3D-TOUCH-SENSOR-2018/32913903746.html?spm=a2g0s.9042311.0.0.27424c4dqnPQSaAnnyi eltérés van benne, hogy amikor én vettem még fém volt a tapogató rúd a végén...
Tarantula, merevített, dual Z.
Csináltam tesztet a szenzorral 0,009 volt a legnagyobb szórás.
Mióta feltettem nincs gondom a szintezéssel, tapadással. Sima üveglapra nyomtatok, 5-8 nyomtatásonként lemosom sima mosogatószerrel (nem sensitive, kézkímélő stb.)A leghasznosabb dolog amit a géphez vettem.
-
-

Reggie0
félisten
-

azbest
félisten
válasz
TheProb
#15552
üzenetére
uhh, ha az a hanghatás az elején tényleg ilyen, akkro oda pár dolcsis hang elnyelő kellene a motorok alá első körben
 Nekem is ilyen hangja volt a tevonak az alap stepper driverekkel. A rezgés elnyelőkkel meg majdnem olyan csendes, mintha komolyabb stepper drivert használnék az alap 4988 helyett, csak sokkal olcsóbban jött ki. Már csak a ventiket várom, hogy azokat is halkabbra cseréljem a mostani sivítósakról.
Nekem is ilyen hangja volt a tevonak az alap stepper driverekkel. A rezgés elnyelőkkel meg majdnem olyan csendes, mintha komolyabb stepper drivert használnék az alap 4988 helyett, csak sokkal olcsóbban jött ki. Már csak a ventiket várom, hogy azokat is halkabbra cseréljem a mostani sivítósakról. -

Dyingsoul
veterán
válasz
TheProb
#15525
üzenetére
Hát még párszor megfordult bennem, hogy lehajítom róla...
De az a nagy helyzet csak az üveg olyan egyenletesen sima, hogy tudok a teljes munkafelületen egyszerre nyomtatni. Mert az alap ender 3-as lap görbe.A történet vége az lett, hogy 2mm vastag üveglapot vettem, a 3mm es ott áll a szekrényben.
az alap ender 3 padot lehajítottam és magában a 2mm-es áll rajta. Gyönyörűen lehet nyomtatni 60C bed temppel a PLA-t. De lehet még 60-ról is lejjebb lehetne picit benni. Ez hamar átmelegszik, nekem nem warpol (kollégámnak igen).Amit nem szeretek, hogy azért a tapadás nem olyan, mint ender 3-on. Egymás után kétszer nyomtatom ugyanazt és egyszer jobban tapad egyszer kevésbé. Jellemzően kis körkörös mozdulatok nem tapadnak pl furat lyukak, csavar helyek. Brim-ezek persze de egy furat lyukba nem tesz brimet.
Jah és a Brimet utálom lepucolni... Nyűg.
-

izisz
senior tag
válasz
TheProb
#15455
üzenetére
Érdekes. Nálam Slic3r PE-ben meg olyan gomb nincs
Amúgy itt az Export Gcode és a Send to printer is triggereli a nyomtatási idő (meg anyag, meg ár, stb) számítást. (hm, lehet ha nem lenne octoprint konfigolva alatta, akkor a Send to print helyett lenne Slice now netes képek alapján) -
izisz
senior tag
válasz
TheProb
#15438
üzenetére
Slic3r (PE): printing time-ot számol, ráadásul pontosan, amennyiben a géped accel és jerk értékeit pontosan töltöd ki. Amikor kiexportálod a gkódot, akkor jelenik meg az idő az ablak jobb alsó részén. Addig nem.
(#15440) Dyingsoul
Netfabb javítón küldd át a modellt. Vagy írták már, hogy win10-ben a 3dakármi nevű beépített progi is tud jól javítani. Ha ez nem segít, akkor olyan picurka a kar azon része, hogy nem tud értelmeset szeletelni belőle a megadott fúvókamérettel (így jártak régen pl az Eiffel toronyt nyomtatók, a csúcsa felé annyira vékonyak a korlátok, hogy a szeletelő szimplán meg sem jeleníti, mert 0.4-es nozzle-val és default layer width beállítással nem kivitelezhető)
Amúgy nem tudom mekkora ez a modell élőben, de aprócska, akkor ne várj nagy siekrélményt belőle FDM nyomtatóval.(amúgy thingin mekkora a négyzetháló felbontása az stl-eken? sose tudom
) -
Dyingsoul
veterán
válasz
TheProb
#15438
üzenetére
Pont így vagyok vele én is. De a Cura nekem szimpatikus, csak jó lenne, ha alapból tudna még pár dolgot.
Más:
Ezt a Rayquaza modellt próbáltam kinyomtatni. Holnap tehetek fel képet, de ha letöltitek és szeletelitek, tisztán látszik, hogy a bal karját "levágja" a szeletelő. Más gondok is vannak. A jobb alsó "füle" vagy mi az a fején nem kap supportot akár mit játszom vele. Azért egy 0.12-es magasságú nyomtatást készítettem és hát a jobb karja a levegőben, supportokon lógott,és a másik keze is csúnya. Egyszerűen nem jól szeleteli a Cura.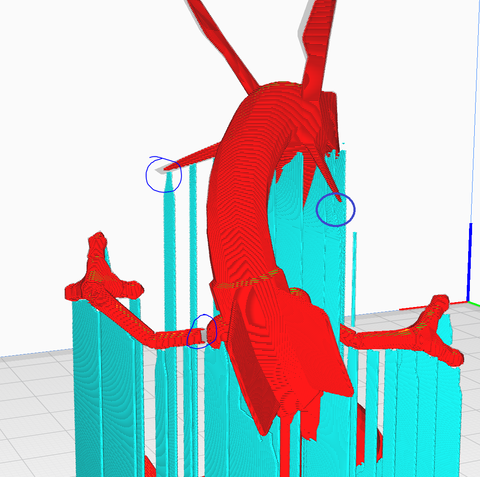
Meg tudná nekem nézni valaki ezt a modellt? Nagyon szeretném kinyomtatni, ajándékba lenne.

Szerk: próbáltam alap cura beállításokkal is szeletelni de már az előnézeti képen is látszik, hogy nem lesz jó, nem érnek össze a szeletek.
-
#15406
 Mr.Csizmás
titán
TheProb
#15375
Mr.Csizmás
titán
TheProb
#15375
Mr.Csizmás
titán
válasz
TheProb
#15375
üzenetére
damper feet vs squash egyéb hibáktól tekintsünk el, a lényeg látható, kevesebb ghosting, simább vonalak.

-
Reggie0
félisten
válasz
TheProb
#15393
üzenetére
A support interface arra valo, hogy azt nagy nehezen lehamozva pontosabb maradjon a targy. A kutyanal nem para, ha nem pontos, de ha ket alkatreszt kell osszeilleszteni, akkor mar szamit.
(#15402) Tankblock: Na jo, de mi a baj a geppel? Nem lehet, hogy tul gyorsan akarsz nyomtatni?
-
azbest
félisten
válasz
TheProb
#15375
üzenetére
ha volt valami szivacs például a nyomtató csomagolásában, akkor ideiglenesen az is megteszi próbára.
Most én is alátettem a gépnek, mert azt hiszem pont attól jelentek meg jobban a szellemképek, hogy felcsvaroztam még pár merevítőt a sarkokba múltkor.A videóban az a mondás, hogy a merev keret esetén az nem gond, ha mindenestől mozog a nyomtató. Mert együtt mozognak, de úgy nyelődik el az energia. A merev vázban, elnyelés hiányában meg oda vissza járnak a rezgések. [link]
Egy olyan talpat én is nyomtattam... de közben rájöttem, hogy két oldalt nekem 20as széles, így nem tudnám feltenni -
Reggie0
félisten
válasz
TheProb
#15375
üzenetére
Kb. ez van nekem is. A hanghatast elegge hatekonyan csokkenti.
(#15374) TheProb: Allmetallal vigyazni kell, allitolag jo sok a hamisitvany, ami belulrol valojaban muanyag, csak femes hatasu festest kap. Igazabol a legjobb, ha B2D extrudert epitesz, bar en inkabb attervezem dual bolygomuvesre.
-
Reggie0
félisten
válasz
TheProb
#15370
üzenetére
Megakad vagy megcsuszik a szal esetleg clogging.
Ender 3-nal van egy tipushiba: a szoritokar muanyagjat, ahol be van vezetve a filament, elkezdi kidorzsolni es a vajatban egyre jobban betapad es meg-megakad. Lasd:

Fel kell furni a lukat nagyobb meretbe es ele kell rakni egy gorgos szalvezetot. En ezt hasznaltam: [link]
Ezen kivul a csapagyazott dobtarto is sokat segit.
Ha gyorsan nyomtatsz, azaz nem az sdkartyan levo gcode szerint nyomtattad ki, akkor az is gond, hogy gyenge az extruder. En ezert 5:1 bolygomuves attetelt hasznalok, igy a megakadas is megszunt es gyorsabban is tudok nyomtatni.
-
Reggie0
félisten
válasz
TheProb
#15322
üzenetére
Nem eleg kikommentelni a relativ extruder pozicionalas parancsat, az is kell, hogy abszolutot hasznaljon (M82). Ahogy a G91 is kene a G90 helyett. Mit akarsz beallitani, vagy mire van szukseged?
; Ender 3 Custom Start G-code
;G21 ; set units to millimeters <=== Innentől
;G90 ; use absolute coordinates <...
;M83 ; use relative distances for extrusion <=== Idáig
M82 ; <<<< Ígye
.... -
Reggie0
félisten
válasz
TheProb
#15293
üzenetére
Az a baj, hogy akar 100, akar 50, ezeken a sebessegeken csuszik a filament. Ha ezekkel kalibralod be, akkor a lassabban nyomtatott reszeken, pl. amig gyorsul vagy kanyarodik, tulextrudalt/blobos lesz a nyomtatas. Ha megnezed a tablazatomat, ender 3 pl. 230 fokon tudta 25mm/s-ig csuszasnelkul, 200 fokon mar a 10mm/s is sok volt. Ezert kell a legnagyobb homersekleten es legkisebb sebesseggel kalibralni, mert azzal valoban az alap mechanikai parametereket lehet beallitani, ugyanis nem korlatoz se a filament folyekonysaga miatt fellepo nyomas, sem a fogaskerek/filament csuszasa.
-
Dyingsoul
veterán
válasz
TheProb
#15238
üzenetére
Ugyanez a problémám nekem is. Extruder kalibráció után is olyan rosszul nyomja az első réteget, néha még a skirt is felválik egy-egy sarkon. De a bedet feljebb már nem tudom állítani mert akkor már karcolja a lapot. Feljebb állítva meg nem tapad meg az asztalon semmi kb.
Tegnap vettem üveglapot 330 EMF-ért darabját úgyhogy 3-at hoztam egyszerre.
 Még nem tudtam vele tesztelni mert clipsem nem volt hozzá de ma reggel már azt is megvettem. Este tesztelés lesz.
Még nem tudtam vele tesztelni mert clipsem nem volt hozzá de ma reggel már azt is megvettem. Este tesztelés lesz. 
Épp most jött meg a Raspberry Pi is.
-
azbest
félisten
válasz
TheProb
#15220
üzenetére
pla nyomtatás vagy más tárgyhűtőt igénylő anyagnál a levegő hűvösen tarjta. A tanrantulához sokáig ilyen dual megoldást használtam, aztán egyik oldalát le kellett vágnom, amikor egy nagyobb nyomtatáskor útban volt
Viszont abs nyomtatáskor, amikor a tárgyhűtő állt, akkor kissé lekonyult. Szóval abs-ből nyomtattam másikat. Kisebb, alancsonyabb dolgokat még viszonylag tűrhetően lehet abs-ből nyomatni úgy is, ha nincs befedve. Meg cura esetén experimental részen van olyan pipa, hogy nyomtasson kerítést a tárgy köré, hogy jobban tartsa a meleget, kicsit segít.
Aztán amikor v6 klón váltásra készültem, akkor váltottam radial fang-ra, egy ventis, jobban célzott levegővel. Ezt is abs-ből.
