- Samsung Galaxy Watch7 - kötelező kör
- iPhone topik
- Prohardver app (nem hivatalos)
- Mobil flották
- QWERTY billentyűzet és másodlagos kijelző is lesz a Titan 2-ben
- Megjelent a Poco F7, eurós ára is van már
- Betiltották a Pixel 7-et Japánban
- Samsung Galaxy A35 5G - fordulópont
- Motorola Moto Tag - nyomom, követ
- Xiaomi 13T és 13T Pro - nincs tétlenkedés
-

Mobilarena



Új hozzászólás Aktív témák
-

Dyingsoul
veterán
válasz
 Dyingsoul
#31457
üzenetére
Dyingsoul
#31457
üzenetére
Tényleg, az extrudert vizsgáld meg nagyon alaposan!
Nekem is volt ilyen általad említett kattogás amikor is egy idő után azt vettem észre, hogy már akkor is kattogott mikor dugulás sem volt... a gyári extruder szar.Ezt ajánlom neked (persze mások a BMG-re esküsznek, nekem viszont a linkelt annyira bevált, hogy nem látom értelmét lecserélni)
Alin keress még PTFE csövet, szerintem vegyél többet, 1 méter szerintem elég de ha akarsz vegyél 2-t.
Vegyél egy PTFE cső vágót, olyat ami pontosan és szépen vágja a cső végét (Én ilyet vettem de más is jó lehet).
+ vegyél pár PTFE bowden rögzítőt, csak arra figyelj másféle kell az extruder végre és más a hotendre. -

Reggie0
félisten
válasz
Dyingsoul
#31343
üzenetére
Itt tudod ellenorizni, hogy milyen teaor-hoz milyen vegzettseg kell, de eppen nem mukodik: https://e-tus.hu/etus/
Sajnos a muanyagokkal kapcsolatos tevekenysegi korok vegzettseghez kotottek, kivetel:
müanyag heggesztés, müanyag darabolás, müanyag feldolgozás. -
pyth
tag
válasz
Dyingsoul
#29279
üzenetére
Én a poroltó mellé még egy Wifis tűz és füstjezőt is tettem. Mobilra riaszt ha tűz van, ha a ház másik felében vagyok vagy a kertben esetleg éjszaka ha alszom. Persze ha a város másik felében vagyok akkor max a tűzoltókat tudom értesíteni. Lehet hogy túlzott para de először Creality CR6-SE nyomtatót akartam venni amik eleinte előszeretettel kigyulladtak. Aztán mégis egy CR10S pro V2 lett (amivel nagyon elégedett vagyok) de a para azért megmaradt.

-

trialkornel
tag
válasz
Dyingsoul
#29283
üzenetére
Pedig ez még az olcsóbb fajta. A Bonpet féle sokkal drágább (~44 000 Ft). Szerintem az a ~18 000 Ft nem olyan sok a biztonságért, meg jó esetben csak egyszer kell megvenni és akkor egy ideig be vagy biztosítva (nem tudom mennyi ezeknek a szavatossága).
#29255honeypot: Azok a csomók olyannak tűnnek, mint amikor a nozzle-re ragad az anyag és amikor már összegyűlik szépen beletörli a tárgyba. Utána meg mikor megint arra jár a fej, megakad benne, dob rajta egyet, így onnantól minden rétegen lesz ilyen púp azon a helyen.
-

Scallion
senior tag
-
Dyingsoul
veterán
válasz
Dyingsoul
#26339
üzenetére
Na ehhez még annyit, hogy újraszeleteltem a modellt, hogy a support távolságon állítsak.
A Cura-ban véletlenül az maradt, hogy 60 fokos bed-del és 205 fokos hotenddel nyomja az első layer-t... Persze, hogy megint elromlott a nyomtatás. De észrevettem és módosítottam a hőmérsékleteket:
Bed first layer temp: 70 fok.
Tool first layer temp: 210 fok.És simán ment a nyomtatás, úgyhogy tuti ez volt a hiba nálam a Glass bed miatt. Csak azért írtam le ha mások jönnek ugyanezzel a problémával, akkor elsők között ezt érdemes tanácsolni nekik, ezt gyorsan lehet is tesztelni és van eredmény.
-
Dyingsoul
veterán
válasz
Dyingsoul
#26342
üzenetére
Sikerült kinyomtatnom, nagy az öröm!

Viszont az általam használt Tree supporttal megtámogatva az egyik kinyúló része a modellnek "leesett". Ilyen esetekben mikor nem túl jól támaszt kis kinyúló részeket, mit érdemes állítani a tree supporton?
0.2-es Layer height-tal dolgozom. A Cura-ban a "Tree Support Branch Distance" kapcsolót látom, hogy ez állítja azt, milyen messze legyen az overhang-ektől a support. Ez alapértelmezetten 1mm-en volt, így nyomtattam.
Emlékeim szerint érdemes úgy nyomtatni, hogy a Layer height duplája legyen a support távolsága a modeltől. Ennek jegyében ezt az 1 mm-es értéket szerintem csökkenteni kellene 0.4 mm-re. Jól gondolom vagy mást kellene állítani ahhoz, hogy az overhangek stabilabban legyenek megtámasztva?
-
Reggie0
félisten
válasz
Dyingsoul
#26339
üzenetére
Az estep erteked meresi modtol fuggoen sebessegfuggo lehet. Ha felmelegited a nozzlet es ugy kalibralod, akkor kis sebessegen tobb anyagot nyom ki, mint nagy sebessegen, mivel az ellenallas miatt elkezd csuszni a feedernel a filament. Ez okozhatja azt, hogy kis sebessegnel tul sok anyagot nyom ki, mig nagy sebessegnel, illetve kalibralasnal normalisnak tunik.
-
#26343
 tothferenc
aktív tag
Dyingsoul
#26342
tothferenc
aktív tag
Dyingsoul
#26342
-
-

Joshi
titán
válasz
Dyingsoul
#26178
üzenetére
"#26158Joshi: Octoprintről megy a nyomtatás."
Csak azért kérdeztem, mert az adatátvitellel is lehetnek gondok. De látom, hogy már a szeletelésben is látod a problémát. Habár ez esetben én nem is kezdeném el a nyomtatást. Átküldted a Netfabon a modellt? Ja és a PrusaSlicert már többen jobbnak vélik mint a Curát.ui.: Simpliy3D 5.0 csak nem akar érkezni.

-

Wasquez
senior tag
válasz
Dyingsoul
#26157
üzenetére
A filament nedvességét azt szerintem kicsit félreértelmezetten kezelitek!
Az, hogy a szobában nincs fellocsolva minden, meg van a tárolóban szilikagél, nem jelent semmit!
Egy száraznak mondható helységben kb 50-60% a levegő relatív páratartalma.
A műanyag ebből pont teleszívja magát, hidrofób anyag, a szilika gél a zacskóban talán gyorsabban fel tudja venni a nedvességet, és nem jut a műanyagnak annyi, de ha ki van bontva, akkor tele szívja magát, és nem ér semmit!
Egy száraz szobának e levegőjéből is egy páraösszeszedő liternyi vizeket tud kiszedni egy nap alatt. -

azbest
félisten
válasz
Dyingsoul
#26152
üzenetére
nem csak arról van szó, hogy utazáskor kicsit csorog a nozzle, mert bizonyos szituációkban nem csinál retractot? Vannak arra opciók, hogy lehetőleg a tárgyon belül utazzon és kerülje a felesleges kereszteződéseket.
Combing mode környékén a Travel alatt van sokféle beállítási lehetőség. Maga a combing mode igyekszik a tárgyon belül tartani a nozzlet mászkáláskor is. Úgy általában a retracion is lehet hatással rá. A z-hop when retracted az amikor direkt emel út közben.
Az teljesen normális, hogy nem emeli meg a fejet, ahogy keresztülmegy már nyomtatott területen, hiszen a a fej elvileg felette van, de a valóságban persze vonalakat húz bele.
Ha valami túl pici, akkor előfordulhat, hogy nem kerül nyomtatásra. Az előnézetben kell megnézni, hogy akar -e oda anyagot tenni. A vékony dolgokon segíthet a print thin walls például.
De mindennek van hatása és mellékhatása is. Van, hogy jobban megválasztott hőmérséklet vagy sebesség jobb, mint nagyon elbonyolítani más beállításokat, mert nehéz pontosan megjósolni, hogy mi lesz a komplex összefüggések hatása.
Az meg hogy curában nem azt látod, mint amit nyomtat: vagy már réges rég nem ott tart, mint ahol az előnézeti képeden van, vagy nem azt a fájlt nyomtatod valójában. Valahogy elkeverted esetleg, hogy máshová mentsen, és nem azt a fájlt használod, ami friss.
Az is vicces tud lenni, ha a tárgy nem fekszik szépen a curában a tálcán. Nyomtat pár csíkot elsőre, aztán a többi már magasabbról a levgőbe. Meg lehet szépen nézni, hogy jól fekszik-e fel. -

Saccco
nagyúr
válasz
Dyingsoul
#21418
üzenetére
Régebben használtam már, aztán a Cura lett a go to szeletelőm. Most egy hiba miatt ki akartam próbálni újra mást. Felraktam a PrusaSlicer-t és az S3D-t, elsőre utóbbit próbáltam ki és jó lett a tárgy. Így ráengedtem egy PETG-t, aztán néztem nagyot.

