- Google Pixel topik
- Milyen GPS-t vegyek?
- Bemutatkozott a Poco X7 és X7 Pro
- Itthon is kapható lesz a kerámia Xiaomi Band 10
- Poco F3 - a mindenes, de nem mindenkinek
- Samsung Galaxy A56 - megbízható középszerűség
- Yettel topik
- A sógorokhoz érkezik a kompakt Vivo X200 FE
- Apple iPhone 16 Pro - rutinvizsga
- Honor 400 Pro - gép a képben
-

Mobilarena
Bambu Lab X1 és P1P egy nagy innovációt tett le az asztalra 2022 ben ezzel megzavarva a 3D nyomtatók körüli állóvízet szerencsére!

Új hozzászólás Aktív témák
-

Brain75
senior tag
-
#4460
 2thletme2day
őstag
Joshi
#4459
2thletme2day
őstag
Joshi
#4459
2thletme2day
őstag
-

Imy
veterán
A spektrumokat honnan lehet beszerezni most? Amikor kezdtem a 3D nyomtatást akkor vettem Spektrum PETG-t, és azok tetszettek, még van belőle talán összesen 1-1,5kg.
Újabban AzureFilmre álltam át, de amilyen "sokat" nyomtatok, így lehet majd rendelek Bambut... Habár van itthon minimum 50kg filamentem.... -
-

Lookup
tag
Nem kell röntgen szem, a ferde felületből, a tetőből meg lehet mondani. Ahol sűrűbbek a vonalak ott kisebb a rétegmagasság, tehát a baloldali modellen.
Sőt, a tetőn lévő rétegek számából azt is meg lehet mondani, hogy a jobboldali modell rétegvastagsága kb. 1,8-2x akkora amint a másiknak.
-

dippe
tag
Nem véletlenül kevertem ide, hiszen minden leendő tulaj más nyomtatóval szerzett tapasztalatot. És pont olyan szubjektív példát hoztam, mint amiket rendszeresen látok itt a fórumon.
Nem érzem korrektnek, hogy elbagatellizáljuk az eltéréseket, és szubjektív "érvekkel" befolyásoljuk a leendő újoncokat.
Mindkét gépnek megvan a létjogosultsága. Nem csak díszek vannak pluszban az X1C-n
Én pl. még mindig nem kaptam választ, hogyan lehet P1P-n mesh bed levelinget megjeleníteni. Vagy MQTT-n keresztül haszálható infót kinyerni a működés részleteiről. Az X1C-n pl. ezek mennek. Van akinek ez lényegtelen / azt sem tudja miről írtam, de nekem pl. jól jönne. De az újoncoknak is, hogy egyszerűen meg tudják állapítani, hogy hol és mennyire van elvetemedve a bed.
Mondjuk nekem is kellene, mert volt némi tapadás gondom a minap xD. Rájöttem, hogy 0.1-től több a görbeség, de nincs megbízható vonalzóm az ellenőrzésre. A saját szintezése tudja, de nem lehet kinyerni az infót.
Mellesleg nyomozáskor jöttem rá, hogy a Z szintezés sem volt gyárilag pontos. Persze szoftveresen jól eltünteti. Az viszont a méretpontosság rovására megy... -
-
dippe
tag
Tetszik a feladvány

utolsó képen:
- a rétegvastagság eltér, a bal sűrűbb
- a jobb oldalin a kis hátsó doboznál látszik, hogy a sarkoknál luk van (arachne? sebesség növelés -> gyorsulás kezelés?)
Én nem látom a nozzle méretet/width-et jól, elég homályos. Érzésre a flow stabilitás a jobb oldalin gyengébb.
nagyon tipp: az uccsón a bal bambu, stabilabbnak látom az íveket, és a mintázat is arra emlékeztet. Egyébként sosem nyomtattam ezzel a géppel benchy-t. -
Brain75
senior tag
Ez COB led szalag. Ezek mindenképen kicsit többet fogyasztanak mint a hagyományos ledszalagok, mert ezekben méterenként nem 30-60-120 led van hanem 380-480-580 led. Én relével oldanám meg egy külső táppal az a biztos. De amúgy lehet a nyomtató elé rakni egy okos konnektort és akkor akár telefonról is lehet kapcsolni a nyomtatót és vagy a Led-et.
-
Imy
veterán
-