Hát, első körben én egy alap készletet egy helyi vasműszaki boltban vettem, de volt vagy 6 ezer forint darabra véve a csavarkészlet (a leggyakoribb méretekből, anyákból, alátétekből 20-20 db) és mégcsak nem is volt minden. T / v anyát nem is ismerték. Aztán aliról vettem még pár csomaggal ezt-azt.
m2.5 készletet innen [link], saválló m2 m3 m4 anyákat innen [link] (100 db meglepően kicsi csomag), T nut-ból m3 m4 m5 innen [link]
-
Reggie0
félisten
válasz
TheProb
#15170
üzenetére
Szerintem feleslegesen porogsz ezen, csak nagy targynal lesz problema. En nem is vacakoltam ilyesmivel, egyszeruen kicsibb szorosabbra vettem a szintezest. Ahol kozelebb van ott kicsit tulextrudal, de ez csak az elso retegnel okoz annyi problemat, hogy a kituremkedo anyagot szikevel kell levagni. Ha kicsi targyat nyomtatsz, akkor az ugyis a kozepere megy es eszre sem veszed. Egyedul 0.1mm-es retegvastagsagnal van annyi gondom, hogy tul vekony az elso reteg, ezert a kezdeti retegvastagsagot 0.2-re kellett vennem, hogy ertlemes anyagmennyiseg keruljon ra es megtapadjon. A tulextrudalas amugy is elonyos, mert nagyobb erovel nyomja a felulethez, mint normal esetben, ami szinten segiti a megtapadast.
Inkabb az extrudert es nyomtatasi sebesseget kalibrald, mert az szemmel lathatoan nincs rendben.
-
Reggie0
félisten
válasz
TheProb
#15162
üzenetére
Ha cso csatlakozoban elakad, akkor en inkabb kicsavarom a csovet, kitolom a szalat, rahuzom a csovet es visszatolom. Sokkal egyszerubb mint a filamenttel jatszani.
A gyorsszoritonal nekem egyenesen megy, inkabb csak fuggolegesen nem talalja el a lukat, mivel felulrol jon a filament es U alakban meggorbult. Az utolso 1.5 centit hajlitsd meg lefele olyan 20-30 fokban es konnyen bele lehet talalni.
Pl gorbitsd meg az asztalt. Mondjuk alul a femkeret es a lap koze fabol rakjal be alatamasztast, hogy csak kozepen erjen hozza majd huzd lejjebb az allitoval. Ha meggorbult, akkor meg huzzal ra egy kicsit, majd kiszedheted es talan kozelebb lesz a sikhoz. Egy probat meger.
Ha jo megoldast szeretnel hosszutavon, akkor veszel erintotut es auto bed levelinget hasznalsz.
-
#14953
 Devil Smile
őstag
TheProb
#14948
Devil Smile
őstag
TheProb
#14948
Devil Smile
őstag
válasz
TheProb
#14948
üzenetére
A pro tobb mindenben is jobb..
Pl jobb a tapja (nekem is pro van ig ynem tudom milyen tap van a simaban de anno nekem is ezt mondtak)
A talcahoz tartozo elem nem 2040 hanem 4040
A magnes asztal (Nekem nagyon bejott)
A ControlBoard nem folfele szellozik hanem lefele
es allitolag a simaban nem lehet az asztalt 110fokra futeni..nagy hirtelen ennyi..
-
izisz
senior tag
válasz
TheProb
#14943
üzenetére
Ha nem akarsz várni külön akcióra, akkor 180 USD körül okés a dolog, alapgépre. De nemrég volt Alin kuponzápor, akkor 150 USD-ért láttam legolcsóbb konstrukcióban minden lehetséges kupont ráhúzva. Nem olyan óriási a különbség, ha van KELL érzés, hajrá, rendeld meg most

