Hirdetés
-

Mobilarena



Új hozzászólás Aktív témák
-

ptesza
senior tag
válasz
 ParadoxH
#47793
üzenetére
ParadoxH
#47793
üzenetére
Szoktam ilyesmiket csinálni és van is rá megoldás.
Addig jó, hogy a Fusionban kihúztad. Viszont amikor egy színnel megvagy akkor csinálj egy "Group"-ot és húzd bele az azonos színeket.Mindig new body legyen és ne join, mert azt akarja alapból. Ha így előkészítetted akkor már csak grupponként ki kell exportálnod stl-be.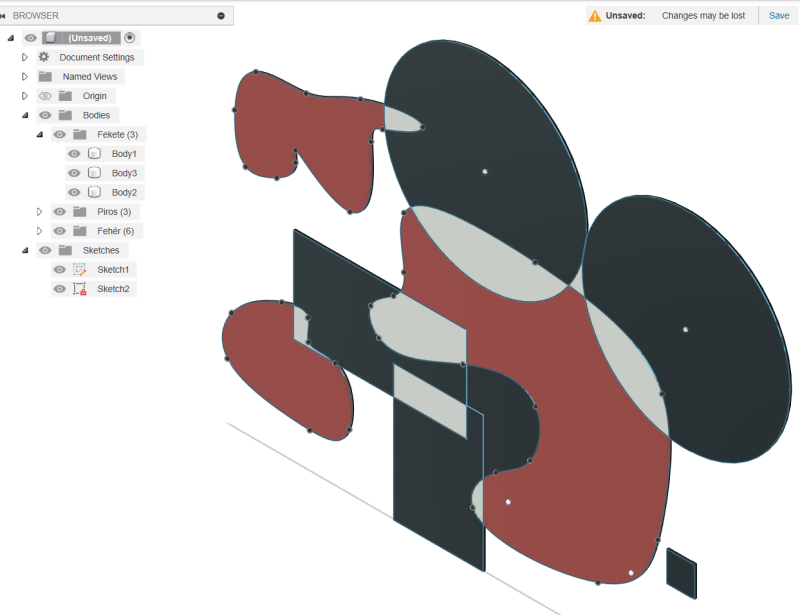
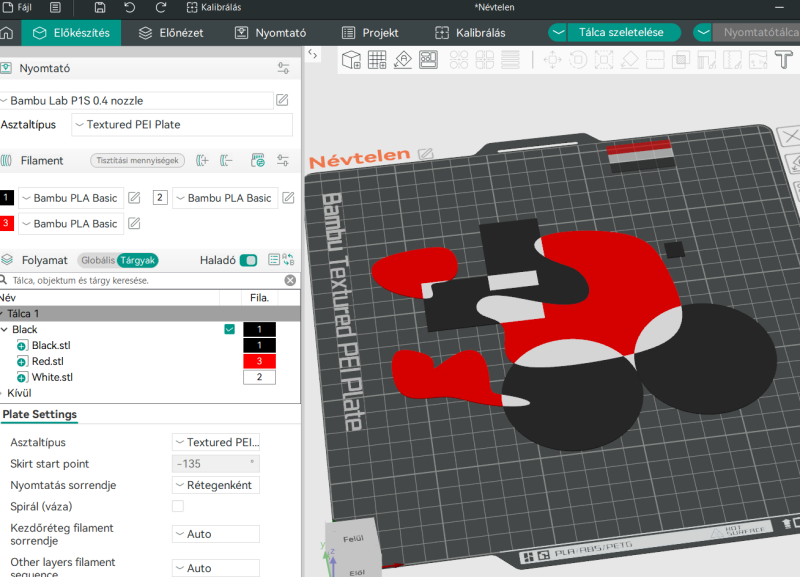
Ha megvagy a színenként lementett stl fájlokkal, akkor csak egyszerűen egyben húzd be az Orca-ba. A kérdésre igent nyomj.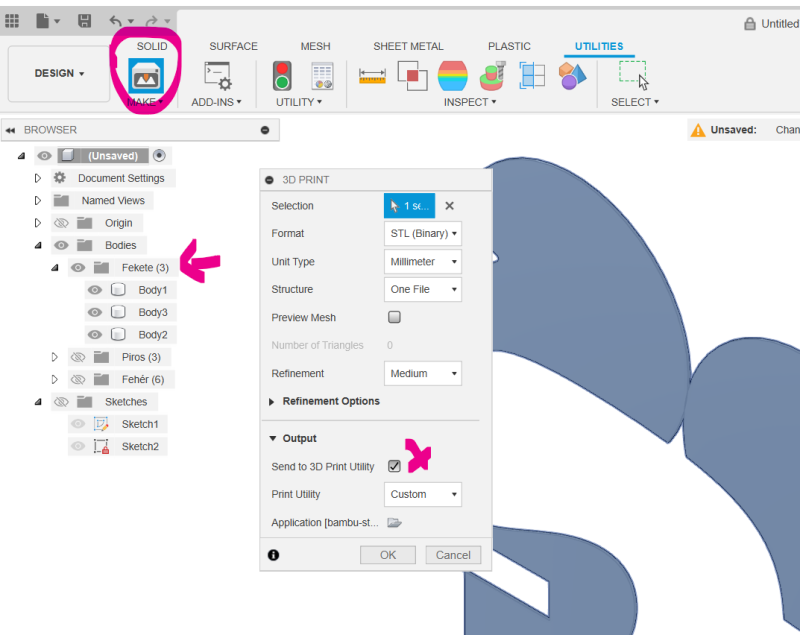
-

abdulka1
őstag
Sziasztok!
Még mindig csak ismerkedem, az ajándékba kapott használt Anycubic Kobra Max nyomtatóval, és kellene egy kis segítség. A mágneses nyomtatólapon, van egy 5mm széles,15mm hosszú és 0,5mm mélységű fityegő sérülés amit valami vágószerszámmal sikerült elkövetni, az előző tulajnak. Eddig nem zavart, mert apróbb dolgokat nyomtattam, de szeretnék kipróbálni valami méretesebbet, és attól tartok, hogy problémát okozhat
Javítható ez, vagy hol lehet venni valami hasonló lapot helyette?
Jelenleg egy 415x415mm méretű, rugalmas mágneses lap van rajta.
-

ParadoxH
aktív tag
Ti hogyan hoztok létre egy bodyból multicolor modellt a fusion / orca vonalon? A színezett modellem:
Ebből a nézetből ez egy lightbox kupakjának belső fele. A fusion-ben kiemeltem a környezetből a különböző színű elemeket extrudálással. Ez a lightbox belseje és ott nem zavar az eltérés. A külsejét (a lap másik felét) viszont szeretném síkban megtartani hogy az nyomtató ágyra tapadjon rá. Van lehetőség arra, hogy ezeket a színeket átörökítse valahogy az alattalevő rétegeknek és a lapka másik része is ugyanilyen színű legyen?
Vagy ezt csak úgy tudom megoldani ha több body van beimportálva és objektumként adok nekik más-más színt?
-

LaCeeN
tag
Sziasztok,
Koltozeskor elhagytam a FD Define R4 hazam egyik labat, FD-nak mar nincs keszleten pot alkatreszuk es azt az otletet adtak, hogy probaljak meg 3D nyomtatni hozza. Szerintetek erdemes vele foglalkozni, vagy anyagilag nem erne meg? Ha belevagnek, akkor lecserelnem mind a 4db labat, hogy egyseges legyen.
Ez a modell amit a support ajanlott:
https://www.thingiverse.com/thing:4384266Elore is koszonom!

-

Ton-ton
aktív tag
válasz
 axlfsi
#47782
üzenetére
axlfsi
#47782
üzenetére
Szívesen.
Alapvetően primitívekhez javasolt az openscad, és előny a programozói ismeret.
Egyébként szinte pont azt csináltam amit írtál.
Beolvastam az stl-t, majd ismét beolvastam, ám elforgattam 30 fokkal, és egy "negatív" négyzetet illesztettem a másodikra, amivel gyakorlatilag levágtam a csavaros részt.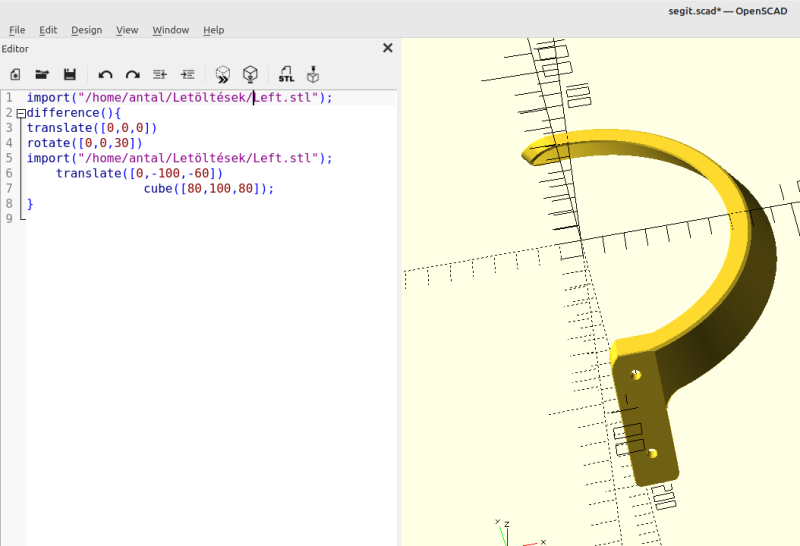
-
-
ptesza
senior tag
válasz
axlfsi
#47782
üzenetére
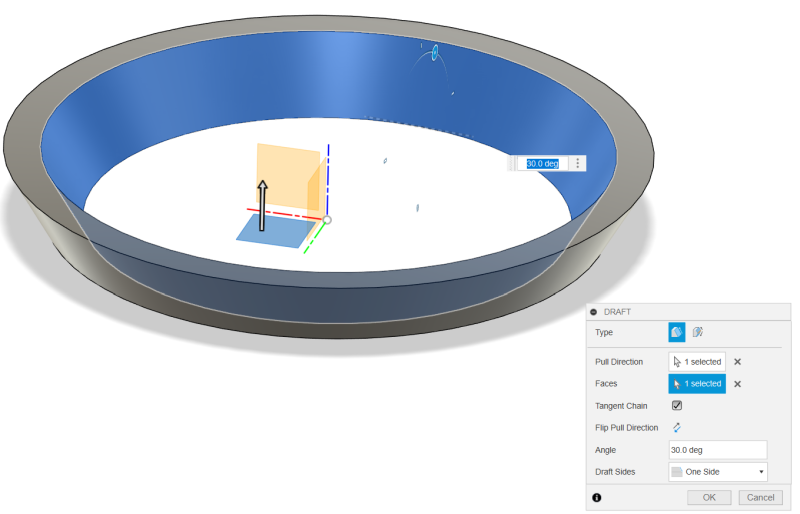
Catiában dolgoztam de igazából mindegy. Lehetett volna Fusion is. Az alapot az adta, hogy csináltam egy 150mm átmérőjű kört és bele egy 1 cm-el kisebb átmérőt. Ezt a kettő kört húztam ki 20 mm-re. Ez egy darab vastagfalú cső lett. 30° draftot tettem rá kívül és belül. Ez adta az alapot
-
-

axlfsi
veterán
válasz
 ptesza
#47779
üzenetére
ptesza
#47779
üzenetére
Nagyon köszönöm kedvességed és Neked is, #47780Ton-ton


(openscadhez kell egy alap programozás ismeret ugyebár(?), de úgy döntöttem, hogy "első körben" a F360-at bogarászomo át és veszek fel egy "alap tudást").ptesza, Te miben tervezted újra, ha nem titok? (elvileg Tinkercad-ben nem lett volna nagy meló (1. duplikálom, 2. egyiknek a végéből hagyok meg valamennyit, a többit eltüntetem egy ráillesztett megfelelőre méretezett kockával negatívba összevonással, 3. majd a megmaradt "véget" hozzáigazítom az eredetihez, úgy, hogy ezáltal meghosszabbítva azt... de nagyon nem tudtam szépen illeszteni és sajnos a Tinkercad túl buta ahhoz, hogy szépen eldolgozzak esetleges kitüremkedéseket, kitöréseket, rossz illesztéseket, stb ... ilyen munkákhoz egyszerűen nincsen "ecset", mint egy pl. képszerkesztőben, ... Fusionban már szerintem gyerekjáték kellene, hogy legyen, ha megvan a gyakorlat (de lehet tévedek).
-
ptesza
senior tag
válasz
axlfsi
#47778
üzenetére
Komplexebb mint elsőre gondoltam.
 Itt le tudod tölteni a módosított változatot.
Itt le tudod tölteni a módosított változatot.
Remélem jól értettem mire gondolsz. Nem teljesen ugyanaz mert le kellett újra modellezni de a fő méretei megegyeznek. A letörések és lekerekítések kissé eltérhetnek.
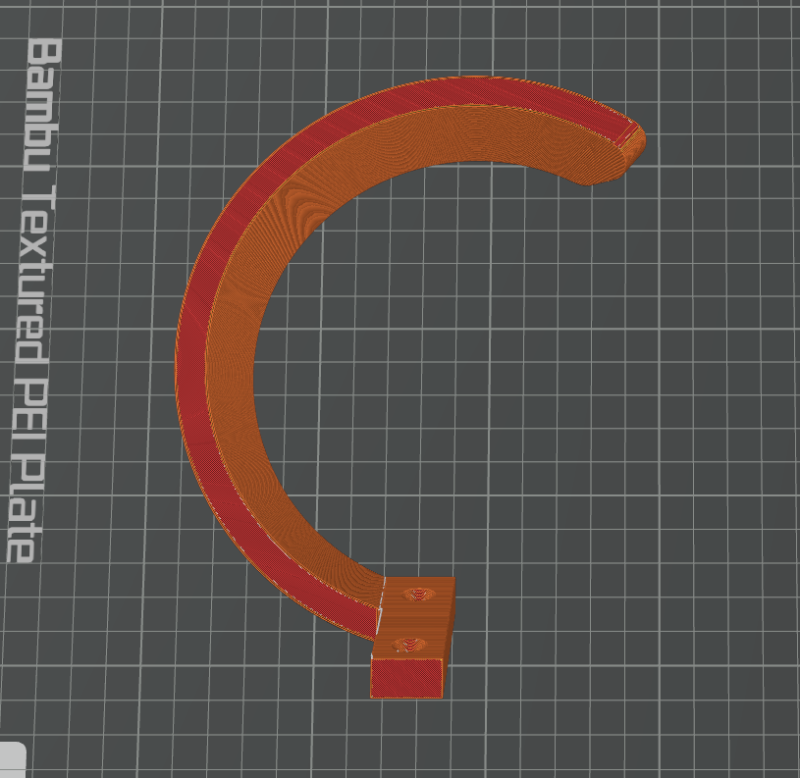
Nem lesz szükséged külön jobbos és balos változatra, hanem elég lesz az első kinyomtatása után tükrözni az Y tengelyre a Bambu studióban.Itt van a 3mf fájl is.
-
axlfsi
veterán
Ennek a függöny fogó cuclinak a hosszát szeretném módosítani, azaz, hosszabbra tervezni. Ha így most ránézünk, kvázi egy fél óra" nagyságú az a félkör és nekem (asszonynak
) picit hosszabb kellene (naugye, tipikus! 
 ), ami olyan, mondhatni "40 perces", ha értitek miről beszélek.
), ami olyan, mondhatni "40 perces", ha értitek miről beszélek.Szerintetek hol, milyen alkalmazással, miként lenne a legegyszerűbb? (Tinkercad-ben már bohóckodtam, de komolyabb ismereteim sajnos nincsenek még), a szeletelőkben pedig szerintem nem megoldható ez már (?)
ui.: esetleg ha valaki feltöltene egy módisított változatot, szívesen adnám neki a havi ingyenes boostomat.
Köszönöm!
-
#47777
 laskr99
addikt
szabieable
#47776
laskr99
addikt
szabieable
#47776
laskr99
addikt
válasz
 szabieable
#47776
üzenetére
szabieable
#47776
üzenetére
4 féle anyaggal próbáltam eddig.
Sunlu PETG
Sunlu PLA piros, fekete
Extrudr PLA piros NX2Eddig mind belenyúlás nélkül tökéletes volt, most egyszerre mind nem.
100 millin sincs gond vele, sőt a gyárit vissza is raktam, az egy fokkal túlextrudálta a dolgokat. -
laskr99
addikt
Klipperes Mk3s+ kevés anyagot nyom. Már mindent végig néztem, mit hagyhatok ki?
Ami talán változás volt:
-Volt egy dugulásom, amikor teljesen szét kellett szednem a hotendet, azt összzerakva folyásmentes(dragon hotend)
-Estep korrekt, eddig 50,3-at nyomott 50-re kérve, most kerek 50 ahogy beállítottam.
-Visszamentem régebbi prusaslicerre, hátha a frissítés a baj, de ugyan az mint volt
-Nincs dugulás, másik nózival is próbáltam, de semmi.
0.4-es a fal 0.45 helyett 1.0 E multiplierrel(ezt 3,5 év alatt sose kellett piszkálnom, szóval nem értem) 1.1el kb 0.44 körülre áll be.
Ugyan ez a piros anyag gyorsan, nem beállítva nyomtatva 2 hónapja:
Most:

-

ffodi
veterán
válasz
 Nunder
#47771
üzenetére
Nunder
#47771
üzenetére
Nem ezt írtam (vagy nem így értettem). Alulra telibe, és a szélére is.
Egyébként kicsit lehet kísérletezni kell a support density-vel is majd, ha nem sikerül.Reggie0:
Na igen, így is lehet tenni egy próbát, de ekkora sík felület párhuzamosan (és közvetlen az építőlapon) szerintem már problémás és a fent leírt hibák (+elefántláb) elő fognak jönni.
Legtöbbször én is párhuzamosan az építőlappal nyomtatok a deformáció miatt, minimális (3-5 mm) support magassággal, de még ilyenkor is előfordul beszívódás.azbest:
Ha teszel bele sok lyukat az szokott segíteni, de a legtöbbször ez nem opció. -

azbest
félisten
válasz
Nunder
#47770
üzenetére
ha a pattintott kő minta nem szándékos, hanem csak a gyenge minőségű kép miatt lett, akkor érdemes lehet első körben vektorgrafikus vonalakká alakítani a rajzot. Azt utána már darabosodás nélkül lehet nagyítani és abból (akár pixelesre visszaalakítva) generálni a modelt a nyomtatáshoz.
Vagy ha tényleg az eredeti-t szeretnétek visszaadni, akkro nem egy többször átkonvertált netes képet használni, hanem abból is jobb minőségűt vagy az eredetiről készített modelt.
Plimpton 322 "322 is partly broken, approximately 13 cm wide, 9 cm tall, and 2 cm thick."
"The world's first trigonometric table, courtesy of the Rare Book and Manuscript Library, Columbia University." [video] replika
3d scannelt modelt hirtelen nem találtam róla. -

icemad
nagyúr
válasz
Nunder
#47771
üzenetére
Én még nagyon kezdő vagyok 3d nyomtatásban, szóval lehet, hogy totál baromságot mondok... Azt nem lehetne, hogy a modelt harmadolod? Egyszerre csak az egyharmadát nyomtatnád ki, így látnád, hogy mennyire vetemedik, hajlik, stb. Időben és anyagmennyiségben spórolnál egy kicsit, de tesztnek elég volna. Utána lehetne agyalni, hogy hogy illeszted össze a darabokat.
-

Nunder
őstag
Köszi mindenkinek az eszmecserét, hadd pontosítsak pár dolgot:
- SLA alatt mSLA-t értek, UniFormation GKTwo-val készülne a nyomat ("8K" felbontás)
- A modell jelenlegi méretei - ahogy írtam is - 24cmx16.5cmx5mm méretű, de ha mSLA lesz belőle, akkor a végleges méret: 186,21mm x 124,62 mm x 3,75 mm
- Képből készült, ha jól emlékszem valamilyen generálós eljárással, de nem lényeges szerintem:
- Elvileg csak kevés készülne a végleges agyagtáblából, így mindössze pár nyomást kellene kibírnia. Ez szerintem valami Proof-of-concept dolog lesz első körben. De valamilyen utókezelést én is javasolnék mindenképpen.
- A nyomáshoz gondolom majd készül egy fogantyús jig, amire ez rá lesz ragasztva, nem tudom, nem értek ahhoz a részéhez -

Reggie0
titán
válasz
Nunder
#47762
üzenetére
En siman raraknam a talcara mindenfele dones nelkul.
#47765azbest: "Nem tudom a többiek tényleg sla-ra gondolnak -e, amikor a lézeres rajzolós megoldást írják."
Igazabol az SLA az lehet ledes es lezeres, vagy barmilyen fenyforrassal uzemelo. Sokszor tevesen azonositjak az SLA-t a lezeressel, mert eloszor lezerrel valositottak meg, de az nem feltetele. -
azbest
félisten
ha laposan nyomtatják, de tesznek a teli részekre lyukakat, az segíthet? Aztán, a lyukakat lehet könnyű eltömni (ha a műanyagot préselik agyagba akkor esetleg 2 komponensű epoxyval kiönteni az egyik oldalán leragasztott lyukatat. Ha fém nyomdát csinálnak belőle, akkor meg fémnél is megoldható biztos valahogy
#47766 5leteseN
amúgy ja, valami fémlapól lehet cnc-vel ki tudják marni.Az agyag préseléshez neki a negatívat kell előállítani. Attól függ, hogy hány darab agyagtáblát gyártanak, hogyan éri meg jobban. -
azbest
félisten
válasz
Nunder
#47758
üzenetére
Azt nem tudom hány nyomást bír ki egy műanyag lemez. Ha nagyobb széria, akkor lehet többet kell belőle használni és gyakran cserélni.
De a műanyag példány lehetne csak köztes állapot, azzal csinálni fém nyomó öntvényhez sablont. Van olyan folyadék, ami kifejezetten öntéshez való és viaszhoz hasonló anyag lesz belőle a nyomtatáskor.Ha apró részletek vannak, akkor valóban a folyadékos (resin) lehet jobb.
Nem tudom a többiek tényleg sla-ra gondolnak -e, amikor a lézeres rajzolós megoldást írják. Szerintem a lcd megoldást használó is elég nagy felbontású lehet. A lényeg, hogy resin.Mekkora az a tábla? Miért és hogyan készült képből? 3d scanneltek valamit és világos-sötét rajz adja a mélységet? Ha ezek ilyen limiméteres vágások, akkor nem olyan részletes az.Ha valami kis felbontású netes gif vagy jpeg képből generálták az sem hiszem, hogy túl részletes. Lehet ezért "darabos".
-
ffodi
veterán
válasz
Nunder
#47762
üzenetére
Ez egy jó kérdés. Szerintem -főleg ha nagy a felület- nehéz lesz kinyomtatni deformálódás nélkül. A finom struktúra miatt érdemes a támasztékokat a darab hátuljára tenni, ahogy te is csináltad. Ha a képen látható módon megdöntöd, 99%, hogy deformálódni fog, ha síkba rakod, akkor pedig légbuborék/beszívódás lehet a felületen (amiből aztán lyuk lesz) és/vagy durván oda fog tapadni. Ettől függetlenül, a sokak által képviselt gyakorlattal szembe menve (csináltam már sokszor, és működött
), csak kissé dönteném meg, egy oldalról (hosszabbik él) <45° (érzésre 20-25°, vagy kevesebb), és az éleire (oldalról) tennék végig support-ot, hogy nehezebben tudjon eldeformálódni. -
Nunder
őstag
Nekem is az volt az első gondolatom, de elbizonytalanodtam. Maradjunk akkor SLA vonalon. Ki hogy orientálná? Jó az ahogy leírtam, hogy a sík hátlap néz a build plate felé és két irányban döntöm meg?
Lychee varázsló mintával lefelé tenné, bele se merek gondolni milyen lenne a felület annyi támaszték eltávolítása után.
Ha segít megosztom az STL-t szívesen.
-
Nunder
őstag
Lenne egy kérdésem felétek.
Egyik leendő ügyfelem egy rendhagyó kéréssel fordult hozzám: egy sumér írást tartalmazó táblát kellene nyomtatni, ami egy képből lett generálva/készítve, és pozitív nyomatként szolgálna agyag nyomatok készítésére.
A modell nagyjából 24cmx16.5cmx5mm méretű, így első sorban FDM-re gondoltam, de ha skálázni kell, akkor a SLA is szóba jöhet. (Ezt még pontosítom)
A lényeg: a lehető legpontosabb replika, ami nyilván kibírja a nyomást, amivel az agyaggal
való találkozás során szembesül. A probléma pont a részletességgel van, iszonyat részletes - és sajnos eléggé darabos - a modell, íme: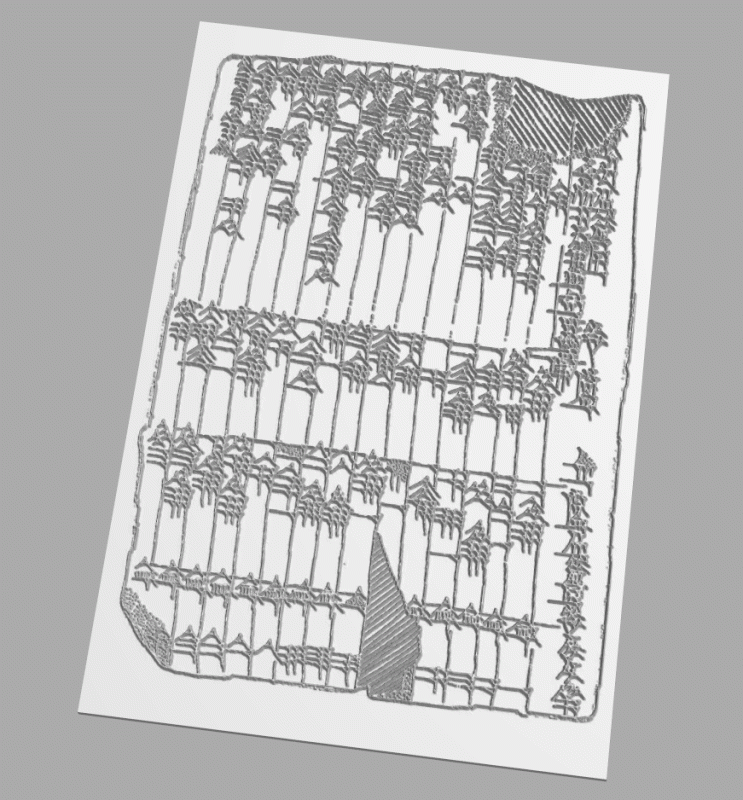
A darabosságot pedig így értem:
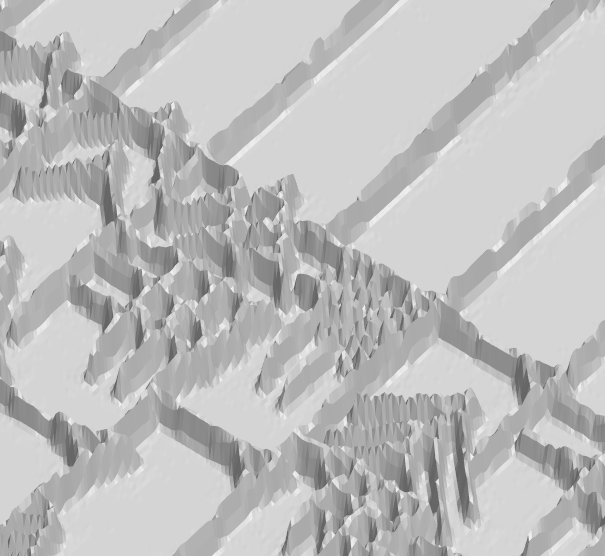
Első körben SLA-ra gondoltam, de a Reddit népe nincs meggyőződve, hogy kibírja majd a terhelést.
FDM-nél 0.2-es nozzle, és 0.08 körüli rétegvastagság lenne valamelyest optimális, akár valami erősebb anyagból is, amit még enged a 0.2-es nozzle.Orientációban az alábbiakra gondoltam:
- FDM: fekve a lapon, vagy 45 fokban megdöntve a hosszabb él mentén erősítés gyanánt
- SL: valahogy így (supportokat majd leszedem a tetejéről, autogenerálta a Lychee)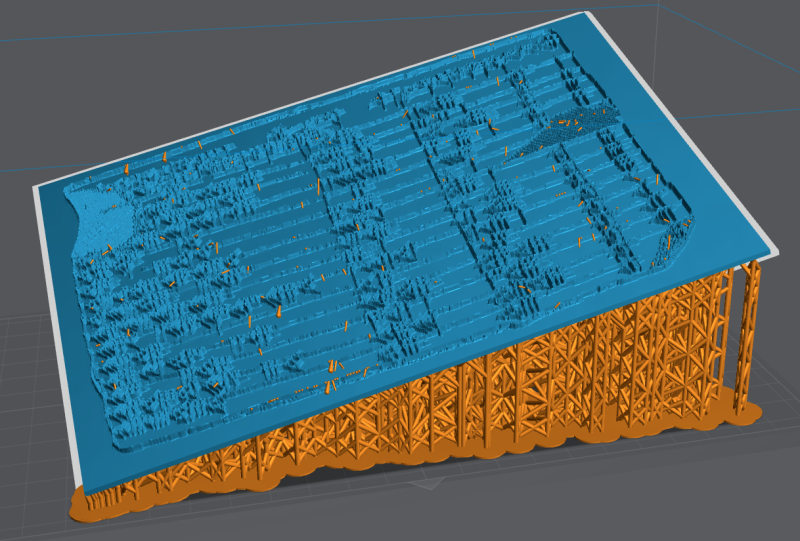
Kissé tanácstalan vagyok, ti mit tennétek a helyemben? Előre is köszi aki válaszol.
-
-
-
laskr99
addikt
Ezt mi okozhatja? Szélek már jók lennének, de a közepe túl messze van a printnek alulról úgy nézem. MK3s+ klipper. Ez alá picit ha megyek akkor már túl közel van az asztalhoz az egész széle, mert már túrja az anyagot. Még a kis kocka amit szoktam nyomtatni is ilyet mutat, de átvilágítva nincs rés amin átjönne a fény(1 réteg vastag).
Pressure advance 0.086 és 0.25 fúvóka PLA. Eddig ilyen problémám sose volt.

-

Emunem
őstag
nálunk általános iskolában is van 3 db, 2 Prusa és egy A1... Mind3 plexi üveg mögött van, amin van egy kulcsos zár.
![;]](//cdn.rios.hu/dl/s/v1.gif) De folyamatosan mennek, akárhányszor rájuk nézek. Tanárral volt is kis beszélgetés, hogy mennyivel jobb a P1S, mondtam is, hogy amire nekik kell, nem sokkal.
De folyamatosan mennek, akárhányszor rájuk nézek. Tanárral volt is kis beszélgetés, hogy mennyivel jobb a P1S, mondtam is, hogy amire nekik kell, nem sokkal. -

5leteseN
őstag
Ha esetleg van (akár kicsivel drágábban is) alapgép, ami viszont tovább fejleszthető, akkor ez a hosszabb és többcélú használhatóságot jelentő tulajdonság egy kicsivel drágább "alapgépet" is helyzetbe hozhat akár.
Ilyenekre gondolok: magasabb hőfokosra cserélhető nyomtatófej, könnyen cserélhető több színű szálhoz, szénszálashoz, és egyéb ilyen lehetőségek...
A gyorsaság például valamennyire beáldozható az előbbi előnyökért. Gondolom én...Én is kezdő vagyok, de hasonló cipőben, és ezért talán használható ötleteim is vannak-lesznek!
-
Joshi
titán
Bambu A1 Combo (szállítással ~550€), esetleg Anycubic Kobra 3 Combo. A nyitott nyomtató praktikusabb abból a szempontból, hogy jobban látni nyomtatás közben a modellt.
Iskola terembe nem szabad mérgező anyagokat nyomtatni mint pl ABS/ASA, szóval a zárt nyomtató így nem kell. Tesztelgetni/játszani/gyakorolni bőven jó a PLA/PETG/TPU. A TPU is tud szivatni, mert aránylag könnyen el tud dugulni tőle a nozzle, cserébe érdekes anyag mert rugalmas.
A jó minőségű filamentek nagyjából ~5000Ft/kg-tól indulnak, ennél olcsóbban nehéz beszerezni.
CAD-ben lehet modelleket tervezni. Ilyen ingyenes program a Fusion360, FreeCAD stb.
Szeletelő program is kell, amivel a 3D modell fájlt felkészítjük a nyomtatásra. Ilyen ajánlott program az OrcaSlicer, Bambu Studio, PrusaSlicer, Cura stb. -
azbest
félisten
szabadkézi terv: ez azon a szoftveren múlik, amivel terveznek
Szerencsére itt azért szabványos formátumok vannak és nincs a nyomtató gyártójához kötve.Szóval szerintem ettől független, hogy milyen modellező program kell. Bár a szabadkézit lehet pontosíthatnád, hogy mit jelent. Vannak ingyenes és iskolák számára ingyenes kereskedelmi megoldások is.
Sebesség: alapvetően a 3d nyomtatás nem egy gyors folyamat.
- Van ami olyan, ami arra hasonlít, mintha rajzlapra rajzolnál tollal valamit és a rajzlapokat egymára helyeznéd. Egyszerre egy vonalat húzol és vékony rétegekkel haladsz. Filamentes, műanyag olvasztós.
- Van olyan is, ami párhuzamosítható, mert egy lépésben levilágít egy réteget. Így egy réteg előállítási ideje nem függ attól, hogy mennyire van telerajzolva. De függőlegesen akkor is végig kell járni az utat, ráadásul tunkolgatva - resin nyomtató. És ez azért olyan vegyészkedős, amit lehet nem tanteremben csinálnátok vagy a gőzöket ki kellene vezetni, mit a kémia kísérletezős pultból. Resin, uv-re szilárduló "epoxy" szerű.Lehet az esélyesebb, hogy valamit megterveznek és következő alkalomra kinyomtatod nekik, de nem valós időben látják. Azt esetleg kisebb mintákkal tudod megmutatni vagy timelaps felvételt készítve a nyomtatásról.
A gyorsabb gépek sokkal drágábbak szerintem. De akkor sem filmbéli pillanatok alatt megjelenő késztermék lesz. Belépőbb szintü gépek persze vannak 100 körültől már magyar boltból is. Csak a példa kedvéért [link]
Az anyagok.. hát a műanyagszál kilója 5-7 ezerről indul. A folyadékos literjét nem tudom, de valsz legalább duplája.
-

fabel
csendes tag
Sziasztok!
A segítségeteket szeretném kérni, mert sajnos nem vagyok még jártas a témában.
Iskolába szeretnénk 3D nyomtatót venni a következő elvárásokkal:
- lehessen szabadkézi terveket készíteni hozzá, amelyeket képes is kinyomtatni
- lehetőleg ne nagyon lassan dolgozzon a gép (sok diák miatt)
- viszonylag olcsón beszerezhető alapanyagokkal működjönA pénzügyi keret kérdéses, mivel felajánlásokból szeretnénk megvalósítani. Szerintem a felső határ valahol 300 000 forint körül lenne.
Előre is köszönöm!
-
azbest
félisten
válasz
ptesza
#47742
üzenetére
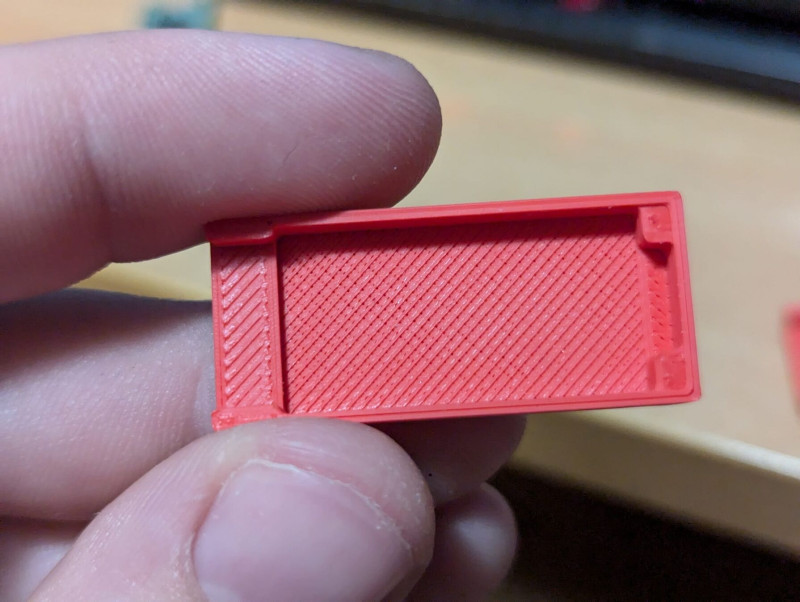
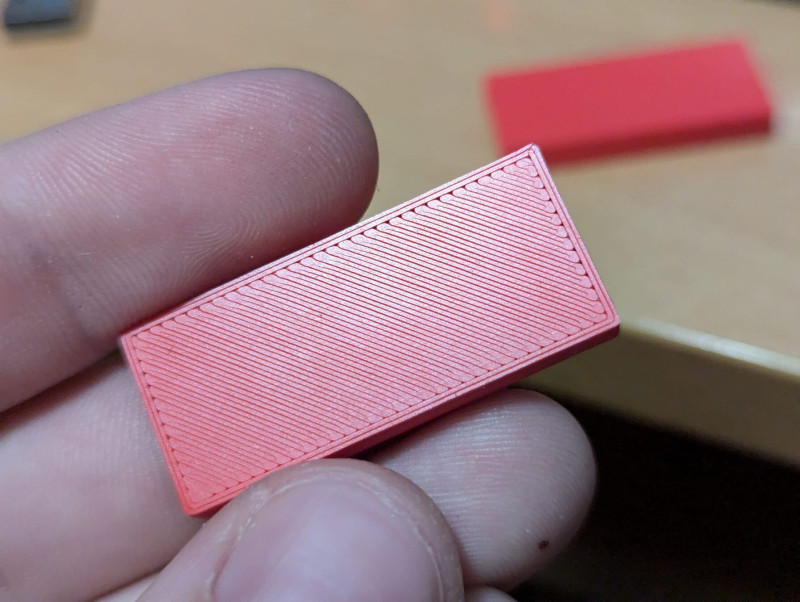
Természetesen a lapos oldala van lenn nyomtatáskor
Matt üveglapra nyomtatok (savmaratott tejüveg), egy kis vizes szivaccsal szétoszlatott ragasztóra. Így teljesen sima és matt a felületA fekete azért rosszabb, mert 0.2 első rétegen felejtettem, a többinél már 0.1 elsővel csináltam, így teljesen összesímulnak a menetek.
A középsőnél meg valsz véletlen kikapcsoltam a monotonic haladást, mikor az ironingot állítottam.
-
ptesza
senior tag
válasz
 azbest
#47741
üzenetére
azbest
#47741
üzenetére
Menő. Esetleg ha elfogadsz egy újító javaslatot, amivel még szebbé tudod tenni. Próbáljad meg úgy kinyomtatni, hogy a rácsos fele legyen a kezdőréteg. Ezzel azt éred el, hogy textured PEI mintáját kapja, ami szerintem azért nem néz ki olyan roszul. Másodjára pedig a külső falakon ki lehetne próbálni fuzzy skint. 0.3/0.3 beállítás nálam egész jól bevált. Ezzel megszabadulsz a varrattól is, főleg ha véletlenre állítod.
-

frescho
addikt
válasz
ptesza
#47735
üzenetére
Egy feszültségre és kevésbé végletes fogyasztásra sokkal egyszerűbb optimalizálni. 80%-ot tudó kapcsolóüzemű tápot hátrakötött kézzel építek itthon. Hozzáértők 90%-ra fel tudnak menni. Ha hőntartásra 60-80W kell, akkor a veszteség 6-8W, de bénább tápnál is csak 10W nagyságrend ami a nem számít kategória, ennyit a raspi is bekajol. Amúgy a Bambunál is van kapcsolási veszteség, mert van benne egy Triac vagy más SS ami kapcsolja a 220-at. Ezért gondolom, hogy ez a nem számít kategória.
Ami viszont írtál és igenis számít ha valaki sokat nyomtat, hogy mennyi idő alatt fűti fel az asztalt. Engem például nem hat meg, mert hetente csak pár dolgot barkácsolok, ott meg nem számít pár perc ide vagy oda.
5leteseN: Van még egy fontos dolog amit valaki már említett, de nem biztos, hogy megütötte az ingerküszöböd. Az ABS/ASA nyomtatás közben büdös és egészségre ártalmas gázokat állít elő. A nyomtatót úgy érdemes elhelyezni, hogy ez ne okozzon gondot. mondjuk egy olyan szobába amit jól ki tudsz szellőztetni nyomtatás után és nem tartózkodsz ott nyomtatás közben.
-
frescho
addikt
válasz
 5leteseN
#47732
üzenetére
5leteseN
#47732
üzenetére
Kis cuccokat még csak-csak ki lehet nyomtatni zárt tér nélkül, de nagyobb darabokkal nem fogsz boldogulni. Az ASA ABS szerűen vetemedik. Nem a sebesség, hanem a temperált tér fontosabb. Keress rá úgy, hogy ASA warping és mindehol a zárt, előmelegített teret fogod tanácsként kapni. Persze lehet széllel szemben menni, csak nem hatékony.
Ami még fontos, hogy az ASA magasabb hőmérsékletet igényel, szóval én direct drive + full metal hotend-es nyomtatót keresnék. A teflon csöves megoldások hosszabb távon nem fogják bírni.
Építettem több nyomtatót és a végén egy olyan darabnál kötöttem ki ami low end, de meg tudtam bütykölni, hogy ASA kompatibilis legyen. Zárt, direct drive, full metal... Ugyan nincs külön fűtése, de a bedet 5 percig hőmérsékleten tartva nyomtatás előtt eléggé felmelegszik a belső tér, hogy ne vetemedjen az ABS. A többiek megerősítik, vagy cáfolják, de nekem ez a megoldás most stabilan működik. Neked nem ajánlom az általam bejárt utat, mert kezdőként nyomtatóval saját magát átépítő cuccokat nyomtatni nem triviális mutatvány
Arra viszont készülj fel, hogy olcsó, kulcsra kész megoldást senki nem tud neked mondani. -
-
frescho
addikt
válasz
ptesza
#47728
üzenetére
Egy kapcsoló üzemű tápegység hatásfoka bőven 80% felett van, a veszteség ezért kevesebb. Ugyanakkor ha a bambu 1000W-ot tud az csak arra kell, hogy a felfűtés idejét radikálisan redukálja. 40x40-es tárgyasztalt 200W-tal simán fel tudtam fűteni ASA-hoz, igaz jó pár percig amíg ezt elérte. Amikor már fel van fűtve a bed, akkor az átlagteljesítmény 100W alatt van szerintem. Szóval a bambu gyorsabban fűt fel, de a 12 vagy 24V-os rendszer sem fog lénylegesen többet fogyasztani. Cserébe nem 220V-ot kell kapcsolgatni és figyelni a szigetelésére.
Összefoglalva: bambu gyors ami előny, cserébe jobban kell rá figyelni. 12/24V-os bed lassabban fűt fel, de kis méretben vagy zárt térben megfelelő megoldás.
5leteseN: ASA-hoz inkább zárt nyomtatót keress. Tálcát lengetővel nem lesz sikerélményed ezzel az anyaggal.
-
ptesza
senior tag
válasz
5leteseN
#47726
üzenetére
Kültéri anyagnak elsőre az ASA-t nézd meg. Az még elérhető áron van. Aztán egészen a polikarbonátig el lehet menni de ott már egyáltalán nem mindegy milyen nyomtatót választasz. A 30x30 centire nem tudok ajánlani nyomtatót. Kisebbre 25x25 lenne ötlet de olcsón sajnos biztosan nem.
-
ptesza
senior tag
válasz
 poli27
#47723
üzenetére
poli27
#47723
üzenetére
Szerintem az OHM törvénnyel kellene számolni. Ha kisebb lesz a feszültség akkor több áram kell majd ugyanahhoz a teljesítményhez. Lényegében pl egy P1P 1000W-os asztala 4.3A áramot vesz fel. Szerintem direktbe a 230V hálózati feszültségről megy mert akkor nem kell átalakítani ami plusz veszteség lehet. Kb. 80% -os hatásfokkal lehet számolni ha 230V-ból 24V feszültség kell. 24V esetén 42A áram kell az 1000W fűtőteljesítményhez. Ha hozzáadom, a hatásfok veszteséget akkor akár 50A is kellhet. Ami már inkább 1200W. Arról nem is beszélve, hogy ez már drága játékszer. Azért is számolgattam egy kicsit, hogy érzékeltessem, hogy mennyire nagyszerű ötlet is a Bambulab fűtött asztala, ami tulajdonképpen egy vasaló vagy egy hajszáritó.
-
Ton-ton
aktív tag
válasz
 tvamos
#47721
üzenetére
tvamos
#47721
üzenetére
1,5-2 éve vettem (akciósan, új).
Kompletten (motor, hotend, fűtőszál, hőfok érzékelő, görgők, stb) 12k volt.
Gyakorlatilag csak lehúztam a sínről a régi hotendet, betoltam az újat, és bekötöttem elektromosan...Nyilván egyszerűbb új gépet venni, ami gyorsabb is. Illetve szinte mindenben jobb.
Ám ha keveset nyomtatsz nem biztos, hogy érdemes. -
5leteseN
őstag
Kültéri, hőálló, viszonylag erős(és rugalmas) "akármiket" nyomtatnék, amit esetleg-majd üveg-/szén-szálas réteggel erősíthetek(ha akarok). Erre keresnék megfizethető árú, hosszabb időre használni tervezett nyomtatót, 30cm(x30cm) körüli mérettel.
Nem kell szuper pontosság, az automata szintezés jó lenne.
Szerintem valami "feltörekvő", piacszerzésre dolgozó gyártó az amelyik a cél érdekében olcsóbban ad a "navesekhez" hasonló tudású gépet. Ezekből adódóan kb tuti, hohy kínai, de más is érdekel(ha van egyáltalán ilyen ).A műanyag tejes-flakon szerű anyaggal lehet ilyesmit nyomtatni(nem a PET, nem tudom mi a neve-kódja)?
A kültéri (UV-álló) feltétel lehet, hogy valami festéssel költséghatékonyabban megoldható. Ha a beszerzési- üzemeltetési, "gyártási" folyamatban a kültéri feltétel nélkül jobb az ár-érték arány, akkor az a "Kültéri-..) feltétel kimaradna.Akár a "tejesflakonból házilag segéd-(alap-)anyagot" lehetőség is jó lehet.
Kedvelem a jó 5leteket(átvenni se szégyen mástól)!Köszönettel:
Én. 
-
ffodi
veterán
Napi print.
Synology NAS HDD tálca gyorszár alkatrész.
A delikvens:
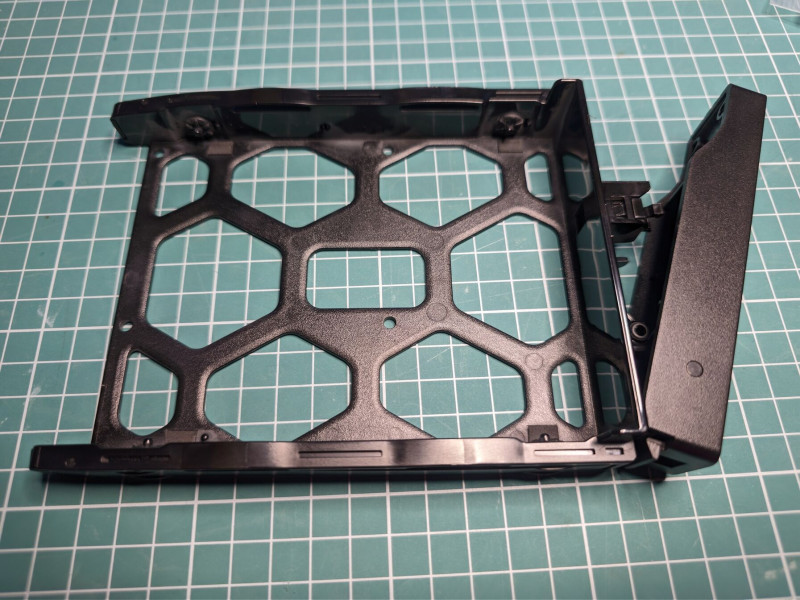
A gyorszár egyszer csak megadta magát (ismert probléma sajnos...) és fixen nyitva marad. A probléma ezen kis alkatrész belsejében keresendő (jobb fent a tettes):
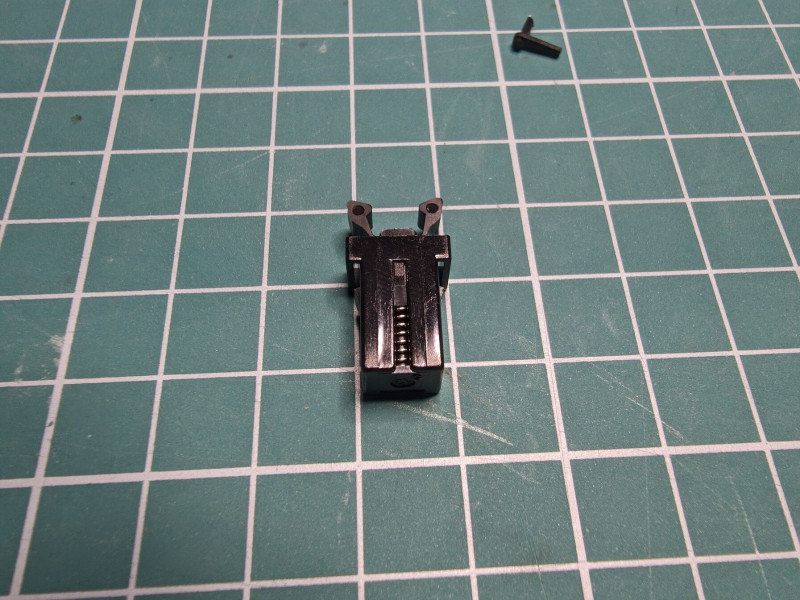
Nyomtatás után, mosás és sorjátlanítás közben (nyilván nyomtattam egyből egy marékkal
):
Végeredmény (balra a nyomtatvány, jobbra az eredeti), itt felhívnám a figyelmet, hogy a vágófelületen lévő négyzet 10x10 mm:

Nyomtató: Uniformation GKTWO
Gyanta: RESIONE K+ -
#47723
 poli27
Topikgazda
szabieable
#47722
poli27
Topikgazda
szabieable
#47722
poli27
Topikgazda
válasz
szabieable
#47722
üzenetére
Miért mert lassabban melegszik fel?... kb ennyi a különbség, cserébe kevesebb áramot vesz fel a konnektorból, ami több nyomtatónál akár előny is lehet...
-
ffodi
veterán
-
poli27
Topikgazda
válasz
 Lanash
#47710
üzenetére
Lanash
#47710
üzenetére
30 Bags Filament Storage Vacuum Bag 3D Printer PLA/ABS/TPU Filament Dryer Safekeeping Humidity Resistant For 3D Printer Parts - AliExpress 7
Nekem ilyenbe vannak, egy elektromos vákumpumpát vettem hozzá!
Vacuum Pump Auto Vacuum Bag Pump Rechargeable Portable Electric Vacuum Sealed Compression Pump for 3D Printing Consumables 5V - AliExpress 15 -
-
Joshi
titán
válasz
Lanash
#47704
üzenetére
Igen, mert a legolcsóbb burkolt/zárt nyomtatója a Bambunak az a P1S. Ha ABS/ASA-t akarsz nyomtatni, ahhoz kelleni fog a zárt nyomtató. A P1P-hez is van utólag beszerezhető burkolat, de az úgy már többe fog kerülni, mintha eleve a P1S-t vetted volna. Minden patika mérlegen van beárazva, ahogy általában szokták.
A hőálló műanyagra sok esetben szükség van. Pl autóba akarsz valami tartót, azt csak ABS-ből érdemes nyomtatni, mert nyáron a magas hőmérséklettől a PLA el fog deformálódni. Vagy kültéren használt modellt idővel megeszi a nap, tehát oda ASA-t kell használni az UV állósága miatt. De sorolhatnám, mert rengetegféle anyag van.
-

Lanash
senior tag
uhhh köszönöm a sok választ.
Itt elolvastam többször is, hogy melyik rövidítés mit jelent, de azt nem tudtam még megfogalmazni magamnak, hogy a P1P vagy a P1S amiben többet tud, azt fogom-e használni. Itt lemaradásom van, mert nincs az ismeretségi körömben 3d nyomtató. És az A1-P1S között (AMS-el) 2-300 ezer különbség van. -
Joshi
titán
válasz
Lanash
#47700
üzenetére
Ha nyitott nyomtatót választasz, akkor az anyag nyomtatása lekorlátozódik PLA/PETG/TPU-ra. Ez esetben a P1P nem is ajánlott, akkor inkább már olcsóbban egy A1. Ha viszont szeretnél hőállóbb anyagokat is nyomtatni (esetleg UV állót) ABS/ASA, akkor egyértelműen a P1S az ajánlott. AMS tényleg jó dolog, habár én jobban örülnék egy ránc felvarrott verziónak. Egyelőre Bambu még nem jött ki vele.
-
ptesza
senior tag
válasz
Lanash
#47700
üzenetére
Jó nyomon vagy szerintem! Az AMS-t semmiképpen ne hagyd ki, úgyis az lesz az első amit megveszel. Combóban olcsóbban jössz ki. Ha kis dolgokat akarsz nyomtatni és megelégszel a PETG-vel és a PLA-val akkor okés az A1. A P1P-nek egy kicsivel nagyobb asztala van és kb ennyivel kapnál többet. Viszont ha ha P1S-t választod, ami egy beburkolt P1P, akkor egy csomó különleges anyagot is ki tudsz majd nyomtatni a zárt kamra miatt. A P1S némileg nagyobb mint egy A1 viszont a burkolat miatt sokkal jobban el tudod helyezni és még pormentes is marad belül. Ne vegyél semmit hozzá csak egy csomó filamentet!





















 ))
))












 ), ami olyan, mondhatni "40 perces", ha értitek miről beszélek.
), ami olyan, mondhatni "40 perces", ha értitek miről beszélek.






















![;]](http://cdn.rios.hu/dl/s/v1.gif) De folyamatosan mennek, akárhányszor rájuk nézek. Tanárral volt is kis beszélgetés, hogy mennyivel jobb a P1S, mondtam is, hogy amire nekik kell, nem sokkal.
De folyamatosan mennek, akárhányszor rájuk nézek. Tanárral volt is kis beszélgetés, hogy mennyivel jobb a P1S, mondtam is, hogy amire nekik kell, nem sokkal. 


























Új hozzászólás Aktív témák
Hirdetés
- Elemzés A 3D nyomtatás sikerének alapja

- Lenovo Tab M10 HD (TB-X306F)
- Samsung Galaxy Tab S6 Lite LTE (2020) Oxford Grey 64GB
- 15.gen! Intel Core ULTRA 9 285K (24mag!) +16-32GB DDR5 RAM +hűtött VRM-es Z890 lap! GAR/SZÁMLA!
- Eladó Sony FE 3.5-5.6/28-70 OSS objektív
- mini pc/ WIN11/ i5 12600T/ 32GB DDR4/ 512GB gen4 SSD/ WiFi/ BT/ 1 év garancia, számla
- Apple iPhone 13 Mini 128GB, Kártyafüggetlen, 1 Év Garanciával
- Eladó Samsung Galaxy A51 4/128GB / 12 hónap jótállás
- 0perces! Samsung Galaxy Book5 360 2in1 Core Ultra 7 256V 16GB 2TB 15.6 FHD AMOLED TOUCH 1évgar
- Telefon felvásárlás!! Apple iPhone 16, Apple iPhone 16e, Apple iPhone 16 Plus, Apple iPhone 16 Pro
- Lenovo ThinkPad T470,14",HD,i5-6300U,8GB DDR4,256GB SSD,Win11
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest