- Android alkalmazások - szoftver kibeszélő topik
- CMF Buds Pro 2 - feltekerheted a hangerőt
- iPhone topik
- Samsung Galaxy Watch7 - kötelező kör
- Megjelent a Poco F7, eurós ára is van már
- Telekom mobilszolgáltatások
- One mobilszolgáltatások
- Vivo X200 Pro - a kétszázát!
- Mobil flották
- Okosóra és okoskiegészítő topik
-

Mobilarena



Új hozzászólás Aktív témák
-

Joshi
titán
válasz
 szazbolha
#44596
üzenetére
szazbolha
#44596
üzenetére
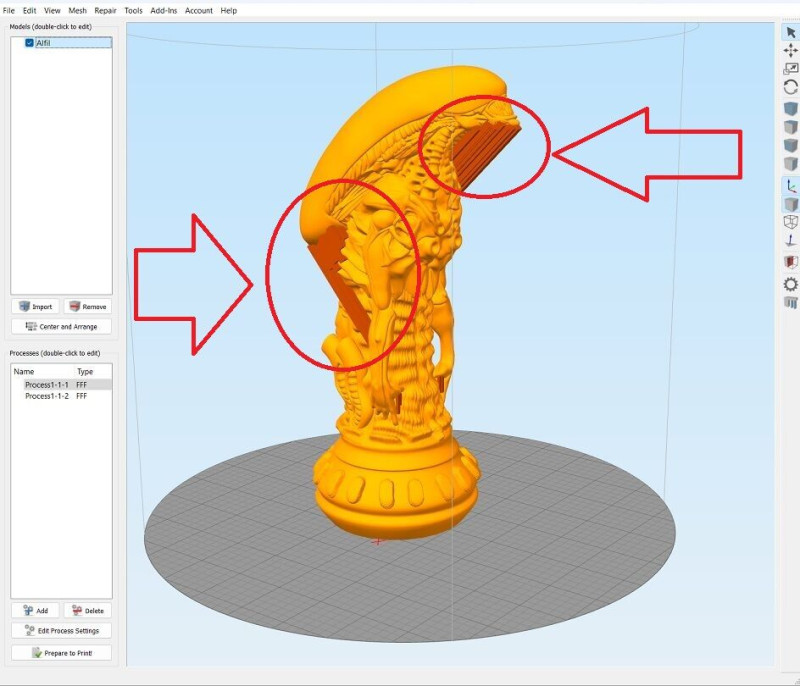
Az asztal rángatást a nyomtatási sebesség határozza meg, ugyanis az az egyik tengelyed is egyben (X vagy Y). Azzal nagyon nem tudsz mit csinálni, max csökkented a nyomtatási sebességet. Ahogy írtuk, szélesebb, robusztusabb supportot kell alkalmazni skirt-el és brim-el. Esetleg ragasztót tenni a bed-re.
A Simplify3D tud ilyen supportot is, de ez a szeletelő fizetős.
-

Petakii
csendes tag
válasz
szazbolha
#44555
üzenetére
Friss Ender 3 V3 KE-m van, engem is érdekelt, több helyen arra jutottak, hogy tényleg csak akkor van értelme, ha sokat mozgatod a gépet.
Összerakáskor 3 napja kalibráltam egyszer én is, akkor beállította a Z-offsetet és a bed levelt, azóta kétszer futtattam le még manuálisan random, minimális eltérés volt. Egyébként a Fluidd/Mainsail ábráján nagyon drasztikusnak néz ki, egy picit dől az asztalom a jobb hátsó sarok irányába, de lazán kikorrigálta eddig (0.6 és -0.58 a két legnagyobb eltérés)
A nyomtatásban semmi különbséget nem vettem észre, tökéletesen nyomtat az 5-10. nyomtatással ezelőtti szintezéssel.
A KE-n Klipper fut, elég sok mindenben máshogy működik, de az SE-nek is meg kéne jegyeznie a szintezést kikapcsolás után. -