-
#14940
Mr.Csizmás
titán
TheProb
#14939
Mr.Csizmás
titán
válasz
TheProb
#14939
üzenetére
vedd az alapot, nozzle filléres dolog szó szerint (0.xx$ per db), tükörlapot meg ikeában tudsz venni. #keresőhöz: Ikea LOTS Tükör 1.990 Ft / 4 darabos Ár/darabos 498 Ft Cikkszám: 391.517.00
szerk.: rengeteg nozzlit tudsz venni belőle, meg rendes tükörlapot. ki tudja mit küld a csájneze.
-
-
-

skul0
aktív tag
válasz
TheProb
#7902
üzenetére
A Curaban van olyan beállítási lehetőség, hogy kerülje el a már kinyomtatott felületeket. Ilyenkor megnő a nyomtatási idő a több, illetve hosszabb utazások miatt, de nem lesz "csíkos" a felület. link
Én az utóbbi időben az Ironing-al közösen használom, így egész szép vízszintes felületeket kapok, egy példa ami épp mellettem van, talán a tartó jobb oldalán látszik legjobban.
-
izisz
senior tag
-

blountex
senior tag
válasz
TheProb
#7831
üzenetére
Ugyanarra mint a Insulation.
Azaz megvéd attól hogy szaros legyen a heater blockod. Csak míg az insulation rohadt könnyen szétmálik főleg ha lyukat akarsz beleszúrni (lyukkal is rendelhetőbb de drágább), nem olyan egyszerű felszerelni, addig a szilikonos zokni sokkal egyszerűbb, csak a heater block tetejét nem védi semmi, míg az Insulationnál igen. -
blountex
senior tag
válasz
TheProb
#7722
üzenetére
Én úgy szoktam összeszerelni hogy először a heater blockba beraknom a nozzlit, majd egy nagyon picit negyed fordulat vissza utána berakom a throat tube PTFE csö nélkülit vettem, és meghúzom. Beszerelem a helyére és ütközésig benyomom a PTFE csövet.
Nem igen szokott előfordulni dugulás és egész jó ez a szilikonos kütyü, jobb mint a insulation bár pont a heater block tetejét nem védi semmitől, remélem nem folyik fölfelé a filament, előfordult már 1-2x elég kellemetle szinte levakarhatatlan. -
izisz
senior tag
válasz
TheProb
#7792
üzenetére
Elfogy az adat a FW-ben szerintem és vár a puffer töltésre.
Próbáld meg SD-ről ha van rá módod.
Ha win alól megy, akkor nagyon nem csodálkozom, ha linux akkor azért fura.
Curában nem lőttél be vmi lassítást, ha a min layer time nem ér el egy bizonyos értéket? Anno, még az előző generációs curában volt hasonló, beállítottam, nekem akkor volt ilyen darabos.
Meg akkor, mikor a frissen összerakott anet-ot win gépről usb-n tápláltam. És az íves formáknál, ami sok szegmenses, feszt elfogyott a puffer tartalom és várt a nyomi a következő adatkupacra. -
compi.hu
senior tag
válasz
TheProb
#7722
üzenetére
De a múltkor kérdésem még mindig aktuális lenne, hogy mennyire eladhatók itthon a használt 3D nyomtatók.
Annyira amennyire találsz rá vevőt. Aki kitet vesz az többnyire vagy azért veszi mert olcsó, vagy mert tanulni akar az építésből. Szóval leginkább próba-cseresznye. Tekintve hogy jelenleg is problémás a géped és ha jól emlékszem a rudakat is sikerült valamikor "megigazítanod", szerintem kb. féláron fogsz tudni túladni rajta ha csak be nem kamuzod valakinek, hogy jól működő gépet kap (akkor meg nincs utána csodálkozás ha egyszer csak találsz egy csákányt a hátadban egy szép reggelen)
Egyik nyomtatós FB csoportban van egy amcsi csávó aki megállapodott több kínai gyártóval, hogy azokat a kiteket amiket az amazonnak visszaküldtek (többnyire azért mert a vevőknek többnyire lövésük sincs előre arról, hogy egy ilyet összerakni az azért nem egy sétagalopp) átveszi, összerakja, leellenőrzi és eladja. Ő az amazonos árhoz képest emlékeim szerint nagyjából féláron adja a őket. -
layerke
aktív tag
válasz
TheProb
#7644
üzenetére
Neki az a baja vele, hogy kalibráltatja az asztalt és közben összecsurogja műanyaggal a fúvóka. Én nem kalibráltatom, hanem beállítom évente egyszer biztos, ami biztos és kész. Nekem is folyik a fúvókából előmelegítéskor, de nem érdekes, mert lehúzza az üvegen ahogy megkezdi a nyomtatást. Fordítva kell beállítania, először kalibrálás, majd melegítés.
-

Saccco
nagyúr
válasz
TheProb
#7628
üzenetére
Én semmit sem állítottam csak az átmérőt. Könnyen tudod ellenőrizni, hogy milyen lesz a dolog. Átállítod a szeletelőben és megnézed mi milyenre változik. Szerintem nincs alsó (0-tól nagyobb) rétegvastagság határ, inkább ésszerűségi.
(#7629) energy4ever:
"Ha a Tarantulat PC-vel USB-n keresztul kotom ossze, annak mi az elonye, es mivel masabb mint sd-n hordani at neki az adatokat?"
Ne tedd. Hátránya van. Újraindul a gép és vége. Előfordulhat, hogy egy pendrive-ot rákötsz a gépre és vége.
Amit keresel az az Octoprint. Ez egy nyomtató felügyelő/működtető szoftver. Belső hálózaton böngészőből lehet babrálni."Autodesk Fusion 360 ala milyen gepet kellene rakni, hogy sose akadjon meg? Jelenleg egy "gamer" pc-vel csinalom. 4szallas proci, vagy a 8GB ram lehet neki keves? Vagy mindketto?"
Szerintem ennek mindegy.
Nekem a 16GB RAM is kevés néha.
Elképzelhető, hogy egy CAD-re kihegyezett videokártya segítene rajta.(#7636) kulu22:
Nemrég én is úgy jártam vele. Kellene nyomtatni egy másik betétet hozzá.
Gyorsan rákerestem, szerencsére másokat is mozgatott a történet. ![;]](//cdn.rios.hu/dl/s/v1.gif)
[link1][link2](#7637) janek69:
Az a baj, hogy a lefogazott, törött fogaskereket kaptam meg. Az egész modellt az alapján csináltam, így nem tudom, hogyan néz ki a beépítés helye. Lehetséges, hogy lehetne tömörebb. Az látszott rajta, hogy 1-2 kikönnyítés a POM-nak ad lehetőséget az igazodásra. -
izisz
senior tag
válasz
TheProb
#7532
üzenetére
krimpelő fogó, meg dupont csati meg tűk
ezek híjján marad a fapad, levágod az eredeti kábelről a csatit és rászikszalagozod az új madzagra.
De előbb próbálj kontakt hibát keresni. Illetve ha van más tápod (pl atx) akkor próbáld ki azzal is.
Az ergya kínai tápok van, hogy "betérdelnek" egy fűtött asztal miatt és az már fesz ingást okoz.
De ha van elektrós ismerősöd a közeledben, a legjobb tán, ha átadod neki a terepet egy hibakeresés erejéig -
izisz
senior tag
válasz
TheProb
#7530
üzenetére
- feszültség ingadozás a tápból fűtés alatt
- termisztor végét járja
- csatlakozó pontokon kontakt hiba
- tárgyhűtő venti túlhűti a fejet és a fej nem képes tartani a hőt
Ezek bármelyike előfordulhat, lépésenként kellene debugolni, hol lehet a hiba. Mozgatni/mérni/cserélni az alkatrészeket. -

TheProb
veterán
válasz
TheProb
#7529
üzenetére
Most meg a 3. réteg közepénél "thermal runaway"-t dob....
Ahogy nézem a configuration.h és configuration_adv.h-ban, a THERMAL_PROTECTION_HYSTERESIS and/or THERMAL_PROTECTION_PERIOD-ot lehet ilyenkor módosítani. Van ebben valakinek tapasztalata, hogy mi alapján kéne ezt módosítani?
-
compi.hu
senior tag
válasz
TheProb
#7430
üzenetére
Nem ilyen van benne véletlenül?
Illetve ha jól látom ennek jobban hasonlít a heatbreakje a fotódra.
Ahogy nézem a méreteket, le tudod cserélni mondjuk akár erre is, ezekhez egyszerűbb alkatrészeket szerezni.
Azért jó lenne tudni, hogy anycubic átállt erre a hotendre valamikor vagy hogy a bánatba került ilyen a gépedbe.
-
skul0
aktív tag
válasz
TheProb
#7389
üzenetére
Kattogás nyomtatás közben nálam is dugulásnál volt.
Hogy mérted le hogy mennyit tol ki magából az extruder? Gondolom nem a hotend-en keresztül, így mérésnél a dugulásnak szerintem nem kéne jelentkeznie, az csak nyomtatás közben derül ki. Ebből kiindulva pedig más lehet a ludas. Filament tekercs szabad letekeredése biztosítva van?











 Nekem is ilyen hangja volt a tevonak az alap stepper driverekkel. A rezgés
Nekem is ilyen hangja volt a tevonak az alap stepper driverekkel. A rezgés 







![;]](http://cdn.rios.hu/dl/s/v1.gif) )
)








 A magnes szerintem attol meg megfogja.
A magnes szerintem attol meg megfogja.













Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja

- ÁRGARANCIA! Épített KomPhone Ryzen 5 7600X 32/64GB RTX 5070 12GB GAMER PC termékbeszámítással
- Apple iPhone 13 128GB, Kártyafüggetlen, 1 Év Garanciával
- Bomba ár! HP Elitebook 8560W - i7-2GEN I 8GB I 500GB I 15,6" FHD I Nvidia I W10 I Garancia
- Lejárt a gyártói garancia? Mi tovább támogatjuk az IT infrádat!
- TP-Link Archer C1200 Router eladó (1200 Mb/s Wi-Fi)
Állásajánlatok
Cég: Promenade Publishing House Kft.
Város: Budapest

Cég: CAMERA-PRO Hungary Kft
Város: Budapest