- Kedden érkezik a Galaxy S25 Edge
- Tényleg a Z Flip6 lesz az FE (?)
- iPhone topik
- Samsung Galaxy S23 és S23+ - ami belül van, az számít igazán
- Motorola Edge 50 Ultra - szépen kifaragták
- Samsung Galaxy A55 - új év, régi stratégia
- Samsung Galaxy S22 Ultra - na, kinél van toll?
- Milyen okostelefont vegyek?
- Samsung Galaxy Watch7 - kötelező kör
- Csak 15 ezret kérnek ezért az autós fejegységért - hát olyan is
-

Mobilarena



Új hozzászólás Aktív témák
-

Kuruzsló
csendes tag
Sziasztok, szeretnék készíteni egy prototípus PCB-t. Gondoltam simán rányomtatok a nyáklapra, majd beáztatom maratószerbe. Fritzinggel megterveztem az áramkőrt amit pdf-ként mentettem el, viszont nem tudtam átkonvertálni stl-re. Lenne ötletetek? Köszi
-
Kuruzsló
csendes tag
Nem tudom pontosan milyen típus, ránézésre i3 vagy CTC klón lehet. Ebayról származó pár száz dolcsis kütyü.
Ezen a néven futott: A8 3D Printer DIY i3 Upgradest High Precision Reprap Prusa 3d Drucker
Meguntam a vacakolást a papír aládugdosós szintezéssel, elmentem az autósboltba és vettem hézagbeállító szettet, 0.02-1mm közt minden van benne. Mennyire szokás állítani az asztal-extruder távolságot? Én most 0.4mm-rel próbálkozom, ügy tűnik talán jó lesz... -
Kuruzsló
csendes tag
Köszönöm a választ! Bocs a tudatlanságomért de hol állítod a Z probe offset-et? Az én nyomtatóm menüjében nincs ilyesmi. A Cotroll-Motion menübe vannak ilyenek hogy
Vz-jerk +000,30
Vmax z: 2
VXY-jerk 13
Ezek mik?
Azt értem, hogy az xyz a három tengely de a többi nem világos.
Esetleg lenne egy leírásod a nyomtató menüjéről, nekem elég zűrzavaros...
Vagy a szeletelőbe kell állítani z tengely magasságát? -
Kuruzsló
csendes tag
Sziasztok, egyszerűen nem jövök rá mi okozza a képen látható ráncosodást. A tárgy tapadását megoldottam egy BuildTak lappal. Azóta nincs vetemedés , alig tudom leválasztani a tárgyat a lapról. A szál rángatásom is megszűnt az első rétegnél miután az extrúdálás hófokát felemeltem 200C-ról - 210C-ra. Az asztalom alapban 60C, amikor láttam hogy ráncosodik az elején, akkor visszavettem 50C-ra gondoltam hátha meleg miatt van ami úgy tűnt hogy javított is rajta valamennyit. Viszont a második réteg katasztrófális, a szálat is rángatja vissza ismét. Lövésem sincs ,hogy mii lehet a baj. A szeleteléshez a Cura 3.3-at használtam az alapbeállításokkal, csak a extruder és a szál méretét állítottam be. Lehet, hogy szar minőségű a PLA?


-
Kuruzsló
csendes tag
Nem tudok motor áramot állítani de nem is hiszem hoz az lenne a baj.
Amikor elkezdek nyomtatni elkezd kattogni a szál, visszaveszem 80%-ra a FR-t akkor a kattogás abbamarad és szépen nyomtat. Kb 15 perc után ismét elkezd kattogni, előszór csak néhányat majd egyre sűrűbben, majd leáll az extrudálás. Egyszerűen nem jövök rá mi lehet a baj, ha nem adagol elég anyagot akkor miért csak negyed óra elteltével jelentkezik? Ha dugulás lenne akkor gondolom már az elejétől kezdve sem jönne ki az anyag.
Az asztal elég messze van a fejtől egy névjegykártyát alá tudok dugni mindenhol.
A poén az hogy egy kisebb tárgyat pl. a kalibrációs kockát ki tudom nyomtatni.
Lövésem sincs hogy mi lehet a baj... -
-
-
Kuruzsló
csendes tag
Sziasztok,
nem tudom mi történhetett az első réteg nyomtatásánál egyfolytában ráncigálja vissza a szálat a nyomtató.
Nem akar letapadni az üvegre, csak szaggatott szálat húz egyfolytában. A nyomtató vagy a szeletelő okozhatja ezt? A Rectractiont már letiltottam a Slic3r-ben de semmi változás... -
Kuruzsló
csendes tag
válasz
 molvany
#6713
üzenetére
molvany
#6713
üzenetére
Nem feltétlenül ragaszkodnék a tárgyhűtéshez, de úgy vettem észre, hogy sokkal szebben befedi az üreges részeket. Nem lesz a teteje behorpadva, szép egyenletes marad a felület. Ez gondolom agyag függő is. Az eredeti, nyomtatóhoz adott PLA elfogyott, most egy ilyent rendeltem: [link]. Szerintetek ez jó minőség?
-
-
Kuruzsló
csendes tag
válasz
 janek69
#6707
üzenetére
janek69
#6707
üzenetére
Én is a tárgyhűtéssel kínlódok. Eddig hűtés nélkül nyomtattam de mivel javasoltátok, hogy a PLA-hoz mindenképp kellene tárgyhűtés nyomtattam egyet. Eddig nem volt bajom a letapadással, most viszont nem akar az asztalon maradni a PLA. Olvastam, hogy az első pár rétegnél ki kell kapcsolni a ventit. Meg is találtam a "Disable fan for first n layers" beállítást a Slic3r programban de nem reagál a leállításra a ventilátor. Ugyanúgy forog tovább, a nyomtató menüjéből se tudom kikapcsolni ha beállítom a Fan- 0-ra arra sem reagál. Ez mitől lehet?
-
Kuruzsló
csendes tag
válasz
janek69
#6543
üzenetére
Kösz az infót! Eddig ez sikerült a legjobban!
Rétegvastagság 0.2mm-re állítva, extruder 190C, asztal 60C, kitöltöttség 30%-on.
A kocka élei egy kicsit be vannak horpadva. Nyomtatás közben még mindig megmozdítja az alatta lévő réteget ez főként az üreges rész fölött látszik.
Csökkentsem a hőfokot vagy csináljak egy tárgyhűtőt?

-
#6541
Kuruzsló
csendes tag
Devil Smile
#6539
Kuruzsló
csendes tag
válasz
 Devil Smile
#6539
üzenetére
Devil Smile
#6539
üzenetére
A filament 1.75mm, réteg vastagság 0.4 (első réteg 0.5), az extruder átmérő 0.5mm volt gyárilag nekem meg 0.4mm van, ezt most átírtam. A kitöltöttséget 20%-ról 40%-ra állítottam amit lehet, hogy nem kellett volna, mert kb.a kocka felénél elkezdett beleérni a fej az anyagba és az utolsó 3-4 réteget szépen elkezdte mozgatni. Így a felső része nagyon gány lett. Ennek ellenére a tetejét az előzőhöz képest jobban megcsinálta.




Before - After "Z"

A fej nem hinném, hogy el lenne dugulva. Amikor eléri a fej a 200C fokot és rányomok a filamentre, akkor szép egyenes kukac jón ki az extruderből, nem húz el egyik irányba sem.
-
Kuruzsló
csendes tag
Köszi a tippet, teljesen szorosra állítottam az asztal távolságot így próbáltam nyomtatni egy teszt kockát ami katasztrofálisra sikerült. Olyan mintha magába roskadna a kocka. A szálakat most nem tudom szétválasztani elég masszívnak tűnik. De a többi... mit rontok el? A hőfokot visszavettem 195C fokra az asztal 65C. A Slic3r szeletelőt használom a gyári beállításokkal, azon kéne állítanom valamit?




Help Plíííííz...
-
Kuruzsló
csendes tag
Sziasztok!
meg tudnátok mondani mi okozza azt a hibát, hogyha megdörzsölöm a kész nyomtatványomat akkor szétválnak a szálak egymástól. A másik hiba amire nem tudom a megoldást mi okozza azt, amikor egy elkészült tárgy rácsszerkezetét a végén befedi egymás mellé húzott szálakkal, tiszta "gümecses" lesz az egész teteje.
A fejet hőfoka 200C (első rétegnél 205C) az asztalon 70C-re fűtöm fel az üveglapot.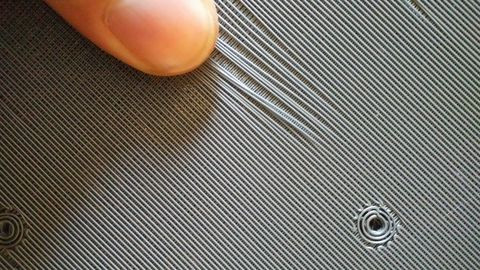

Köszi -
Kuruzsló
csendes tag
Kösz a választ!
Sikerült nyomtatnom néhány alkatrészt ami nem igazán lett elfogadható

A fej 200C az asztal 70C-fokos.
Olyan mintha a rétegek nem tapadnának egymáshoz. Nem tudom, hogy a szálasodás minyire természetes jelenség. Mit tegyek növeljem a hőfokokat? Kell valamit finomhangolnom a menüben?A memóriakártyáról csak a gcode kiterjesztésű fájlokat hajlandó beolvasni a stl-t nem is látja.
Belenéztem a gcode fejlécébe is ami tartalmaz beállításokat, ezekkel kell valamit mahinálni?
Esetleg ezen beállítások jelentéséről kérhetnék egy kis infót?Felraktam néhány képet.
Ez egy tekercstartó és egy dob leszorító anyacsavar akart lenni...


Köszi
-
Kuruzsló
csendes tag
Sziasztok!
Megszereztem első 3D nyomtatómat (Prusa i3 clone ctc), az első beüzemeléshez szeretnék segítséget kérni.
Tisztában vagyok vele, hogy nem egy csúcsminőség de a céljaimnak remélem meg fog felelni.
A hozzá adott leírás nagyon hiányos de azért sikerült összeraknom. Ez a videó is sokat segített:
https://www.youtube.com/watch?v=vBHIVRri-HIA problémám a következő:
- Amikor belépek az "Auto home" menübe, ilyenkor ha jól értelmezem be kellene állnia a fejnek a nullás pozícióba. Nálam viszont a tálca teljesen hátra megy elöl pedig a fej lelóg kb. 1 cm-t. Hogyan tudom bekalibrálni nyomtatót, hogy a fej a kezdőponton legyen?- Hogyan kell beállítani a hosszú csavart, ami a függőleges mozgás végállás kapcsolóját nyomja le?
A fej alá pont befér egy papírlap, ilyenkor kell a kapcsolónak teljesen lenyomva lennie?Tovább nem mertem még próbálkozni...
Köszönöm előre is a segítségeteket!





























Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Vezeték nélküli fülhallgatók
- Milyen videókártyát?
- NVIDIA GeForce RTX 5080 / 5090 (GB203 / 202)
- Politika
- Kedden érkezik a Galaxy S25 Edge
- Intel Dual Core 2000 felhasználók barátságos offolós topikja
- Tesla topik
- Samsung LCD és LED TV-k
- Tőzsde és gazdaság
- Házi barkács, gányolás, tákolás, megdöbbentő gépek!
- További aktív témák...

- Intel Core i7 13700KF / Nvidia GeForce RTX 4080 / 32GB DDR5 RAM / 2TB SSD konfig eladó
- Sigma 150-600mm f/5-6.3 DG OS HSM Sports ( Canon )
- Csere-Beszámítás! Számítógép PC Játékra! I5 14400F / RTX 4060ti 16GB / 32GB DDR5 / 1TB SSD
- iPhone 14 pro max 256gb Space Black 2026.03. ig Garancia
- iPhone 14 Pro 128GB Független Megkímélt/1-3 hónap gar./Akku 100%/p10e
- 118 - Lenovo Legion Pro 5 (16ARX8) - AMD Ryzen 9 7945HX, RTX 4070 - UK billentyűzet
- Lenovo ThinkPad X13 G2 multitouch
- AZONNALI SZÁLLÍTÁS Windows 10 pro Retail aktiváló kulcs!
- Tuningold PC-det most! Szupergyors G.SKILL RAM AKCIÓ Kèszleten!
- Xiaomi Redmi Note 10 Pro 128GB Kártyafüggetlen, 1Év Garanciával
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest