- Vivo V40 5G - az első benyomás fontos
- Hová lett 1000 mAh?
- Fontos fejlesztéssel érkezik a Galaxy A17 5G
- Friss koncepciót hoz a Nothing Phone (3)
- Samsung Galaxy A54 - türelemjáték
- Samsung Galaxy S25 Ultra - titán keret, acélos teljesítmény
- Amazfit Active 2 NFC - jó kör
- Csak semmi szimmetria: flegma dizájnnal készül a Nothing Phone (3)
- Magisk
- Samsung Galaxy S24 Ultra - ha működik, ne változtass!
-

Mobilarena



Új hozzászólás Aktív témák
-

cross56
senior tag
-
#20259
 2thletme2day
őstag
mazso26
#20258
2thletme2day
őstag
mazso26
#20258
-
cross56
senior tag
válasz
 mazso26
#20253
üzenetére
mazso26
#20253
üzenetére
Szia!
Igen FDM-re gondoltam.
Max 120.000 Ft-ot szeretnék költeni rá.
Szerintem megelégszem a kisebb nyomtatási térfogattal. Ha viszont ennyiből van olyan ami a 300x300x400-as és minőségre jó akkor az is jöhet.Egyébként én Creality Ender 3 Pro, Ender 5 illetve Tevo Tarantulat nézegettem.
Valamint nem tudom, hogy az ilyen aliexpresses 3D nyomtatók (pl anet a8 plus) mennyire jók..
Egy ismerősöm vett pár napja ilyet de nem tudom mik a tapasztalatai vele.De garancia miatt úgy gondolom az itthon vásárolt jobban megérheti még ha drágább is.
-
-

Saccco
nagyúr
válasz
mazso26
#10870
üzenetére
Köszi.

4 sarokban 2040 aluprofilon fut kerekekkel és két oldal középen 1-1 orsó emeli.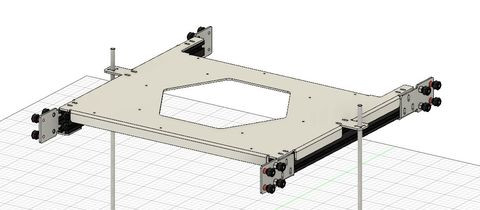
Ahhoz képest, hogy ez az első ilyen jellegű munkám, elégedett vagyok vele. Sok mindent lehetne jobban csinálni, de most erre futotta.

CAD-del is csak a nyomtató miatt kerültem közelebbi kapcsolatba.
Jól látod, hogy kissé kerek formájúak a sarkok. Gyorsulást vagy jerk értékeket kellene kalibrálni, illetve a linear advance is jót tenne neki.(#10868) Balázs1621:
Simán lehet. Marlinban lehet állítani, hogy mekkora hőfok különbség és milyen hosszú ideig megengedett, ha ezt átlépi, akkor hibát dob.
PID tuning-gal ki tudod védeni. Mindig teljes tárgyhűtés mellett az asztalhoz közel érdemes csinálni, hogy a legrosszabb esetre számoljon.(#10867) blountex:
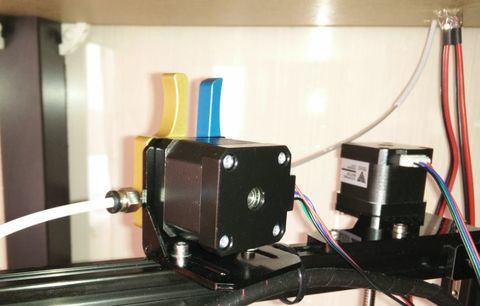
Igazán hülye hangja van.
Nem húztad túl szorosra azt a csavart, amelyiken a fogaskerék is van?
[3D Printing Stepper Motors and Drivers]
Sanyo LV8729
Constant current advertised as either 1.3A or 1.5A.
Peak current 1.8AFormula: V = A * (0.5)
Amps Volts
1.5 0.75
1.3 0.65
1.2 0.60
1 0.50
0.8 0.40
Formula: A = V / (0.5)
Volts Amps
0.3 0.6
0.4 0.8
0.5 1
0.6 1.2
0.7 1.4
0.75 1.5 -

azbest
félisten
válasz
mazso26
#10754
üzenetére
Hát cső

Még közel sem tökéletes, mert fél év alatt alig volt alkalmam használni. Igazából most fogok hozzá a kalibrálásnak. Arra jó lesz ez a torony is. Extrudert mindenképp kell kalibrálni. Meg a keret sem teljesen derékszögű, láttam már merevítésre ötleteket youtube videókon. És persze z tengely és ágy is rugózik az akrilon.
no 10x10x200 váza. Picit lehet magasan indult a fej, éppen hogy letapadt. Úgy látom a cura 10mm/s sebességgel csinálja a felszínt, akkor ezért szép kívül, most végig azzal ment, 4 sec egy réteg 0.2-vel

Hm, azt hiszem nem ideális a kijelző rögzítésem, ilyen magasra még nem mentem. A közepén van egy csík, ami emiatt van: félidő környékén igazítanom kellett a kábeleken, mert kezdtek alászorulni a kijelzőnek. -
#8456
 trialkornel
tag
mazso26
#8447
trialkornel
tag
mazso26
#8447
trialkornel
tag
válasz
mazso26
#8447
üzenetére
Én nem rég vettem DD TPU-t, szerintem nem rossz, érdekes anyag. Bowden-es extruderrel simán lehet nyomtatni de még nem használtam túl sokat.
Ha már témánál vagyunk, valaki meg tudná mondani hogy TPU-nál miért nem forrnak össze a külső falak (perimeterek)? Simán szét lehet őket szedni, nem tapadnak össze. Viszont a rétegenkénti tapadással nincs semmi baj, szépen egybe marad. Hűtést már kikapcsoltam. Amúgy láthatóan kevesebbet extrudál mint pl petg-nél. Ez jellemző az anyagra hogy több flow kell neki?
-
Imy
veterán
válasz
mazso26
#7291
üzenetére
Igen, az alapok jó lenne, ha össze lenne gyűjtve egy helyen. Itt az összefoglalót elolvastam, de az lehetséges, hogy nem túl sok segítség.
A gép most jó áron van, és lehet most lenne rá tőkém, ha meg van a gép, lehetséges közben is lehetne sokat tanulni, ha ott van az embernél, és látja, mi hogyan működik.
Ezért kérnék most egy összefoglaló segítséget.
-

Zsolt74
senior tag
válasz
mazso26
#6055
üzenetére
Annyit még hozzá tennék hogy én az első réteget mindig 0,3 as rétegvastagsággal nyomtatom, mert így az anyagtöbblet miatt jobb a tapadás, és az asztal egyenetlenségeit, így ezzel kis mértékben, de kompenzálni lehet.
Én se szoktam 50%-nál nagyobb kitöltést alkalmazni.
A petg-t én csak minimálisan hűtöm(10-30%), de hűtés nélkül is a legtöbb tárgyat ki lehet nyomtatni. -

fabula
őstag
válasz
mazso26
#5458
üzenetére
Köszi, sokat segítettél. Valóban MK8 a nozzli, már sikerült kibányásznom a neten is. Köszi a képeket is, jók ezek, így még nem találtam a fejről fotót.
Akkor a 24V-os patronból meg az MK8 nozliból is rendelek, meg tartalék ventiket is nézek hozzá.
Valahogy nyugodtabb vagyok, ha ezek kéznél vannak, mivel soha sem lehet tudni, mikor adják meg magukat.
Sajnos a Tornado-m még mindig nem jött meg, de a tracking szerint úton van, remélem már nem sokáig.
Legalább addig javítgatom, hangolom az A8-at és nyomtatom vele a Tornado kiegészítőket. -
fabula
őstag
válasz
mazso26
#5335
üzenetére
Köszönöm a válaszaidat és a linkelt kiegészítőket.
A 8 diódás smoothereket már megrendeltem, mivel olvastam a salmon skin problémáról és a megoldásáról.A hotenddel akkor megvárom, amíg megjön a Tornado és majd rögtön szétkapom, hogy be tudjam azonosítani, majd utána rendelek hozzá fűtőpatront, heatbreak-et és nozzle-ket. Ezekből nem árt ha van tartalék.
A tapasztalatokat természetesen megosztom itt a fórumon.Ez a brutális tapadás jó hír, köszi a tanácsot hozzá. Igyekszek jól szintezni.
-

J.Dancsi
csendes tag
válasz
mazso26
#5253
üzenetére
Szia.
Köszönöm szépen, hogy ennyire részletesen kifejtetted. Nagyon hasznos volt számomra.
Az anycubicnak a legnagyobb hátránya tényleg a munkaterület mérete. Egyelőre nincs konkrét dolog, amihez használnám, csak hobbi szinten ami épp eszembe jut, de később biztos lenne olyan dolog, amihez nagyobb munkaterületre lenne szükség.
Utána néztem a Tevo Tornado-nak. A teljes fém szerkezet, és a titan extruder nagy pozitívum. A 220V-os fűtőlap is jó ötlet. A 24V-os rendszer előnyét nem teljesen értem. A "salmon skin" zavaró lehet, de tényleg filléres alkatrészekből javítható.
Sajnos a Tornado jelenleg árban kicsit több, mint a CR-10. Én a Creality-hez húzódok jobban, de még gyűjtögetem az információkat.Írtad, hogy építettél már több nyomtatót. Az nem tiszta még számomra, hogy például filament sensor, vagy bed level sensor bármelyik nyomtatóba beépíthető, vagy ez alaplap függő?
Még egy kérdésem lenne, hogy az alábbi funkciót mindegyik nyomtató tudja, vagy firmware függő: Szüneteltethető-e a nyomtatás (technikai okok miatt, vagy csak más szín betöltése miatt) és folytatható ott, ahol abba lett hagyva?Köszönöm.
-

elvakúlt
csendes tag
válasz
mazso26
#5008
üzenetére
Nehéz kiszámolni, el nem tudom képzelni, hogy hogyan viselkedik a szilikon fűtőlap. A 4mm jónak találom, ha közel egész felületet fűtöd, akkor egyenletesnek kellene lenni a hőtágulásnak, remélhetőleg sík marad, nem lesz nagy a hideg-meleg méretingadozása.
Miért oly fontos 100%-an ragasztani azt a fűtőelemet? Ha alulról pl.: Rockwool Frontrock (RP-PT) ((szerintem jobb, mint a parafa)) hőszigetelővel lenne felszorítva, így a hatásfok is jobb (persze ha a mechanika megengedi a +20mm vastagságot).
Ha elkészül, egy beszámolóra kíváncsi vagyok, hogy hogyan viselkedik és mennyi idő alatt fűt fel. -

kzkz
őstag
válasz
mazso26
#4994
üzenetére
Nekem ugyan volt rajta 3M-es ragasztó, de a biztonság kedvéért vettem F.BS-t hozzá még, és azt is nyomtam közé. Persze furkában, nem kentem el szépen, és így kicsit púpos ezeken a helyeken. Festékboltban, barkácsboltban lehet kapni.
A másik amit még vettem, de nem használtam az a hőálló szilikon ragasztó, kányhák üveglapjához (is) szokták használni, meg motorok tömítésénél. Ez még nagyobb hőt bír (bár az F.BS is tud 200-at, ami valljuk be, elég ), de talán kevésbé ragaszt.
), de talán kevésbé ragaszt.Eddig 135 fok volt a maximum amíg felmelegítettem az alu lapot. Hát ezzel az 1000W-os lappal is eltartott egy darabig, pedig 70-75 fokig pikk-pakk fel szokta nyomni...
-

bardi
senior tag
válasz
mazso26
#4967
üzenetére
És (#4962) Xantomas
Köszönöm a választ mindkettőtöknek.
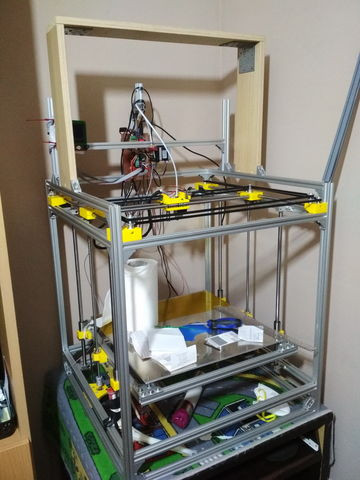
Első körben a fa nem zavarna, mert olcsó legalább. A tejesdobozt rögtön ki is lehetne cserélni egy fa keretre, aztán ha kész nyomtatni a fa helyett alkatrészeket majd idővel aluprofil
Az építgetés részének a mechanikus oldala nem aggaszt, azt biztos meg tudom csinálni, inkább az elektronika, főleg a programozás, ahhoz hülye vagyok Forrasztás meg kábelek jó helyre dugdosása megy azért.
Idővel nem állok annyira jól, inkább azt az időt tervezésre fordítanám, amiket nyomtatni szeretnék.
Pénzben jó lenne minél olcsóbban megúszni legalább az első változatot. Találtam kiteket bőven 200 font alatti áron, de annyira sok féle van, hogy tapasztalat nélkül nem tudok eligazodni. Ami jó lenne, ha step fájlból lehetne modellt csinálni, azt minden 3d tervező szoftver tud csinálni kb. -

blountex
senior tag
válasz
mazso26
#4828
üzenetére
Az extruder rugó nem lehet túl feszes. Minimálisan lenyomtam az extruder becsavarozásakor, de semmiképp nem feszítettem meg. Egyéb nyomtatásoknál szépen megy, csak itt vagyok gondban....
Rectraction beállításokhoz nem nyúltam, a gyári van megadva értéknek.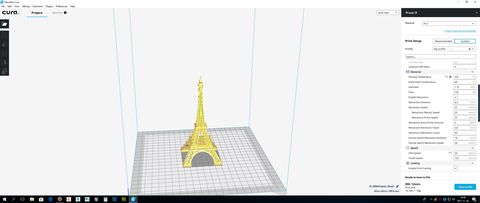
Alapvetően 0,4mm nozzli, nem tudom hogy emiatt hogy ilyen apró elemekből áll érdemes lenne-e 0,2mm nozzlira lecserélni bár a leírásban nem írják.
Layerke:
Devil Design PLA
Anet A8 - Marlin
205 fok nálam kb. mindegyik színnél úgy néz ki bevált.
és aránylag az elejét elég jól megcsinálta, de LCD kijelző szerint 50% környékén kezdődtek a gondok, és többszőri próbálkozásnál is hasonló eredményt produkáltam csak nem volt még ennyire sem szép.
Estep jól be van lőve.
Magát a hűtést automatikusan bekapcsolja egy bizonyos idő után (Cura-ba is be van pipálva a Cooling). -
#4750
 Devil Smile
őstag
mazso26
#4749
Devil Smile
őstag
mazso26
#4749
Devil Smile
őstag
válasz
mazso26
#4749
üzenetére
Koszi, sketchupot mar hasznaltam igaz csak egyszer amikor a szgephazban az egyedi HDD racket terveztem (5eve)
Yt videokat folyamatosan nezek mert igy konyebben megertem mint valami irodalmat olvasva de szerencsere csak haver aki mar evek ota 3d rajzokkal kel es fekszik..
Asszony rabolintott, mondtam hogy nyomtatok a gyereknek (1eves mult) egy bilicset 2m lanccal akkor tud neha pihenni ha kikotjuk az agy sarkahoz ![;]](//cdn.rios.hu/dl/s/v1.gif)
-
#4646
2thletme2day
őstag
mazso26
#4621
2thletme2day
őstag
válasz
mazso26
#4621
üzenetére
Ha megérkezik feltétlenül kérnék beszámolót róla ha lehetséges. Pár héten belül tervezem egy 3d nyomtató vásárlását és pont a Tevo Tornado az egyik kiszemelt. A másik a Creality CR10. De még nem tudom melyik érné meg jobban. Rewiev-ok alapján a CR10 az egyik legjobbja kategóriájának viszont a Tornado sincs elmaradva tőle. Lényegében a Tornado egy CR10 klón 10k-val olcsóbban. Tetszik az AC heatbed a tornadonál és a Titan extruder is jó dolog eddigi olvasataim alapján.
-

janek69
senior tag
válasz
mazso26
#4588
üzenetére
Eszembe sem jutna,hogy kioktatás,minden ötletet szívesen fogadok.Annyi biztos,hogy 205-210 fok körül most egészen jól elvagyok vele.Közben csináltam egy object coolert.Valamelyik nap a Wade extruder fogaskerekei kapcsán foglalkoztam kicsit az openscad-el,hát lehet,hogy ez jó fehér embernek is,de nem nekem.Tényleg nagyon jó paraméterezhető dolgokat lehet vele csinálni,de inkább szenvedek a freecad-el.Az object coolert is jól sikerült vele megtervezni.

Ja és mégegy tapasztalat.Nagyon örültem pár nyomtatásig,hogy emnnyire jó csak úgy símán az üvegre nyomtatni,hiszen gyönyörű lesz a felület.Aztán jött,hogy sehogyan nem tapadt meg.Takarítottam foltbenzinel mint azelőtt minden nyomtatás előtt,szinteztem az asztalt,semmi.Aztán jött a maszkolószalag,azzal természetesen ment.Majd maradt rajta ragacs,aztán víz folyékonyszappan,majd ismét kitályul tapad.Szóval az én tapasztalatom is az amit már valaki írt,hogy nem kell semmi csodaszer,csak víz és valamilyen mosogatószer és utána papírtörlővel szárazratörölni aztán go. -
kzkz
őstag
válasz
mazso26
#4573
üzenetére
Így már értem, köszi!
Tudnál ajánlani egy konkrét nema17-es típust, ami kompatibilis a RAMPS 1.4 lappal?
(Alis, banggood-os keresésnél nem lehet így megtalálni, mert erre nem térnek ki, csak vagy szerepeltetik, hogy hibrid, vagy nem, de ez utóbbi esetben még egyáltalán nem biztos, hogy PM-es.) -
kzkz
őstag
válasz
mazso26
#4567
üzenetére
@mazso26: Két stepper van már most is. A többi részét nem értem amit írtál
PM, Hybrid,...@compi.hu: hát a 46x46x0,5cm-es tálca valóban nem könnyű, ráadásul alatta még van körben egy alu keret is 2020-as elemből. De ez már a könnyített változat, az eredeti terven még volt egy szintén 46x46x0,2 alu lemez is a 2020-as keret merevítésére, és a tálca tartására, de én ezt 4 plusz sarokelemmel kiváltottam.
Még tervben van a könnyítés: az alu keret helyett a tengelyektől kb. 5cm-re benyúló részre rögzíteném a tálcát a Voron 3d nyomtatónál látott megoldáshoz hasonlatosan, azzal a különbséggel, hogy a bonyolult elem nyomtatása helyett L alakú 4x4x0,3cm vastag alu profilból lenne, azt csak méretre kell vágni és pár lyukat fúrni bele.
-
elvakúlt
csendes tag
válasz
mazso26
#4173
üzenetére
Bocsánatot kérek! Nem gondolom,hogy aki bármiféle gépépítéshez fogna annak csak csavarhúzó és imbuszkulcsa lenne, ha még sem több, akkor az ismeretségre támsasztkodik Műszaki téren. Egyetértek Veled, idézlek: Sajnos nem értek eléggé hozzá". A vázszerkezetet méretétől függően szoktuk több darabból előállítani/hegeszteni, így a további megmunkálást is lehetővé teszi,egyengetés, marás, síkköszörülés, furatolás,festés,stb ami szükséges. Majd utánna következik a vázszerkezet összeszerelése,(nincs minden egybe hegesztve
 ) ezek után (a nyomtató esetében) a lineáris vezetők felrögzítése (ha szükséges a tűrésezésnek megfelelő hézagolása).Egyébként nem kell íly nagy kínt látni egy nyomtató készítéssel, többnyire már csak azok vannak indigózva amit már más kitalált. Mechanikailag-méretileg el lehet attól valamelyest térni, elvégre a működési elv, a derékszögek és párhuzamosak a fontosak!
) ezek után (a nyomtató esetében) a lineáris vezetők felrögzítése (ha szükséges a tűrésezésnek megfelelő hézagolása).Egyébként nem kell íly nagy kínt látni egy nyomtató készítéssel, többnyire már csak azok vannak indigózva amit már más kitalált. Mechanikailag-méretileg el lehet attól valamelyest térni, elvégre a működési elv, a derékszögek és párhuzamosak a fontosak! -

nepszter1
addikt
-
Saccco
nagyúr
válasz
mazso26
#3429
üzenetére
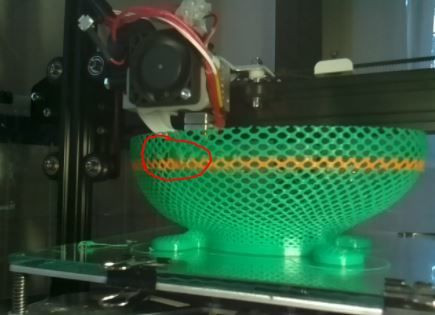
Jól megszívtam vele.
Volt pár így se jártam még eset vele.Elsőre nem jól helyeztem el az asztalon, ennek következtében a fej elakadt az egyik üveglefogó bindercsipeszben, majd leugrott róla a pattintható réteghűtő tölcsér. Kicsit több mint négy óra nyomtatás után megakadt a filament, kb. 2mm magasan szellősen nyomtatott. Gondoltam elfogyott... Nyomtam egy stoppot... Gondolkoztam hogyan tovább. Aztán eszembe jutott, hogy szeletelek egy újat a jelölt Z értéktől (-2mm), sikerült is továbbindítani. Közben kinyitottam a filament dobozát, akkor láttam meg a csomót benne... Kibogoztam.
Felmerült a gondolat, milyen jól is nézne ki a kis más színű csíkkal. El is kezdtem keresni, hogy hogyan lehet Octoprint alól filamentcserét indítani, meg is lettM600, csere ok, de rányomtam az LCD gombjára, lett is belőle error.
A fenti módszer másodszor nem jött be. Sikerült a Z-t home-olni, szerencsére a tárgyba nem ért bele, ekkor még... De valami állat úgy oldotta meg, hogy aG1 Z5a terminal szerint valamennyi Y behúztást is igényel... Bumm bele a tárgyba, motorok dadogtak. Szerencsére nem jött fel.
Nagy nehezen sikerült megtalálni a megoldást: kézzel szemre beállítottam a rétegmagasságot. Szeleteltem újat, tárgyat beletoltam mínuszba az asztalra és Z-home nélkül start, azóta megy. Viszont ahol a koppanás történt ott nem pontos a nyomat, lett egy nagyobb lyuk.
A retraction rendben.Jelölt részen látni:
-
DeniL
tag
válasz
mazso26
#3321
üzenetére
Szia,
köszönöm a válaszod, akkor viszont keresném azt a leendő segítész kollégát aki nekem valami fizettség fejében méretpontosan ki tudná nyomtatni a következő idomokat.
(BP - Puskás, Nyugati) - Göd - Hatvan vonalon mozgok ezeken személyes átvétel, ellenkező esetben posta.
Talán a mostani X tengely és pálcatartóm azért is hajolhatott meg a kocsiban 60 fok alatt, mert nyomtatott alkatrész és gondolom a kitöltése a szokásos 20%, így ezt mindenképp magasabb kitöltéssel szeretném.
Szóval ki tudna segíteni?
-
Dalee
aktív tag
válasz
mazso26
#3173
üzenetére
Most kipróbáltam 100 mm filamentet extrudálni a levegőbe 210 fokon. F1200-as sebességgel előjött amit mondtál kétszer kattogott és le se mértem mennyit nyomott ki, mert egyértelmű volt, hogy nem volt jó. Levéve a sebességet F200-ra kétszer próbálva 97,5, illetve 98,01 volt az eredmény, kattogást nem hallottam, szemre is jó az eredmény, illetve kezemen végighúzva is egyenletesnek érzem. Kell kezdenem valamit ezzel a 2 - 2,5 mm-el, illetve az F1200 sebesség már túl van az olvasztási sebességhatáron és a fej nem tudta ilyen gyorsan megolvasztani a PLA-t (majdnem műanyagot írtam) , magyarul nem gond ekkora sebességnél ha szalajt vagy tudni kellene ekkora sebességet is a heat endnek?
SD-ről nyomtatok. Kalibrációs kockát is nyomtatnék, csak gondolom ugyanaz lesz az eredménye minta temp towernek, hogy rossz valami beállítás a cura-ban, így gondolom annak is hasonlóan rossz lenne az alja.
Okozhatja az egyenetlen nyomtatást az előző hozzászólásomban írt filament vastagság egyenetlenség (1,73 - 1,8). Mindenesetre megrendelem a DD 6-os szettet.
-
Saccco
nagyúr
válasz
mazso26
#3080
üzenetére
Az E3D-t csak formailag értettem. Mások is panaszkodnak rájuk. Az Anycubic-tól vettem minden ilyesmi cuccot. Egyelőre úgy értékelem, hogy jobban működik a Tarantula ezzel az E3D style blokkal és nózival.
Vennék én is all metal alkatrészeket, de a polírozás még nem megoldott részemről, így egyelőre hagyom, PLA-hoz amúgy sem szükséges.
Szilikon sapit úgy kell otthon gyártani.
-
janek69
senior tag
válasz
mazso26
#3006
üzenetére
A4988 van RAMPS 1.4-ben. Nem NEMA17. Az egyik Sankyo a másik meg egy Canon. Mind a kettőt HP laserjet 4L-ben használták főmotornak,szép nagy átmérője van és a nyomaték is elég nagy. Mivel párhuzamosan vannak kötve így áramot nem mértem,hanem fullra nyomtam. Az ellenállása 5 ohm körül van a tekercseknek.Így egy A4988-al nem melegszenek,ezért akarom kipróbálni úgy,hogy dugok egy 4988-at az extruder1 helyére is és akkor tudok nagyobb áramot is adni neki.Viszont ezt a fura dolgot a lépésekkel nem értem kicsit sem.Ha azt veszem alapul,hogy nincs 2 egyforma motor a nyomtatóban,akkor nem hazudok,ettől egyedi,de nagyon.
A többivel nincs gond a lépésszámoknál. -
Saccco
nagyúr
válasz
mazso26
#2917
üzenetére
A doboz és a az asztal közé mindenképpen kell PTFE cső, különben az éles sarkokon feszül a filament és még jobban akad. A légmentes doboz egyrészt a páravédelem miatt kell, másrészt nagyon sok por kering a lakásban és nem szeretném, ha a filament egy por lenne, attól is könnyen dugul a gép. Az extruder szorítóerejét nem lehet ezen állítani, viszont nem túl vészes a fogaskerék harapása. Azt már én is észrevettem, hogy a már megjáratott filament nehezebben mozog a PTFE csőben. Az ellenállást sikerült csökkentenem a 3/2-es PTFE 4/2-re cseréjével, illetve a lehető legrövidebbre vettem ezt a szakaszt, valamint a dobozt is megemeltem.
Éppen fogaskereket nyomtat a Wade extruderhez...Extruder:
Három gyártótól van most szálam: 3Dee, bq filament és CoLiDo (ezek cartridge-osak).
Ezek közül egyedül a bq szivatott most meg, de nem írom le, mert amikor szalad a szál, akkor szépen nyomtat.3DBenchy:

szürke bq / piros CoLiDo / fehér 3Dee / zöld CoLiDo
(#2918) Flashback:
Sikerült a combine?kereső: Tevo Tarantula
-
Saccco
nagyúr
válasz
mazso26
#2898
üzenetére
Egyelőre a gyári hotend és extruder van a gépen. Rendeltem egy V6 hot blockot meg nozikat hozzá, első körben ezekkel fogom kipróbálni. Ezzel egy időben rendeltem még egy komplett J-head-et is. Csinálok még egy másik réteghűtőt is, ezzel együtt cserélem a 30mm-es ventilátort 40-esre.
Egy légmentesen zárt dobozban van fekve a tekercs egy csapágyazott tartón. A dobozból PTFE csövön és egy IKEA LACK asztalba fúrt lyukon keresztül húzza a gép a szálat. A szürke szálnál néha kézzel érezhetően is nehezebben jön a szál. A nyomtatás elején általában szépen megy minden, majd egyszer elkezd alulextrudálni, kattog az extruder, a végére teljesen el is dugul. Ha az első kattogás után kézzel rányomok a szálra, akkor megy tovább, ha nem akkor vége.
A szálat kihúzva a végén általában szálasan szakad és jól láthatóan egy buborék marad középen. Ilyenkor kézzel is alig bírom átnyomni az anyagot. Úgy veszem észre, hogy az ellenállás miatt nem képes rendesen "tölteni". Nagyobb hőfok sem segít, olyankor hullámosak lesznek a rétegek. Van még többféle színű Colido filamentem, azokkal egész szépen nyomtat.
Filament filter is tettem fel, de egyelőre nem oldotta meg a dolgot.
Általános nyomtatási tempó 60-70mm/s.
Hőfok 205°C. -

atus72
őstag
válasz
mazso26
#2884
üzenetére
"lyenkor kvázi dinamóként küldhet olyan áramot a vezérlőre ami kárt okoz.
Javaslom tesztelés idejére lehúzni a motor csatikat"
Ezt tapasztalom sajnos, gondoltam rá hogy lehúzom mert az lcd-t is bekapcsolta ilyenkor, remélem túlélte a műveletet. A rudakat megrendeltem, majd kiderül milyenek.
Egyébként valami nem kerek a nyomtatóval most sem, sikerült egy elcsúszott nyomatot csinálni (ez az első),
megint azt láttam hogy ugrált a szíj szóval lehet az az oka, de mára befejeztem, elég volt -

izisz
senior tag
válasz
mazso26
#2817
üzenetére
és ne felejtsük el, hogy míg mondjuk egy steel vázat az ember készen megvesz, mert azért olyan lézer nem vigyorog bárki garázsában, amivel otthon kiszabdalná, addig egy alu profilos váz otthon kézi eszközökkel könnyen megmunkálható és szabadabban bővíthető is szükség szerint; míg egy steel váz olyan, ahogy kivágták, ott max furatokat gyárt még az ember ha szükséges, komolyabb-bonyolultabb kivágásokat nem igazán
-

biker
nagyúr
válasz
mazso26
#2644
üzenetére
Igen, köszi
3-an is rárepültek, nem szeretnék nagy cunamit, meg sértődést, egyelőre szerintem elég lesz
Nem gondoltam, hogy ennyien érdeklődnek. Aki eddig írt, azokkal beszélgetek privát, ne írjatok többen, nem versenytárgyalást szeretnék.Igen, pár darabért én sem akartam volna printer, nem is az ára miatt, hanem beleolvastam itt a topikba, ez a vesződés, milyen szál, milyen anyag, milyen hőfok, ez azért nem egy normál nyomtatás még ma, érteni kell hozzá, kiismerni a gépet, az anyagokat, stb.
Most kellene 20db, ha lesz sikere a műszernek, akkor 10db doboz készül, ahhoz 50 ilyen láb kell, szóval nem egy mennyiség.
-
szalámissüti
tag
válasz
mazso26
#1694
üzenetére
Tegyél majd fel képeket
Z tengelynél én mindkét oldalt rögzíteném, és két Z motorral hajtanám, sokkal "merőlegesebbek" lesznek a falak. Mindenképp orsót használj, a trapézorsó általában elég, a golyósorsó kicsit szebb eredményt ad. Ha tudod, csináld zártra, bizonyos anyagoknál sokat segít (HIPS pl.)






 Én úgy tudtam hogy a Predator minőségibb mint a Kossel. Vagy?
Én úgy tudtam hogy a Predator minőségibb mint a Kossel. Vagy? ![;]](http://cdn.rios.hu/dl/s/v1.gif)

















 .
.





 ), de talán kevésbé ragaszt.
), de talán kevésbé ragaszt.






















Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- AliExpress tapasztalatok
- Vivo V40 5G - az első benyomás fontos
- Hová lett 1000 mAh?
- Házimozi haladó szinten
- Anglia - élmények, tapasztalatok
- Fontos fejlesztéssel érkezik a Galaxy A17 5G
- Gyúrósok ide!
- Friss koncepciót hoz a Nothing Phone (3)
- Samsung Galaxy A54 - türelemjáték
- Építő/felújító topik
- További aktív témák...

- AKCIÓ! ASUS PRIME Z390-P i5 8600K 16GB DDR4 512GB SSD RX 6600 8GB GDDR6 DEEPCOOL Matrexx55 630W
- Csere-Beszámítás! AMD Ryzen 5 9600X Processzor!
- ÁRGARANCIA!Épített KomPhone Ryzen 7 9800X3D 32/64GB RAM RTX 5070Ti 16GB GAMER PC termékbeszámítással
- ÁRGARANCIA! Épített KomPhone i7 14700KF 32/64GB RAM RTX 5090 32GB GAMER PC termékbeszámítással
- AKCIÓ! Csere-Beszámítás! Manli RTX 3070Ti 8GB GDDR6X Videokártya!
Állásajánlatok
Cég: Promenade Publishing House Kft.
Város: Budapest

Cég: PC Trade Systems Kft.
Város: Szeged