baleeee
friss újonc
válasz
szazbolha
#44568
üzenetére
Igazából mindent
 . Van egy Babettám, ahhoz alkatrészeket, illetve díszelemeket, mert a gyári mocsok sok pénzbe kerül. Egyetemen terméktervezést tanulok, jó lenne prototípusok készítésére. Plusz állandóan bütykölök valamit, aztán ilyen egyedi műanyagalkatrészek készítésére is nagyon jó társ lenne. Nagyjából ezek
. Van egy Babettám, ahhoz alkatrészeket, illetve díszelemeket, mert a gyári mocsok sok pénzbe kerül. Egyetemen terméktervezést tanulok, jó lenne prototípusok készítésére. Plusz állandóan bütykölök valamit, aztán ilyen egyedi műanyagalkatrészek készítésére is nagyon jó társ lenne. Nagyjából ezek 
-

fabula
őstag
válasz
szazbolha
#44555
üzenetére
A firmware beállításain múlik, elvileg megjegyzi, de amennyiben a rúgós lemezt leveszed az asztalról és hajlítgatod, majd visszateszed, lehetnek eltérések.
Nálam a Bambu úgy van beállítva, hogy mindig ellenőrizze a szintezést, így először csinál egy öt pontos ellenőrzést és ha abban eltérést talál a legutóbbi szintezéshez képest, akkor lefut a 6x6 pontos teljes szintezés, ha meg nem akkor elkezd nyomtatni az öt pontos ellenőrzés után. -
fabula
őstag
válasz
szazbolha
#44550
üzenetére
Minek magyarországi forgalmazó? Amúgy van, csak sokkal drágább, ha itthon veszed. Németországban van a Bambu EU raktára, mindent is meg lehet tőlük onnan rendelni, nincs vám sem és olcsóbb. A garanciális dolgokat sem bonyolult náluk intézni, ha gond van a géppel és elküldöd nekik a fotót/videót/logot akkor simán küldenek új alkatrészt, segítenek a problémád megoldásában ha tényleg géphiba lenne és nem user error
.
Én még nem vettem igénybe, de a fórumokon jó tapasztalat van erről, legfeljebb időnként lassúak (pl. karácsony után, mikor sok laikus vett Bambu gépet) és rengeteg kérdést kapott az üfsz., aminek nagy része user error volt .
. -

ptesza
senior tag
válasz
szazbolha
#44550
üzenetére
Hja. Jól gondoltam. Sima M42 és M39 menet nem lenne gond. De ezeknek olyan kicsi a menetemelkedése, hogy igazából nekem szemüveg kell, hogy meglássam.
Ha igazán jól szeretnéd ellenőrizni a menetet akkor menetközép átmérőt kell mérni. Belső menethez vannak mikrométerek, de csak egy menethez jó minden eszköz, meg drága is.
Belső menetnél hobby szinten az "inner diameter"-t tudod mérni, de ez sajnos nem jellemzi a menetet elég pontosan. Hacsak nem biztosítható a szabályos menetprofil, mert akkor lehet egy közelítő számítást végezni, hogy megkapjad a menetközép átmérőt.Van egy jó nehéz régi fix 4-es zoom a fiók alján.
-
fabula
őstag
válasz
szazbolha
#44547
üzenetére
Bambu A1 Combo AMS Lite-al [link] EU raktárból.
Ugyan itt A1 mini Combo szintén AMS Lite-al [link] , ha kisebb térfogat is elég.
Az AMS Lite az A1-ekhez használható 4 színű anyag és színváltó [link] .
A P1-ekhez meg az X1C-hez meg az AMS van [link] , ami zárt és sorba köthető 4 darab, így akár 16 féle színnel és/vagy anyaggal tudsz nyomtatni.
Ha Combo-ban veszed, akklor mindig olcsóbb, mint ha külön vennéd a nyomtatót ,eg az AMS-t.
Az AMS-ek még arra is jók, hogy ha kell, azonos szálakkal tudják automatikusan folytatni a nyomtatást, ha az egyik tekercs kifogy. -

haxiboy
veterán
válasz
szazbolha
#44529
üzenetére
Létezik kifejezetten olyan kalibrációs tárgy, most másik gépről vagyok így nincs meg a link, de én csak kutyacsontnak hívom, van hozzá kalkulátor excel is.
Viszonylag jól be lehet vele lőni a shrinkage factor-t, és a hole horizontal expansion-t.
Linear advance-hez pedig az elli's pressure advance tool az egyik legegyszerűbb.
A minőségbe ha gyorsan nyomtatsz a ringing is bele tud szólni úgy hogy kézzel érezhető legyen a tárgy felületén, marlinnál passz, klippernél pillanatok alatt beállítható ez is.Körkörös mozgásnál akaratlanul is "elkenődik" egy kis filament, illetve rétegvastagságtól függően a már lerakott rétegek is újra meleget kapnak és elmozdulhatnak. A legtöbb slicer tud játszani a falak vastagságával a flow állításával, illetve ha a külső falakat rakod először, akkor dimenzionálisan pontosabb tárgyat kapsz.
M39 és M42 már elég nagy ahhoz hogy kényelmesen lehessen nyomtatni.
1.5% simán lehet a zsugorodása a tárgynak.
PLA esetében 0.5% körüli értékek szoktak nekem kijönni ABS-nél 1-1.5% -
haxiboy
veterán
válasz
szazbolha
#44523
üzenetére
Ehhez minden guriga filamenthet érdemes nyomtatni egy kalibrációs nyomtatást amivel az adott filament tulajdonságait ki tudod számítani.
Így dimenzionálisan közel tökéleteset lehet nyomtatni, esetemben egy ender 3 v2 neo +/-0.005 körüli pontossággal nyomtat.
De ehhez szükség van a flow valós idejű figyelésére, a linear advance beállítására, input shaperre, és tökéletes első rétegre. Illetve 3 féle kalibrációs nyomtatásra is.
Még így is gyakran a csiszolópapírhoz kell nyúlnom, általában csak a seam miatt ha nagyon szorul, illetve oda kell figyelni hogy magának a modellnek milyen toleranciái vannak.Magsafe-s töltőknek "dokkoló szerűséget" szoktam nyomtatni általában amik menetesek, meglepően pontosra szoktak sikerülni.
Edit: De ahol van lehetőség, és fém csavarokkal kell rögzíteni egymáshoz a tárgyakat, ott én a heated insertek használatát javaslom, kvázi minden mérettel lehet találkozni, annál pontosabb nincs. -

Reggie0
félisten
válasz
szazbolha
#44523
üzenetére
Sajnos ez meg resines nyomtatoval sem ilyen egyszeru, a legjobb, ha a nagyitgatassal elsz. Ha esetleg megtehetet, hogy a menetes cuccot felhevited es ugy rahuzod, akkor nem kell menetvagozni, mert meglagyulva a muanyagot konnyebben elkeni.
FDM nyomtatasnal raadasul a seam sem segit a pontos nyomtatason, akorul mindig szokott lenni valamennyi kituremkedes. Ha fontos a pontossagg, akkor erdemes inkabb menetvagoval atmenni rajta.
Probalkozhatsz a wall thichness hangolasan, mert a fuvokanal megadott meretnel nagyobb ertek eseten mar az is ad neki egy pontatlansagot, hogy az egyel beljebb levo fal mennyire sikerult pontosan es a hibak osszeadodnak. Esetleg megprobalhatod bekapcsolni, hogy elsonek a kulso falat nyomtassa, akkor nagyobb lesz a pontosag, de rosszabb az overhangek kornyeken. Kiserletezni kell. A csavarral dolgozd meg a probadarabokat es figyeld meg, hogy melyikknel milyen reszen daralja az anyagot, ugy valamennyire tudsz kovetkeztetni a hiba forrasara.Curaban elvileg van valami beallitas arra is, hogy a tesszellacional hova illessze a modelt, az egyikel a furatok pontossaga javul, a kulso mereteke pedig romlik. Sajnos nekem mar nincs fent, neten meg nincs egy nyamvadt nyers lista a settingekrol.
-
válasz
szazbolha
#44513
üzenetére
Menetes alkatrész nyomtatáshoz nekem ezek a videók segítettek:
M48x0,75 távcsőkupak PLA-ból nyomtatva meglepően jó. Kézzel keményre húzható, nem szakad meg a menet
https://www.youtube.com/watch?v=wanx86HVGwI
https://www.youtube.com/watch?v=sv9tXXXTjKQ -

snowman
tag
válasz
szazbolha
#44513
üzenetére
A weboldalon a táblázatban felül "calculation type - custom use", utána lejjebb a "custom use" résznél meg tudod adni az átmérőt és a menetemelkedést.
Az excelbe másolva a táblázatot azzal lehet baj, ha magyar területi beállításaid vannak és így az excel tizedesvesszőt vár, nem pedig -pontot. -
snowman
tag
válasz
szazbolha
#44509
üzenetére
Lehet a Fusion360-ban egyedi meneteket csinálni:
https://www.autodesk.com/support/technical/article/caas/sfdcarticles/sfdcarticles/Custom-Threads-in-Fusion-360.htmlA menetszámításhoz én ezt az oldalt használom:
https://amesweb.info/Screws/metric-thread-dimensions-calculator.aspxCsináltam egy excelt, ami legenerálja az előbbi oldal által kiszámolt táblázatból a beillesztendő xml-részletet:
https://www.dropbox.com/scl/fi/rhbe8d3d8tptdxikk0l0j/Fusion-360-menetsz-m-t-s.xlsx?rlkey=6i3ey6thi6ua6843ud51cu33x&dl=0 -






 . Van egy Babettám, ahhoz alkatrészeket, illetve díszelemeket, mert a gyári mocsok sok pénzbe kerül. Egyetemen terméktervezést tanulok, jó lenne prototípusok készítésére. Plusz állandóan bütykölök valamit, aztán ilyen egyedi műanyagalkatrészek készítésére is nagyon jó társ lenne. Nagyjából ezek
. Van egy Babettám, ahhoz alkatrészeket, illetve díszelemeket, mert a gyári mocsok sok pénzbe kerül. Egyetemen terméktervezést tanulok, jó lenne prototípusok készítésére. Plusz állandóan bütykölök valamit, aztán ilyen egyedi műanyagalkatrészek készítésére is nagyon jó társ lenne. Nagyjából ezek 

 .
.










Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Intel Core i5 / i7 / i9 "Alder Lake-Raptor Lake/Refresh" (LGA1700)
- AMD Ryzen 9 / 7 / 5 9***(X) "Zen 5" (AM5)
- Revolut
- Telekom otthoni szolgáltatások (TV, internet, telefon)
- Vezetékes FEJhallgatók
- 3D nyomtatás
- Steam, GOG, Epic Store, Humble Store, Xbox PC Game Pass, Origin Access, uPlay+, Apple Arcade felhasználók barátságos izgulós topikja
- Hálózati / IP kamera
- A Micron újszerű módszerrel javítja QLC-s SSD-jének sebességét
- Otthoni időjárás-állomás
- További aktív témák...

- Tablet felvásárlás!! Samsung Galaxy Tab A8, Samsung Galaxy Tab A9, Samsung Galaxy Tab S6 Lite
- Szinte új, minőségi, állítható ritkítóolló
- Csere-Beszámítás! MSI Gaming X RTX 4060Ti 16GB GDRR6 Videokártya!
- MacBook felvásárlás!! Macbook, Macbook Air, Macbook Pro
- Laptop felvásárlás , egy darab, több darab, új , használt ! Korrekt áron !
Állásajánlatok

Cég: CAMERA-PRO Hungary Kft
Város: Budapest
Cég: PC Trade Systems Kft.
Város: Szeged