Nem annyira nehéz bánni vele. Most process-enként kezelem a különböző filament-eket és profilokat. Elvileg lenne ennek más módja is, de ahhoz kell kicsit varázsolni.
Nem lehet annyira belemászni a dolgokba, mint Cura-ban, viszont így elrontani sem engedi annyira.

-

mekkGyver
aktív tag
válasz
Dyingsoul
#20418
üzenetére
Nem frissítettél Marlint a gépen? Már nem emlékszem hogy van pontosan, de úgy rémlik, hogy van konkrét G kód a filament cserére, nem tudom a Cura azt használja-e, vagy megcsinálja lépésenként. Mert ha egy kódot küld, akkor annak paramétereit Arduinoval lehet berhelni. Én múltkor OctoPrint pluginnal oldottam meg, abban kell megadni a layerek számát, bár ott az nem volt tiszta, hogy a váltás előtti, vagy utáni számot kéri, de esetemben nem volt lényeges 1-2 layer ide, vagy oda.
-
Reggie0
félisten
válasz
Dyingsoul
#20418
üzenetére
Nekem a legutobbi 4.4-es frissitesnel osszeszrta magat az octoprint kezeles es nem hajlando megtalalni a halozaton, azota prusaslicert hasznalok. Igazabol egy slicer nem eleg, mindegyiknek megvan a maga bugja, pl. prusaslicer a brim/raft+support dolgokat elegge gyatran csinalja. A cura szepen a brimre pakol supportot, a prusaslicer meg a supportnak kulon(gyengebb) alapot pakol es akore rakja a brimet.
Amugy en nem cserelek filamentet.
-
trialkornel
tag
válasz
Dyingsoul
#20418
üzenetére
És (#20420) fabula : Én rendszeresen és régóta használom a Curában a Pause at height plugint és nálam hibátlanul működik. Illetve nálam olyan hibája volt időnként hogy nem a megfelelő réteghez tette be a váltást, de a legújabb Curára frissítve eddig nem produkálta ezt a hibát. Sőt már tettek bele olyat is, hogy a csere után kimegy a fej az asztal elejére (talán a 0,0 pontba), ott kinyom kis anyagot (feltölti a nozzle-t) és utána megy vissza a tárgyhoz folytatni a nyomtatást. Ez a kis kitérő gondolom pont arra szolgál, hogy ami anyag még kijön, azt út közben lehúzza a fejről, így nem lesz a nyomaton semmi elkenődés meg kupac.
Nem értem nálatok miért nem megy vissza pontosan pozícióra a fej. Lehet valami szeletelő vagy firmware beállítás okozza??
-