fabula
őstag
Nem én rugóztam, hanem te:
#4368 "ui.: végig BL-t írtál, ami BS akart lenni? A BL az Bajnokok Ligája. "
"
Én ugyan is azt írtam, hogy "BL ..... szeletelője", ami ugye csak egy van. Értő olvasás esteleg? It a Bambu Lab fórumon a BL talán egyértelműen a cégre és nem a focira vonatkozik. Tehát szerinted így tilos hivatkozni rá, csak BS-ként lehet. Értettem!
De hát te nyugodtan értelmezhetsz félre bármit, hogy szórakoztasd magad.
Na én ezzel nem csak ezt a témát, de a veled való minden fórumos és egyéb kommunikációt befejezettnek nyilvánítok, mert már kezdesz nagyon fárasztó lenni és ez nem csak emiatt van, hanem az egész eddigi fórumtevékenységed miatt, ami úgy láttam, már másnak is szemet szúrt. További jó nyomtatást és önképzést .
. -
fabula
őstag
Köszönöm az infót
 , ezután csak BS-nek fogom nevezni, nehogy valaki összekeverje a BL másik szeletelőjével. Ja, vagy nincs is másik? Na mindegy
, ezután csak BS-nek fogom nevezni, nehogy valaki összekeverje a BL másik szeletelőjével. Ja, vagy nincs is másik? Na mindegy  .
.
Látom, a nevezéktan és a rövidítések már jól mennek, most már csak használni kell megtanulni a szoftvereket . Meg a PA, FR, VS, stb. kalibrálását  .
. -

ptesza
senior tag
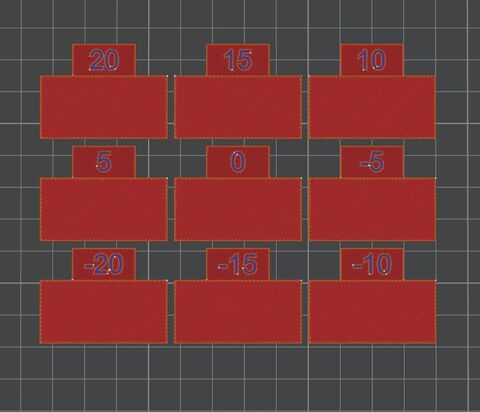
Ha 1-et írtál akkor csak annyi a dolog, hogy a kiválasztott kártya számát kivonod a 100 ból és elosztod 100-al. Pl ha a -3 volt a legjobb felület akkor: (100-3)/100=0.97
Ha kinyomtattad a pass1-et és benne hagytad a 0.98 értéket akkor a +20 azt jelenti, hogy: 0,98x(100+20)/100 = 1,176 . Ez az érték általában durván túl extrudál. Az 1-es értéket azért érdemes választani mert a legtöbb filament az alatt lesz picivel. A pass2 meg csak mínuszos értékeket nyomtat jobb felbontásban. A lényeg az, hogy így 1 lépésben megtudod találni a megfelelő anyagáramlás értéket. -
fabula
őstag
Hidd el, hogy nagyon jó a BL, az Orca és Prusa szeletelője is. Szerintem (hangsúlyozom szerintem) sokkal jobb és logikusabb a BL és az Orca, mint bármi, amit eddig használtam, pedig volt már sokféle, egyszer már felsoroltam.
Bár nem csak én gondolom így, több 3D nyomtatós videóblogger is átállt a BL-re vagy Orca-ra és nem csak a Bambu nyomtatókkal használják, hanem mindenféle nyomtatóhoz, ez azért csak jelent valamit. Pl. ilyen Teaching Tech is [link] .
Annyi pénzért felőlem űrhajó is lehet a Simplify3D, amíg a BL meg az Orca ilyen jó . -

TheProb
veterán
Flow rate kalibárcióhoz pro tip:
Állítsd 1-re a flow rate-et és csak a 2-es phase-t futtasd le. Szinte biztos, hogy a jó érték valahol 1 és 0.9 között lesz.#4357ptesza: Megelőztél...
PA-nál én ki nem állhatom a line-t, mert iszonyat macera takarítani, mindenre rátapadnak a szálak, össze-vissza pattognak, mikor szedem le a plate-ről... Halszálkát előbb próbáltam, háát, valóban nem egyszerű kitalálni, hogy melyik a fasza. Tower-t még nem próbáltam, eléggé időigényesnek tűnik.Volumetric speed-et ki mivel kalibrál? Orca félével, ha igen, akkor default settingen? Azt is eléggé idő és anyagpazarlónak érzem.
Vettem Sunlu Meta-t és kíváncsi lennék, hogy mennyivel lehet max nyomtatni. Ha valakinek konkrétan van ezzelt a fila-val tapasztalata, ne tartsa magában. Kicsit viccesnek találom, hogy BM-ben a generic high speed fila-nak is csak 18mm3/s a max vol.spd-je, míg az alap BambuPLA is 21-22. -
ptesza
senior tag
Azt javaslom, hogy ez esetben válassz egy generic profilt és futtasd le valamelyik Pressure Advance tesztet, hogy legyen egy rendes K értéked. Személy szerint a PA towert preferálom, de a PA line is jól kiértékelhető. A pattern csak akkor ha nagyon jó szemed van.
 A kapott K értékkel updateld a profilt amit már érdemes el is menteni. Most jön csavar. A profilban az anyagáramlás értékét írd át 1-re és mindjárt a pass2-t futtasd. A pass2 ből válaszd ki a neked tetsző felületet és az új értékkel kalkuláljad újra és írd át az 1-est a kisebb értékre. Ha a nullás darab volt a legjobb akkor marad az 1. kb. ennyi.
A kapott K értékkel updateld a profilt amit már érdemes el is menteni. Most jön csavar. A profilban az anyagáramlás értékét írd át 1-re és mindjárt a pass2-t futtasd. A pass2 ből válaszd ki a neked tetsző felületet és az új értékkel kalkuláljad újra és írd át az 1-est a kisebb értékre. Ha a nullás darab volt a legjobb akkor marad az 1. kb. ennyi.
Ha a venti fordulatokkal is variálsz akkor azt kalibrálás előtt a profilban át kell írni. -

Joshi
titán
"Én meg nem is tudok Orca-n csatlakozni a nyomtatóhoz, nem tudom mit nem állítottam be."
Nem volt telepítve a belépéshez valami webelérés kiegészítő. Már ok. pont most futtatom a filament kalibrálást. Gyorsan lenne is kérdésem. Ezeket a bróba formákkal nekem van valami dolgom? Vagy ezt csak ki kell nyomtatnom és amelyik a legjobb lesz azt a beállítást kell használni?
-
#4334
2thletme2day
őstag
Joshi
#4329
2thletme2day
őstag
A PetG és PetG cf is papírtekercsen van. 10 tekercset rendeltünk közösen Joshival, ajándék tekercs nem volt a csomagban...

Pont ilyen plastaból akarok filament szárítót csinálni a lecserélt heatbed-del csak még a vezérlést kell megoldanom valahogy. Az oké, hogy kabinhőmérséklet alapján kapcsolom a tápot a bednek egy termosztáttal de kéne valami ami a bedet vezérli és tartja beállított hőfokon.
-

Dalee
aktív tag
Rendeltél már tőlük? Pár hónapja akartam, de nem sikerült regisztrálnom, mert hibát dobott az irányítószámra. Leveleztem velük, ők nerm tudták mi a gond, én jöttem rá, hogy a magyar 4 karakteres iránítószámot nem fogadja el, csak a cseh 5 karaktert (ha jól emlékszem). Azt nem mertem megkockáztatni, hogy elé teszek egy nullát, nehogy így ne találjon ide.
-
ptesza
senior tag
Ezt te sem gondolhatod komolyan. Az a filament ami kalibrálás nélkül jó az nem azt jelenti, hogy az a jó, hanem csak azt, hogy közel áll a default profilhoz. Bármelyik filament képes ilyen minőségre ha a pressure advace és a pressure flow be van állítva. Az anyagok és a gyártók sokfélesége miatt ez az egyetlen járható út. Ha majd elengeded a PLA-t és sokkal nehezebben nyomtatható anyagok felé fogsz fordulni akkor belátod majd ennek a jelentőségét.
-
fabula
őstag
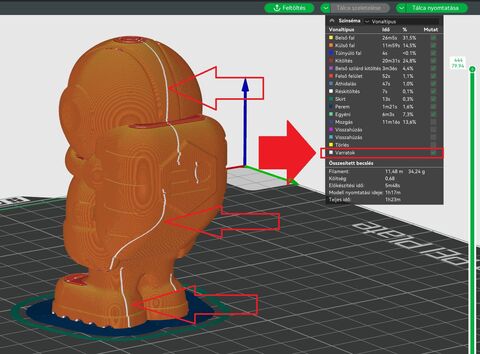
Szerintem itt is válaszoltunk minden kérdésedre és továbbra is csak olyan választ kaphatsz bármelyik fórumon, hogy hangold be a filament pressure advance (PA) értékét, azzal lehet a varrat láthatóságát csökkenteni (Bambu Studio-ban k érték). Enélkül hiába állítod a szeletelőben a varratot bármire, másképp nem lehet csökkenteni a láthatóságát.
Pl. nézd meg ezt, van benne PA (azaz k) érték és áramlási sebesség, azaz Flow beállítás [link] -
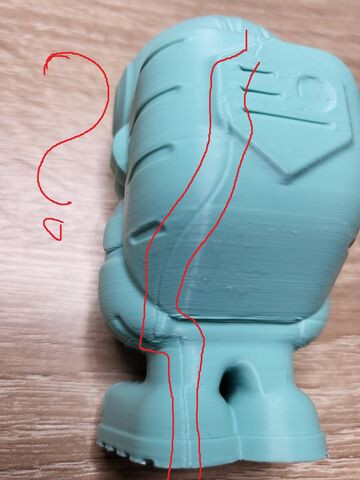
Teljesen megszüntetni semmilyen szeletelővel nem lehet egy hengeres tárgyon (még a Simplify3D-vel sem), max véletlenszerűre állathatod a varratot, de akkor meg össze-vissza apró pöttyök lesznek, ami pl. egy fényes filamenten mindenképp látszódni fog.
Ha van bármely él a tárgyon, akkor oda jobban elrejthető a szeletelőben igazítottra állítva a varratot.
Ilyen az FDM nyomtatás, ha ez nem felel meg, próbálkozz gyantás nyomtatókkal, ott nincs varrat, de lesz más (támasztékok elhelyezése és eltávolításuk) . -
fabula
őstag
Már elnézést, de jó lenne, ha megválogatnád a szavaid itt a fórumon, főleg egy olyan témában, ami egyértelműen user error, mint most a te esetedben. A varrat minden szeletelőben beállítható és az FDM nyomtatásban kikerülhetetlen, ennek e technológiának a velejárója. Lehet csökkenteni a pressure advance behangolásával (magyarul nyomás előrehaladáa), ez a Bambu Studio-ban a k érték, de eltüntetni sosem lehet teljesen, csak elrejteni, pl élekben, ha olyan a tárgy.
Sajnos a #4239Joshi hsz-ed végképp meggyőzött arról, hogy hiába volt már 3D nyomtatód évekig, az alapfogalmakkal és teendőkkel sem vagy tisztában, de azért megítéled azok munkáját, illeteve tanácsait, akik ezeket a szoftvereket és hardvereket tervezték, megcsinálták és folyamatosan fejlesztik, illetve azokat is kioktatod, akik segíteni próbálnak neked itt a fórumon. A legkönnyebb leszólni mindnet, amit mást csinál, sajnos ez egyre jellemzőbb manapság. Ilyenkor csak azt szoktam megkérdezni, te csináltál már akár csak hasonlót is?
Ha neked minden sz*r, ami nem találja ki a gondolataidat, az a te hibád és nem a szeletelőt készítőké.
Először is kezdj el tanulni, sok jó videós anyag van a 3D nyomtatás alapjaival kapcsolatban a youtube-on, meg sok jó leírás is van a különféle jellemzőkről és beállításokról. Utána ha még mindnig nem értesz valamit, majd kérdezhetsz és véleményezhetsz, de bizonyos indulatszavak és minősítő jelzők használatát jó lenne kerülnöd addig is meg később is.
Megértésedet előre is köszönöm. -

brumi1024
veterán
Tovabbra sem ertem, hogy miert nem lehet elfogadni, hogy ez egy preferencia, valamihez egyszeruen ez a legjobb. Itt van ez az alkatresz:

itt az aligned/rearen kivul minden mas rosszabb lenne. Akkor szar a random vagy szar a nearest? Nem, ehhez a felhasznalashoz ez a jobb.
Prusa nagyon gyenge ebből a szempontból.
vs
Ha tudnám mi az, akkor be is állítanám.
-
brumi1024
veterán
De hogy a Back ennyire szar legyen, na az már felháborító. Ezzel remélem te is egyet értesz. Ilyen szar beállítás ne is legyen, már elnézést.
Nem?
Pont azt csinalja a back, amit elvarnek tole, semmi problemat nem latok vele. Nem lennek meglepve, ha pont ugyanaz a kod kalkulalna a seameket (legalabbis Back/Rear esetben) a PrusaSlicerben es a Bambu studioban.Tenyleg erdemes elolvasni a Prusa fele seam leirast.
-
brumi1024
veterán
 Nem teljesen ertem, hogy a nyomtatando targy es az egyeni preferenciak fuggvenyeben allitando beallitas slicerenkent valasztott default erteke miert tekintendo hibanak vagy rossz megoldasnak? Ott a beallitas, rengeteg leiras van rola mit csinal, at kell allitani. Eleg sok alkatreszt nyomtattam mostanaban, amikhez a random a legjobb megoldas, akkor menjek bugreporttal minden slicer fejlesztohoz, hogy miert nem az az alapertelmezett, mert nekem, most az lenne a preferalt? Mintha szidnam a Windowst, mert nem tetszik az alap hatter.
Nem teljesen ertem, hogy a nyomtatando targy es az egyeni preferenciak fuggvenyeben allitando beallitas slicerenkent valasztott default erteke miert tekintendo hibanak vagy rossz megoldasnak? Ott a beallitas, rengeteg leiras van rola mit csinal, at kell allitani. Eleg sok alkatreszt nyomtattam mostanaban, amikhez a random a legjobb megoldas, akkor menjek bugreporttal minden slicer fejlesztohoz, hogy miert nem az az alapertelmezett, mert nekem, most az lenne a preferalt? Mintha szidnam a Windowst, mert nem tetszik az alap hatter. -
Joshi
titán
Basszus, kínlódok itt a filamentel, beállításokkal és most vettem észre, hogy ez a foshalom Bambu Studio teszi bele a hibát.

 A Prusa Slicernél egyáltalán nem olyan a Varratok megjelenáse, jelentsen bármit a varratok. Ezt mindenképpen jelezni kellene a Bambunak, mert ez nagyon gáz.
A Prusa Slicernél egyáltalán nem olyan a Varratok megjelenáse, jelentsen bármit a varratok. Ezt mindenképpen jelezni kellene a Bambunak, mert ez nagyon gáz. 
-
dippe
tag
Nekem van PLA amelyik még 50fokkal épp elmegy, de van amelyik igényli a 60-at.
Továbbá azt láttam, nagy sebességnél a magasabban levő rétegeknél kitüremkedések maradnak, és "beakad" a fej néha -> felválik miatta a tárgy. Sebesség csökkentés/brim? (nálam 150mms stabil, ott nem volt még gond) -
Joshi
titán
Na szóval. A figura jobb lába nyomtatás közben feljött. Nem volt látványos a dolog, de megtörtént. A figura jobb lába a házventi fele nézett (AUX) ami ment is végig azt hiszem 75%-on.
A beállítások:
A modell magassága 100mm
bed: textured pei 55 C°
nozzle 205 C°
sebességek:
fal 150 mm/s
kitöltés 200 mm/s
skirt/brim offAkkor most mit érdemes állítani, hogy ne jöjjön fel a PLA?


-

axlfsi
veterán
Ez igaz, nem jó a zárt PLA-nak. Ezért is történ úgy, hogy amikor P1P-t bedobozoltuk DIY tettünk bele egyrészt chamber ventit, illetve olyan megoldással volt a fedele borítva, hogy emelhető volt vagy amolyan szellőző rendszeres, reteszelhető nyomtatott betéttel volt megoldva a beltér szellőzése.
más: wifi eldobálásod megoldódott?
-
fabula
őstag
-
-
fabula
őstag
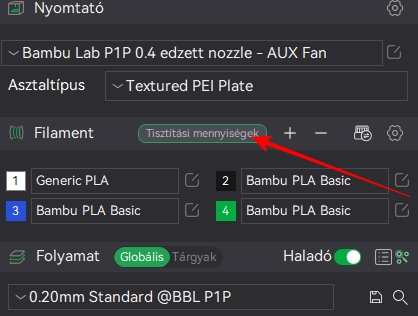
A 35 C bed hőmérséklet a Cool Plate-hoz van beállítva, ha átváltod Textured PEI-re, akkor nem lesz egyik PLA profilban sem 35 C.
Sokan megjárták már ezzel, akik megvették a valamelyik P1-et és elkezdtek nyomtatni anélkül hogy észrevették volna, a Bambu Studio-ban valamiért gyárilag a Cool Plate van beállítva, amihez meg a Bambu előírja a ragasztó használatát. Szóval ennnyi a titok.
Elhihetnéd nekem (meg sok más 3D nyomtatással évek óta foglalkozó fórumtársnak), hogy ha túl magas a bed hőmérséklet a PLA-nál, akkor az lesz, amit fentebb írtam a #4205 hsz-emben, hogy az alsó rétegek nem tudnak teljesen kikeményedni, viszont az ágytól távolabbiak igen és azok ezért jobban zsugorodnak és felhúzzák az első réteget az ágyról. Egyszerű fizika . Az, hogy mi a túl magas, PLA típusa válogatja, mert van ám sokféle, a PLA az egy gyűjtőnév az azonos alapokra gyártott filamentekhez.
Egyébként meg ha nem hiszed el, az sem baj, én csak segíteni szerettem volna 2thletme2day fóruntársnak, aki ezt kérdezte . -
fabula
őstag
Lejárt a szerkesztés.
Szóval nincs "kompatibilis" jobb kamera, nem lehet "rátenni a jelenlegi kamera kábelére" semmi mást. Ennyit ud az alaplap a P1-ekben. Ez van, engedd el .
Végül is nyomtatni akarsz vagy videózni ?
A gyári P1 kamera timelapsra jó, használd arra, ha kell egyáltalán neked a timelaps (én nem szoktam csinálni, mert minek ). -
fabula
őstag
Ez nem hálózati probléma, a P1 sorozat kamerája ilyen, kisebb felbontású és 1-2 frame/sec sebességű gyárilag, ennyit bír a kisebb teljesítményű alaplap.
Ez is az olcsósítás miatt lett ilyen.
Szóval hiába lenne rajta LAN csatlakozó, akkor is ugyan ilyen lassú lenne.
Ezért tettem én rá egy olcsó blink kamerát és ezzel meg is van oldva a kérdés. Mondjuk amikor még én vettem, nem volt gyárilag a P1P-ben kamera, ekkor került rá a blink, majd később mekküldték ajándékba a kamerát és a LED-et. Azóta így van, megy mindkét kamera, ha kell.Ui: nem, a fentiek miatt, mivel az alaplap nem tudja lekezelni.
-
dippe
tag
Ez egészen jónak néz ki. Ennek próbáltam a kisebb változatát amit sokan likeoltak. Azt nem ajánlom.
A fabula ajánlása, ami a bambu oldalon is van, az lett a nyerő nálam. Nem is a csak a szög miatt, hanem a pattintós rész hézaga jobb mozgást eredményezett oldalirányba.
+ kis PTFE-t is kapott még utána, ami tovább javította -
fabula
őstag
Nekem a PTFE bevezetővel és plusz rögzítőkkel, amik a PTFE csövet a kábellánchoz rögzítik nem csak egy helyen, alig ér hozzá a fedlaphoz, helzettől függően épp hogy csak érinti, a működésben nem okoz gondot és sem a PTFE csövön sem a fedlapon nem látszik kopásnyom, tehát nem nyomódhat hozzá nagy erővel.
De ha téged zavar, akkor nyomtass egy risert, amibe még korrekt LED-es világítás is betehető, ami körben, fentről lefelé világítja meg a nyomtatási teret.
Hogy az 1000€-ért mit kaptál, azt láthatod, ez csak egy kis és szerintem elhanyagolható apróság.
Semmi sem tökéletes, amit ember készít , de azért a Bambu nyomtatók messze a legjobbak, amit ezért az árért kapni lehet.
Pl. a jelenleg leggyorsabb RTX 4090-es videókártyáknak időnként elolvad a tápcsatlakozója és azok sem olcsók, kb. kétszer annyiba kerülnek, mint a nyomtatód és még nyomtatni sem tudnak . -
-

poli27
Topikgazda
Igen simán ott nyomtatok, PLA némelyik picit büdös de csak ennyi... a Petgnek nincs szaga számomra, van a nyomtatóba aktívszenes szűrő, meg hepafilter (Bento Box) plusz a saját aktivszenes szűrője is megy... ABS nyomtatáshor közel hajolva lehetett érezni csak az ABS szagát...
-
poli27
Topikgazda
X1 / P1P PTFE Tube Guide to fix loading issues - best of both worlds by Adam L | Download free STL model | Printables.com
Ezt nyomtasd ki, én ezt használom régóta, hibátlan AMS el is, ABS el nyomd ki, a petg mindig eltörött nekem nyakba
-
fabula
őstag
Nem biztos, hogy a 90 fokos hajlítást díjazná az AMS
.
Eddig ezt tartják a legjobb PTFE vezetőnek AMS-hez. Alapvetően nem az a szerepe, hogy a PTFE cső ne érjen a tetőhöz, hanem az, hogy olyan ívben vezesse be a fejbe a csövet, amivel az AMS stabilan és megbízhatóan tud működni, ki és betölteni.
Ha a cső tetőhöz súrlódását akarod kiküszöbölni, akkor egy emelőt (riser) kell nyomtatni a tető alá, ebből van sokféle fent a Printablesen és a Makerworld-ön, nézz szét. -
fabula
őstag
Ja ha csak egy szín van betöltve az AMS-be, akkor természetesen nincs ilyen lehetőség, ugyan is így nincs más színre váltás lehetőség sem. Tegyél be legalább még egy másik színt az AMs-be és akkor majd lesz
.
Ha megnézed a képet, amit a #4117 ksz-ben bemásoltam, akkor láthatod, hogy nekem négy szín van betöltve és ott már van színváltási lehetőség, ezért jelenik meg a beállítás a tisztítási mennyiségekhez. -
#4130
 Mr.Csizmás
titán
Joshi
#4129
Mr.Csizmás
titán
Joshi
#4129
Mr.Csizmás
titán
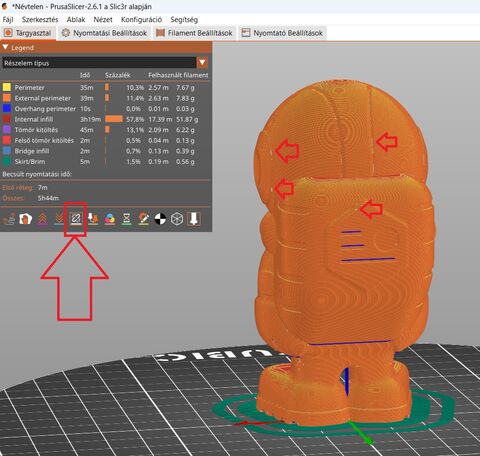
nincs szinkronizálva az ams-ed, ha nem rfid-s tekercsed van, akkor a device fülön állítsd be a színeket és típust*, aztán a fogaskeréktől balra levő ikonnal szinkronizálja be a tervezőbe, és akkor lesz flushing volume-d is.
* ezeket utána a tervezőben át tudod állítani bármire, kalibrált profil, stb., csak a szín és típus miatt érdemes fixálni.
ui: [link] valami szilikagél tartót fabrikálj bele, meg vegyél egy zacskó gyöngyöt.
-
fabula
őstag
-
fabula
őstag
Itt:
Majd itt: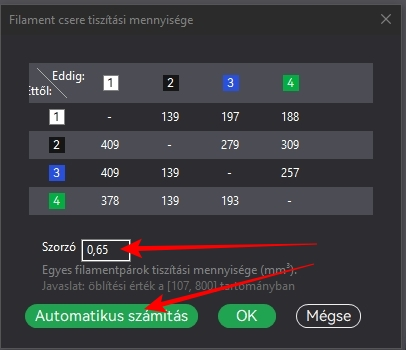
Az értékeket egyenként manuálisan is át lehet írni, de ahhoz színváltás teszteket kell futtani előtte, hogy biztosan ne legyen színátszivárgás a váltásoknál, pl. fehérről feketére váltásnál több tisztítás kell, mint fehérről sárgára váltásnál.
Nézd meg pl. ezt: [link] -
fabula
őstag
Hát ha erre csak most jöttél rá, akkor az elég érdekes
. Ezt már régen és sok helyen leírták, videókban megmutatták.
Multicolor dolgokat úgy érdemes nyomtatni az AMS-el, hogy egyszerre sokat nyomtatsz ugyan abból a tárgyból, mert akkor is csak egyszer cserél színt rétegenként és színenként, ezért a hasznos nyomtatás/hulladék arány drasztikusan javul.
A másik, hogy behangolod a filamentcsere mennyisésgét a nyomtatás előtt, hogy melyik színről melyik színre váltás előtt mennyi legyen a tisztítási mennyiség. Én a gyári biztonságos (kezdőbiztos) 1-es szorzós beállításhoz képest jellemzően 0,65-ös szorzót használok, az is elég szokott lenni, de ezen még lehet csökkenteni pontosabb hangolással. -
#4086
Mr.Csizmás
titán
Joshi
#4083
-
fabula
őstag
Joshi és Imy: a Bambunak kiváló wikije van itt [link], ha kérdésetek van, érdemes ott kezdeni.
Amúgy szerintem semmit nem kell"újratanulni" ha már régebben nyomtatsz más nyomtatókkal, csak alkalmazkodni kell . A lényeg ugyan az .
A Bambu Lab meg a forkja, az Orca szerintem eddig a legjobban kezelhető és leglogikusabban felépített szeletelő, amivel dolgoztam, pedig volt már pár másik (Cura és forkjai, Ideamaker, Craftware, Slic3r és a forkja a Prusa Slicer, SuperSlicer, stb.).
Amúgy a Bambu Lab a Prusa Slicer és a SuperSlicer forkja átszabva a Bambu nyomtatók specialitásaihoz, az Orca meg ennek a feljelsztgetése és ide-oda átvesznek egymástól funkciókat. -
Imy
veterán
Én dél óta folyamatosan nyomtatok vele. A sebessége az tényleg nagyon ott van, és szebben nyomtat, mint az épített nyomtatom, pedig az a CR-10-et lekörözte sebességben, és nyomtatási minőségben.
Ami hangos, az a ventillátor. Az furcsa nekem, hogy a tárgyhűtő nem a hotenden van, hanem oldalt kint.
-

Scallion
senior tag
Távolság a routertöl? A zsirzáshoz csatlakozva, 2014-töl foglalkozom 3d nyomtatással, soha egyetlen nyomtató menetes orsóját sem zsíroztam (beleértve a gyantásakat is) A weldtite tf2 lánc sprayt használtam és egyik sem kopott el .plusz nem szedi össze a port a levegőből.
-
-
#4067
2thletme2day
őstag
Joshi
#4065
2thletme2day
őstag
Durva cucc ugye?
Próbáld ki az előre generált benchyt úgy, hogy menüben 2 második menüpontban a kis rakéta ikon mellett a100% feliratra menj rá és állítsd át ludicrus módra. Csak az aux fant kapcsold be 100%-ra hozzá szerintem. Pedig nem érdemes a sebességen állogatni szerintem. Standard sebesség valamivel szerintem kisebb mint az előre generált gcode-okban használ viszont kb semmit nem nyersz azzal ha visszábbveszed a sebességet. És ez a durva ezekben a nyomtatókban. Ilyen sebesség mellett hozza simán egy fele/harmad akkora sebességgel nyomtató Prusa nyomtatási minőségét. Max a halkabb működés miatt lehet érdemes visszább venni a sebességből.
Orcaban jobb felül a sarokban a nyomtatótálca gombbal tudod küldeni wifin keresztül a fájlt a nyomtatóra.











 , hanem a forrás modellek közötti különbségre tippeltem. Ha ennyit számít a rétegvastagság, akkor lehet hogy kellene ezzel foglalkozni. Óriási minőségjavulást okoz ugyan azon nozzle méretben is.
, hanem a forrás modellek közötti különbségre tippeltem. Ha ennyit számít a rétegvastagság, akkor lehet hogy kellene ezzel foglalkozni. Óriási minőségjavulást okoz ugyan azon nozzle méretben is.







 .
. .
.











 A Prusa Slicernél egyáltalán nem olyan a Varratok megjelenáse, jelentsen bármit a varratok. Ezt mindenképpen jelezni kellene a Bambunak, mert ez nagyon gáz.
A Prusa Slicernél egyáltalán nem olyan a Varratok megjelenáse, jelentsen bármit a varratok. Ezt mindenképpen jelezni kellene a Bambunak, mert ez nagyon gáz. 










Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27
- ASUS ROG Strix GeForce RTX 4070 Ti OC 12GB GDDR6X 192bit Videokártya
- RX570-es, RX580-as és RX5500XT eladó videó-kártyák - Garancia
- Canon EOS 1300D gép szettek, objektívekkel, kiegészítőkkel (1400 - 7900 expos gépek, újszerűek! )
- Macbook Air M2 8/256 100% akku
- Iphone 14 Pro fehér-ezüst 128GB nagyon szép
- Csere-Beszámítás! Gigabyte Aorus Elite RX 9070 XT 16GB Videokártya! Bemutató darab!
- LG 48C4 - 48" OLED evo - 4K 144Hz - 0.1ms - NVIDIA G-Sync - FreeSync - HDMI 2.1 - A9 Gen7 CPU
- Használt Intel procik - Core 2 - Dual Core
- Samsung Galaxy A14 64GB, Kártyafüggetlen, 1 Év Garanciával
- ÁRGARANCIA!Épített KomPhone i5 14600KF 32/64GB RAM RX 9070 16GB GAMER PC termékbeszámítással
Állásajánlatok

Cég: CAMERA-PRO Hungary Kft
Város: Budapest
Cég: Promenade Publishing House Kft.
Város: Budapest