fabula
őstag
válasz
Dyingsoul
#20418
üzenetére
Én is cserélgetem a filamentet többszínű nyomtatáshoz. A Cura-ban valóban a filament change működik, én is azt használom, de azt a kúpot sajnos mindig otthagyja. Én le szoktam csípni a fogóval, mielőtt ráeresztem az új réteget.
Volt már, hogy elfelejtettem lecsípni de nem okozott gondot a nyomtatás folytatásánál, a meleg fúvóka elkeni. Ez csak akkor problémás, ha a fedőréteg vékony, mert azon átüt halványan a kúp színe az előző rétegből.
Jobb megoldást eddigén sem találtam. -
Dyingsoul
veterán
válasz
Dyingsoul
#20414
üzenetére
Hát ez a pause at layer úgy bugos ahogy van. Nem is szenvedek vele tovább, a filament change működik. Az viszont egy jó nagy kúpot hagy maga után a modellben... le kell reszelnem a modellről a filament csere vége előtt...
Én vagyok az egyetlen aki cserélgeti a filamentet vagy a cura-t nem használja már senki? -
Dyingsoul
veterán
válasz
Dyingsoul
#20412
üzenetére
Fejlemény a kutatásban:
Úgy tűnik több pause esetén csak egyszer csúszik el, az első pause után. Hoztam képet, a jobb oldalon lévő fehér volt a nyomtatás eleje, aztán jött a sárga majd rá a fehér. Látszik, hogy a bal oldali fehér réteg szépen illeszkedik a sárgára, a jobb oldali nem. Tehát csak az első pause után romlik el valami, utána jó.
Ez azt is bizonyítja hogy nem én rugdosom el a bedet filament cserekor nincs elmozdulás.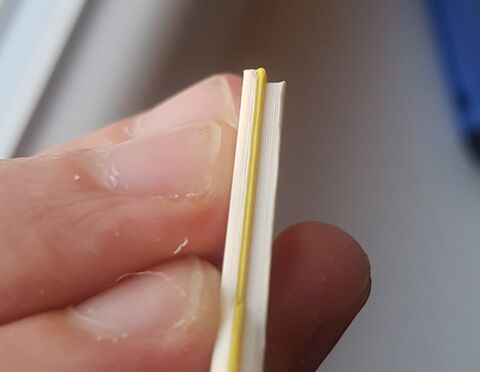
Én még azt is látom a modellen, hogy talán csak az X-en van elmozdulás, legalább is a legnagyobb mértékű tuti azon a tengelyen van.
-
Dyingsoul
veterán
válasz
Dyingsoul
#18662
üzenetére
Frissítettem 4.0.0-ás Cura-ról 4.4.0-ra. Most ugyanez a probléma még mindig jelen van, megoldást nem találtam rá. Segítség!
Beépített Cura plugint használom hozzá:
Extensions->post processing-> Modify G-code.
Add a script gomb és a sima Pause at Height nevűt használom (több is van de azok után oda van írva mikhez való, én azt használom ami után nincs semmi írva).Na most nekem az is megoldás lenne, ha nem vinné sehová a head-et de azt nem tudom hol lehetne itt beállítani, minden mezőnek kell érték és nem tudom hogy lehet kikapcsolni. Alapértelmezetten X-Y 190mm -190mm van beállítva. Ha 0-ra állítom azt is kipróbáltam ugyanúgy elmászik egy mm-t kb mikor visszatér a nyomtatáshoz.
Ideiglenesen az is megoldás lehetne, hogy nem viszi el sehová a headet. Persze ekkor brutál gyorsan kell cserélni filamentet mert ott olvaszt a fej a modell közepén.
De a legjobb az lenne ha félre parkolna és a nozzle hőjét nem venné le 0 fokra... Nem is értem.Jah és a korábban javasolt "szerkeszd át a G-code-ot" nem megoldás, mert több modellt is szeretnék nyomtatni és a jövőre nézve is jó lenne ha nem a Gcode-okat kellene turkálnom mikor egy nyomtatásban van 2-5 filament csere..
-
#19406
 norbert1998
nagyúr
Dyingsoul
#19370
norbert1998
nagyúr
Dyingsoul
#19370
norbert1998
nagyúr
válasz
Dyingsoul
#19370
üzenetére
Én csinálom, használom rá az endrét. Gyári állapotban is tökéletesen képes rá. Asztal 90/80 fok, filament 230-235. ABS ragasztót kell felkenni az asztalra, mert én üveget használok. Amíg 80 fokos az asztal, nem lehet lerobbantani sem a nagyobb dolgokat. Ahogy kíhűl, máris a kezedben marad. Mint a PLA.
A PET is leolvad nyáron a kocsiban sajnos.
Én a teraszon nyomtatom az ABS-t az endrével, ott nem okoz gondot
Most majd minuszokban vicces lesz. 10 fok környékén törik az ABS filament, mintha muszáj lenne
-
Reggie0
félisten
-
Reggie0
félisten
válasz
Dyingsoul
#19374
üzenetére
230/90-nel kezdtem, de ott a nagyobb targyak repedtek, meg nem tapadtak jol a retegek. De ez ASA, nem ABS, kicsit haklisabb, de sokkal jobb tulajdonsagokkal rendelkezik, mint az ABS. ABS-t nyomtatni egyszerubb ennel. Amugy a PTFE cso miatt kar aggodni, havonta vagsz belole egy centit meg mindig olcsobb, mint a fel gepet atalakitani metal hotendre es szivni annak mindenfele problemajaval.
Igazabol kar tulmisztifikalni, ABS annyira olcso anyag, meg a PLA-hoz kepest is. Fuzd be es probald ki es meglatod, nem igazan lehet bukni vele. Legnagyobb kockazat, hogy ujra ki kell szaritanod a tekercset ha honapokat varsz egy alkatreszre.
Igazabol az a baj, hogy mar a tapasztalatok miatt kinottuk a gyerekeknel altalanos belecsapok aztan lesz ami lesz hozzaallast, ami itt a 3d nyomtatasban sokszor hasznos lenne, es inkabb tulgondolunk problemakat.
-

dugesz77
őstag
válasz
Dyingsoul
#19336
üzenetére
Ezt a csavarhúzónyelet már jó párszor kinyomtattam, mert sok embernek megtetszett nekem is van vagy három helyen a legtöbbet használt bitekkel. Jópofa a nyélbe épített bit tartó csak egy kis mágnes kell bele ragasztani. Pont jó méret.
-
Reggie0
félisten
válasz
Dyingsoul
#19336
üzenetére
Hat, fent nem tudom van, de en azon gondolkodtam, hogy falfurashoz tok jo lenne egy olyan szerszam, amiben kulonbozo meretu csapagyak vannak, igy azt a falhoz szoritva es a furoszarat a csapagy belsejen atvezetve meg lehet akadalyozni, hogy oldalra eltancoljon. Csak megrajzolni nem volt meg idom
De van fent furashoz jopofa porszivo adapterek is, hogy ne a foldrol vagy levegobol kelljen osszeszedni.
-
Joshi
titán
válasz
Dyingsoul
#19306
üzenetére
Nagyon meg kell gondolni hogy 300mm-es méretbe neki álljon az ember. Persze minden beállítás kérdése, de 0,13-as rétegvastagság és 25-45 mm/s sebesség mellett voltak alkatrészek amik 15-18 óráig tartottak. Szóval nagyon sok munkaóra ezt kinyomtatni. Arról nem is beszélve, hogy nagyon meg kell tervezni merre forgatja az ember a modellt. Első körben a fogak és karmokat kell kinyomtatni hogy azok milyenek lesznek, mert nagyjából ott lehet elbukni az egészet. Minél kisebb méretben nyomtatjuk, annál rosszabbak lesznek a kis és részletes részek. PLA nagyon törékeny, ezzel is számolni kell.
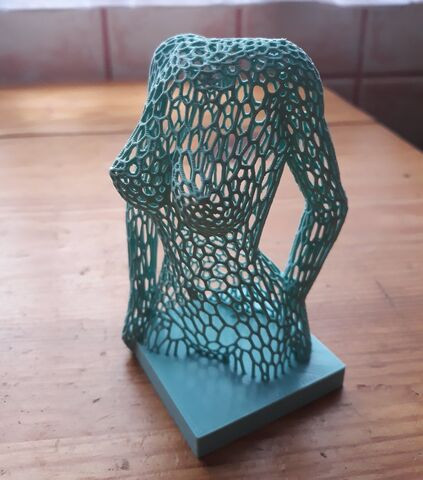
Az összeragasztásokat lefestettem, de ez a festék nem annyira fedett. Nekem így feketén is nagyon tetszik, de lehet hogy egyszer nekiállok lefesteni.

-
Joshi
titán
válasz
Dyingsoul
#19304
üzenetére
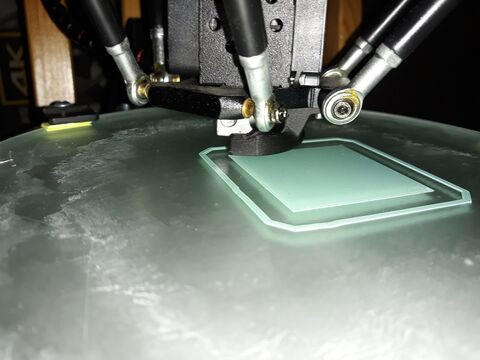
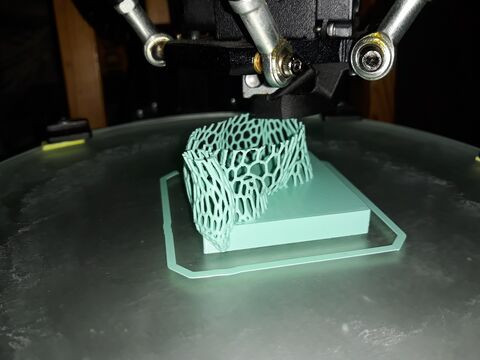
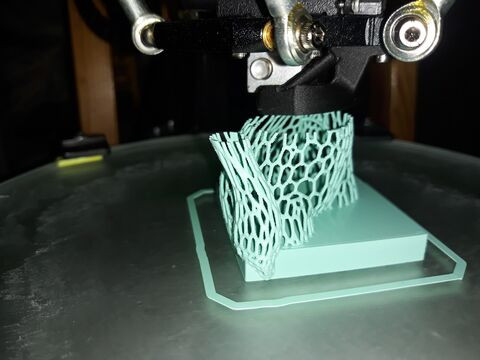
Nem áll meg hiszen csak két lába ér le a talajra. Láttam olyan képet a neten, hogy egy pálcikával van alátámasztva. Én azt nem akarom, inkább készítek hozzá egy talpat. Festés lehetséges, de jól néz ki ezzel a matt selyemfényű fekete színben is.
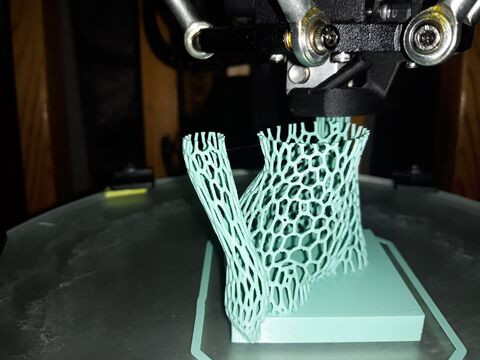
Most ezt nyomtattam 10cm-es magasságban pasztell türkiz színben.




-

Gabesz87
veterán
válasz
Dyingsoul
#18701
üzenetére
Nekem ezelőtt nem volt ilyen dugulás problémám. Amúgy megcsináltam az általad leírt műveletet, de nem segített. Viszont a retractot lejjebb vettem, 3mm és 30 mm/s volt beállítva azt hiszem, levettem a felére mindkettőt, és most úgy tűnik, végigmegy a nyomtatás. A kattogással nem tudom még mit csináljak. Egyszerűen nem tudom, mennyire kellene meghúzni, mi lenne a helyes. Mindegy, majd meglátom, hogy fog viselkedni, ha felteszem a v6-ot és DD-re alakítom. Köszi a segítséget!
-
-
trialkornel
tag
válasz
Dyingsoul
#18662
üzenetére
Ez pontosan melyik script? Én 3.6-os Curát használok még de abba a Pause at height nagyon jó, ott is mindent meglehet adni. Néha az is bugos mert van hogy nem jó réteghez teszi be a cserét, meg pl tegnap csinálta azt hogy csere után 210 fokot állítottam be de ő 205 fokon folytatta csere után is. Szerencsére azért általában jól működik.
-
Joshi
titán
válasz
Dyingsoul
#18395
üzenetére
Igen stiftes ragasztó. Egyébként spaklival szoktam levakarni a nagyját, a többit meg oldja az alkoholos ablaktisztító (Clean). Én akkor szoktam bekenni, mikor a Nozzle hőfok ~180 C° körülre melegedett. Ekkor még van annyi idő hogy bekend mielőtt a Nozzle elindul. De én zsepivel letörlöm a Nozzlet is mielőtt leérne az asztalig.
Egyébként az Anycubic gyári felületére nálam iszonyatosan rátapadt a cucc, alig tudtam levakarni. Pont ezért váltottam üvegre. Habár egyszer arról is csak úgy jött le a modell, hogy üveggel együtt. Fontos hogy stiftes ragasztónál is kell a tartós legalább 40-45 C°
-
Saccco
nagyúr
válasz
Dyingsoul
#18230
üzenetére
Quick! Modify an STL file — Fusion 360 Tutorial — #LarsLive 118
How to Convert an .STL Mesh To a Solid Body - Learn Autodesk Fusion 360 in 30 Days: Day #18 - Ebben most találtam az anyja típusú trükköt...

Patch - merge - Szerk.: Nem találom az új felületen. -
Joshi
titán
válasz
Dyingsoul
#16984
üzenetére
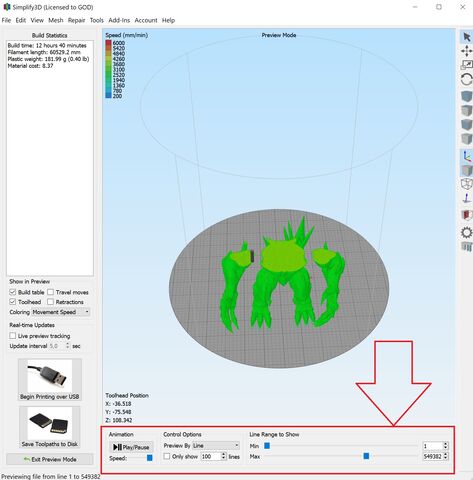
Nekem van egy nagyon részletes 600x400x400 mm körüli nagyon részletes modellem, de ha lekicsinyítem már nem tud vele mit kezdeni a szeletelő progi. Vagyis elkészíti a gcode-ot, de nagyon hiányos lesz a modell. Persze nálam drasztikus a kicsinyítés. Szerintem próbáld ki a Simplify3D, nagyon jónak tűnik a progi.
-

izisz
senior tag
válasz
Dyingsoul
#16984
üzenetére
A kicsinyítés okozhat gondot. Egyszer az Eiffel tornyot akartam kisebbet nyomtatni, de amint kicsinyítettem, bizonyos részletek eltűntek, látszott az előnézetben, hogy pl a torony teteje felé a korlátok eltűntek, onnantól csak a levegőbe nyomta volna az anyagot - az adott, 0.4-es nozzle-al 0.4-es layer width-al az már nem ment volna.
Nálad is simán lehet ilyesmi gebasz, szóval jah, nézd meg a gcode preview-t. -
Joshi
titán
válasz
Dyingsoul
#16982
üzenetére
Nekem nem üveg lap van hanem a Kossel Delta gyári felülete, de aztán írták hogy hidegen kell levenni. Mondjuk még úgy is nehéz.
A Simplify3D-ben van olyan funkció hogy lefuttatod a nyomtatást, vagy csak egyszerűen kipróbálsz egy másik szeletelő progit. Lehet rossz a G-code generálása annak a proginak amit használsz. Még nem próbáltam ekkora modellt nyomtatni, ez csak tipp részemről.
-
izisz
senior tag
válasz
Dyingsoul
#16594
üzenetére
ender 3 and cr 10 4s
[link] itt még vannak képek, ha csoport tag vagy
Amúgy az eredeti modellnél ugye forog is, csak írt valamit, hogy a nagyítás miatt (meg a hátsó megtámasztások miatt) a gyűrű forgás már nem megoldható. De így is állati
Amúgy itt a kicsiről a videó, szinte várod, hogy az eseményhorizont megjelenjen [link]
[link]Reggie0: talán ez az egy modell az, amiért 0-24-ben járatnám a nyomtatóim
![;]](//cdn.rios.hu/dl/s/v1.gif)
-
Reggie0
félisten
válasz
Dyingsoul
#16279
üzenetére
A support jellemzoen nem eri el a modelt. Van az oldaliranyu tavolsag, az a "Support X/Y Distance", azert jo, mert konnyebb szerszammal benyulni a fal es a support koze. Es van a fuggoleges iranyu "Support Z Distance". Ezt allitolag nem erdekes 0-ra levenni, de meg nem probaltam ki, hogy mi lesz akkor ha leveszem.
-
Reggie0
félisten
válasz
Dyingsoul
#16266
üzenetére
Igen, a reszletekhez kicsi kell. De nem tudom meddig erdemes lemenni enderrel, egy ponton tul a mechanika pontossaga es a processzor sebessege lesz a korlat. 0.1-es nozzlevel szerintem mar igencsak hatareset lenne. En 0.2-re terveztem lemenni, akkor 0.25-os fallal lehet nyomtatni.
-
Reggie0
félisten
válasz
Dyingsoul
#16263
üzenetére
Amugy nozzle csere utan, nekem baromira leromlott az ivek nyomtatasa, valoszinuleg problemat okoz, hogy valojaban 0.4mm-nel picit vastagabb a nozzle es 0.4-es vonalakkal sliceolok. Mar az elozo nozzlen kiprobaltam es az is picit nagyobb volt 0.4mmnel, mert a 0.4mm-es injekcios tu siman belefert. Az utobbit meg tolomerovel ellenoriztem, hogy annyi-e. Nalam a kovetkezo minosegjavito proba az lesz, hogy felmegyek vonalszelessegben, szerintem imibogyonak is azert sokkal szebb a kastelya, mert 0.4 felett nyomtat.
-
Reggie0
félisten
válasz
Dyingsoul
#16256
üzenetére
Ez a rahuzom a nozzlet a ptfe csore azert eleg lutri,- ennek ellenere en is ezt csinalom -, ugyanis a ptfe cso a ranyomodo nozzle hatasara nem csak szet tagulhat, hanem ossze is nyomodhat es akkor nincs utja a filamentnek. Emiatt en ugy szoktam rahuzni, hogy elotte egy pla szalat vegigtolok a PTFE csovon, de hagyom szabadon futni, azaz a feederrol le van csavarva.
(#16258) Dyingsoul: Benu gyogyszertarban kek nitril kesztyukent aruljak. Kb. 5000 forint korul van egy doboz, ami 100 darab(50 par).
-

TheProb
veterán
válasz
Dyingsoul
#16212
üzenetére
Nem linkeltél most semmit, így nem tudom, hogy ugyan arra gondolunk-e. Jelenleg nálam sincs semmi ékelő cucc a coupler-eknél. Az újaknál már olyan kicsi a rés, hogy a kis műanyag gyűrű se fér be. De érzésre nem is mozog benne a PTFE.
Kb itt kezdődik a lényeg: [link](#16209) Saccco: Köszi, este megnézem.
-
#16213
 Mr.Csizmás
titán
Dyingsoul
#16212
Mr.Csizmás
titán
Dyingsoul
#16212
Mr.Csizmás
titán
válasz
Dyingsoul
#16212
üzenetére
nem, van hogy bennehagyom, amikor a @@@om televan vele, és lefekszek aludni. amúgy petg ment az elmúlt hetekben, vicc hogy slicer váltással megoldódott, és hétvégén össze tudom rakni a MyDD V6+BMG-t végre. de pla-val is megcsináltam ezt a kifűtés dolgot, amikor cserélgettem a színeket.
nálad valami bibi lehet, ha belehűl. szünet van a cső aljánál, ráfúj a levegő, stb.
















 Ha valaki arra még tudna mondani valamit azt megköszönöm!
Ha valaki arra még tudna mondani valamit azt megköszönöm! 

 Tök mind1 van egy BLtouch vagy nincs.
Tök mind1 van egy BLtouch vagy nincs.



 en nem hasznalok uveglapot, nekem ultrabase van az Anycubicon.
en nem hasznalok uveglapot, nekem ultrabase van az Anycubicon. 













![;]](http://cdn.rios.hu/dl/s/v1.gif)





















Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Milyen asztali (teljes vagy fél-) gépet vegyek?
- Spórolós topik
- Tomasz72: Ventilátor upgrade
- Autós topik
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- Nagyon erős ajánlattá kezd válni a SteamOS
- Kamionok, fuvarozás, logisztika topik
- Anglia - élmények, tapasztalatok
- One otthoni szolgáltatások (TV, internet, telefon)
- Samsung Galaxy Watch7 - kötelező kör
- További aktív témák...

- Gamer PC , R7 7700X , RX 7800 XT 16GB , 32GB DDR5 , 1TB NVME
- IPhone 16 Pro max 256GB gyári független 2026.02.18. Apple jótállás
- Xiaomi Redmi Note 13 256GB, Kártyafüggetlen, 1 Év Garanciával
- Bomba ár! Lenovo ThinkPad T450s - i5-5GEN I 12GB I 500GB SSD I 14" HD+ I Cam I W10 I Garancia!
- Bomba ár! Dell Latitude E7450 - i5-5GEN I 8GB I 256SSD I 14" FHD I HDMI I Cam I W10 I Garancia!
- ÁRGARANCIA!Épített KomPhone Ryzen 5 7600X 32/64GB RAM RX 7800 XT 16GB GAMER PC termékbeszámítással
- LG 48C3 - 48" OLED evo - 4K 120Hz 1ms - NVIDIA G-Sync - FreeSync Premium - HDMI 2.1 - A9 Gen6 CPU
- Azonnali készpénzes Microsoft XBOX Series S és Series X felvásárlás személyesen/csomagküldéssel
- Olcsó Laptop! Dell Latitude 7280. I5 7300U / 8GB DDR4 / 256GB SSD
- Bomba ár! Lenovo X1 Yoga 2nd - i7-7G I 8GB I 256SSD I 14" WQHD I HDMI I W11 I CAM I Garancia!
Állásajánlatok

Cég: PC Trade Systems Kft.
Város: Szeged
Cég: Promenade Publishing House Kft.
Város: Budapest