Hirdetés
- Apple Watch Sport - ez is csak egy okosóra
- Samsung Galaxy Watch6 Classic - tekerd!
- LG Velvet (4G) - megelőzte a híre
- Honor Magic5 Pro - kamerák bűvöletében
- Vodafone mobilszolgáltatások
- Mi nincs, grafén akku van: itt a Xiaomi 11T és 11T Pro
- iPhone topik
- Decemberben jön az Android 15 alapú One UI 7
- Asus Zenfone 10 - kicsit más az új kicsi
- A Z70 Ultra a mobilos Elite új tagja
-

Mobilarena
Bambu Lab X1 és P1P egy nagy innovációt tett le az asztalra 2022 ben ezzel megzavarva a 3D nyomtatók körüli állóvízet szerencsére!

Új hozzászólás Aktív témák
-
#6401
 Bubukain
senior tag
Mr.Csizmás
#6400
Bubukain
senior tag
Mr.Csizmás
#6400
Bubukain
senior tag
válasz
 Mr.Csizmás
#6400
üzenetére
Mr.Csizmás
#6400
üzenetére
ams lite-om van, ahhoz nem jár

-

JaniS
senior tag
válasz
 Scallion
#6392
üzenetére
Scallion
#6392
üzenetére
Ha van Synology NAS, amin fut a docker vagy akár egy Raspberry Pi, akkor ezt ki lehet próbálni: [link] Ha nem ismered a dockert, akkor a Synology NAS-on a telepítéshez itt a legjobb leírás, úgy általában a legjobb forrás ennek a román srácnak a munkája: [link] A Spoolman egyszerű program, kérdés megfelel-e az igényeidnek. Nálam egy Pi-re telepítve van, de odáig még nem jutottam, hogy el is kezdjem feltölteni rá az adatokat. (Ha dockerben használod, akkor feltétlenül legyen mountolva a hostban a leírásban szereplő mappa, különben egy upgrade után elvesznének az adatok.)
-

ptesza
senior tag
válasz
 Bubukain
#6413
üzenetére
Bubukain
#6413
üzenetére
Ilyenkor be lehet állítani a Z távolságot is nullára, hiszen nem tapadnak egymáshoz.
Az öblítési mennyiségeket emeljed meg. (600 körülre)Mert ha a PLA közé PETG keveredik akkor el fog törni annál a rétegnél. Nem elég ha a szín már kicserélődött és kitisztult. Nem maradhat nyomokban sem.
Ha pedig a PETG közé PLA kerül akkor pedig tapadni fog a support és nem lehet leszedni. Lehet , hogy poli27-nek is ez volt a problémája nemrég.
Ha csak kicsi az alkatrész akkor tudsz kísérletezni de ha nagy akkor jól gondold át mielőtt indítod.oké: látom közben más is írta a Z távolságot
[ Szerkesztve ]
-
Bubukain
senior tag
csak a szememet nem szúrta ki
köszönöm.más, két problémába futottam bele.
kifogyott a filament a nyomtatás felénél kb, megállt a nyomtatás rendben majd kiírta, hogy rakjak be új filamentet a folytatáshoz. Én azt gondoltam hogy egyszerűen kiválasztom hogy melyik AMS-en lévő tekercsről folytassa, de csak akkor engedte tovább ha a kifogyott filament helyére befűztem egy újat. Tényleg nem lehet bármelyik AMS-ben lévő befűzött filament-el folytatni a nyomtatást?a másik, hogy hiába tettem a régi helyére az új filamentet, látszólag folytatódott a nyomtatás de sajnos nem jött anyag a fúvókából. kiraktam oldalra a fejet, akkor kinyomott magából egy kis filamentet, tehát befűződött rendesen és nem volt elakadva, de amint rányomtam a folytatásra, akkor megint nem jött semmi csak üresen ment a fej a nyomvonalon. Ennek mi lehetett az oka? Valaki futott bele ilyenbe?
-
-
Sziasztok! Valami "Bug" -ba sikerült belefutnom, az orca slicer petg+pla is gond. Viszonylag hibátlan petg profilom van, overhang, bridging is, rendben van.
A 45 fokos falat nyomtatok, befelé dőlő,t az valami ramaty lesz. Próbáltam több felső réteget hozzáadni, lassabb sebesség, nagyobb hőfok, -5% Flow, de nem akar jó lenni. Ha ez eleje jó, az oldala rossz 
 Tippek ?
Tippek ?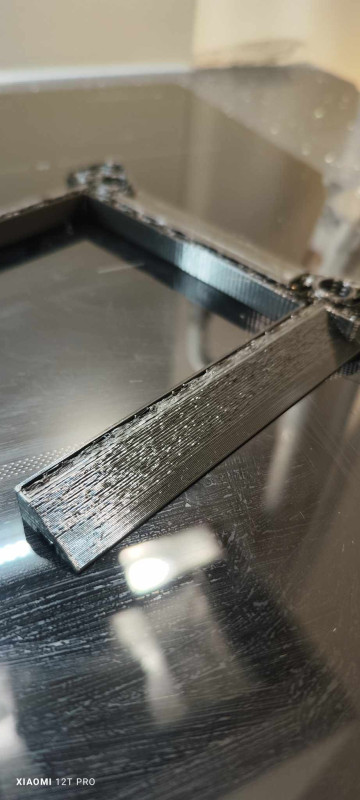
Lehet Gyroid kitöltés a gond ?[ Szerkesztve ]
-

Imy
veterán
Most ebben a like és letöltésben kérném a segítségeteket: Lámpaernyő

-

fabula
őstag
válasz
Bubukain
#6418
üzenetére
Beállítottad az AMS beállításainál, hogy folytassa a következő orsóról a nyomtatást? Alapértelmezetten ez nincs beállítva.
A másik, hogy ha beállítod is, csak akkor folytatja a következő orsóról, ha az ugyan olyan anyagtípusra (pl. PLA) és színűre van beállítva (az nem baj, ha a valóságban eltérő színűek, ha manuálisan átállítod a színt ugyan olyanra és nem Bambu a filament NFC csippel , de anyagra meg kell egyezniük).
, de anyagra meg kell egyezniük).A második problémádra tippem sincs, én ilyet nem tapasztalta és még csak nem is olvastam sehol róla, hogy ugyan abba a slotba helyezve a filamentet befűzi és nem folytatja vele a félbemaradt nyomtatást.
Esetleg olyan lehet, hogy nem fűtött fel megfelelő hőmérsékletre a hotend és azért nem adagol, de ez is csak egy halvány elképzelés, azt pedig, hogy ilyet miért csinálna, nem is sejtem. -
fabula
őstag
Először is hiába adsz több felső réteget hozzá, az a falszámot az oldalán nem változtatja meg, márpedig hiába 45 fokos az oldal dőlése, az akkor is fal és felső réteg lesz, tehát esetleg a falszámot lehet növelni.
Amint poli27 is írta, a falsorrenddel is lehet variálni.
Lehet a a vonalvastagsággal is variálni, én pl. csökkenteném, bár nem tudom, te milyennel nyomtattad, mert azt nem írtad, ahogy más adatot sem .
Végül ehhez a PETG-hez behangoltad a profilt? Nem lehet, hogy már vizes az anyag és szárítottad nyomtatás előtt? A Bambu Studio-val próbáltad nyomtatni, ha már szerinted az Orca-val lett ilyen? -
Szia!
- Fal sorendel lehetne játszani, csak az meg minden mást esetben lesz rossz.
- Bamubu studióval nem próbáltam
- anyag amsben van ott pára tartalom 15%
- profil be van hangolva minden más esetben hibátlan.
A falak számával felesleges játszani, ahogy nézem, mert rakja ezt "segéd kitöltést". Látszik, hogy az túl van extrudálva, sok lenne a flow.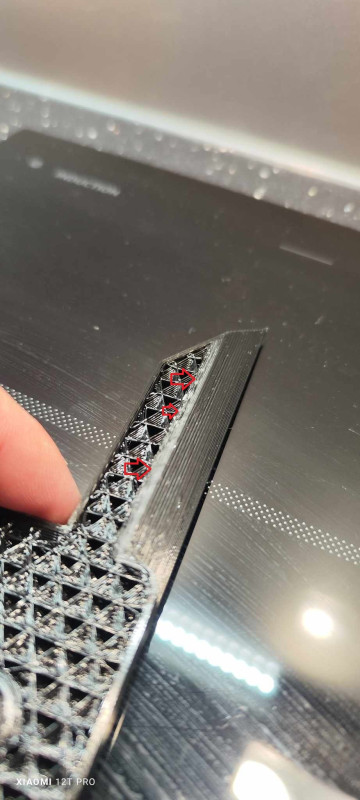
3d cubic kitöltéssel mintha jobb lenne[ Szerkesztve ]
-
fabula
őstag
Milyen sormagassággal nyomtattad? Én megpróbálnám 0,12-vel a 0,4-es fúvókával.
Ha pedig túlextrudál, akkor még sem tökéletes az a profil . Az, hogy más esetben nem látszik, még nem jelenti azt, hogy a flow értéke jó, hiszen pont az ilyen kritikusabb részek hozzák ki a kisebb hibákat, egy függőleges fal pl. nem annyira. -
Bubukain
senior tag
próbáltam nyomtatni egy kis alkatrészt PETG-vel de sajnos nem lett jó.
General PETG profillal nyomtattam, először alapon, aztán a sebességet átállítottam csendesre ami elvileg fele olyan gyorsan nyomtat de így sem lett jó teljesen.
van valami ötlet esetleg?

-

Joshi
titán
válasz
Bubukain
#6440
üzenetére
Az első 1-5 rétegnél nagyon nagy a dőlésszöge a modellnek. Lassítsd le a nyomtatási sebességet akár 50-60mm/s-re (első 8 rétegig) és adj neki ~80%-os tárgyhűtést. Csak a tárgyhűtés menjen semmi más. Aztán amikor már bebukik a modell oldala függőbe, már nyomtathatod gyorsabban is. Support nélkül az ilyen szöget még a PLA se szereti, nem hogy a PETG, ABS és ASA.
[ Szerkesztve ]
-
ptesza
senior tag
válasz
Bubukain
#6444
üzenetére
Ha megosztod a modelt, kinyomtatom ugyanezekkel a beálításokkal és akkor ki lehet szűrni , hogy mi a gond. A filament maga vagy a beállítások.
Még nem szárítottam filamentet 1x sem az utóbbi 8-9 hónapban. Főleg nem előre feltételezve, hogy valami nem jó. Pár guriga már lement abban a 390 órában. Az AMS-ben most 35% -ot mutat a kis műszer és csak a Bambu fajta silica zacskók vannak az AMS-ben. Mostmár cserélni fogom őket.
-
Joshi
titán
válasz
Bubukain
#6444
üzenetére
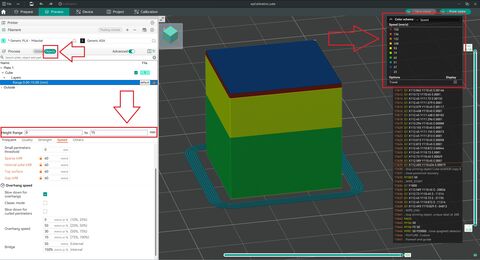
BS és OS elég bénán enged más sebességet beállítani. Ahogy nézem, csak egy bizonyos rétegvastagságban tud más paraméterekkel nyomtatni. A képen talán látható, hogy hogy is működik. Ha van egyszerűbb módja, majd valaki leírja.
ui.: lehet egyszerűbb lenne szeletelni lassú sebességgel, majd az adott magasságtól beszúrni a gcode-ba egy sort a gyorsabb paramétert.
[ Szerkesztve ]
-
ptesza
senior tag
válasz
Bubukain
#6446
üzenetére
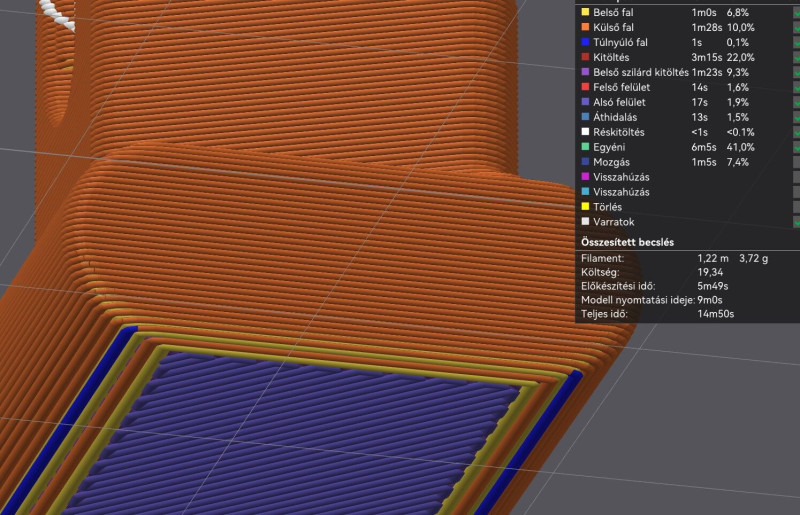
Nálam is olyan lett, ugyanabból az anyagból.
Csak aztokat a filament beálításokat használtam amiket mutattam.A belső kitöltést méhsejt és 25%.
A felső kitöltést koncentrikusra. (Nekem teszik)Szerintem az okozza a problémát hogy a levegőbe nyomtat az alsó rádiuszon. Két féleképpen lehet segíteni rajta. Vagy supportot kell készíteni, vagy azt a rádiuszt letörésre cserélni ha lehetséges. 40°-ig jól szokott működni.
Egyéb részeken nálam jól néz ki. Tolómérővel mérve 31 mm a hossz szinte pontosan.
[ Szerkesztve ]
-
Imy
veterán
Ez a Bambu Filament Swatch egész jó. Nagyon szépen látni, hogy melyik szín milyen. Ezek alapján amíg van filament tagságom, és lesz elérhető filament biztosan rendelek.

















 . Felraktam pi-re. De még csak nézegetem.
. Felraktam pi-re. De még csak nézegetem.





 Tippek ?
Tippek ?

 Pedig, nem ma kezdtem.
Pedig, nem ma kezdtem. 
















Új hozzászólás Aktív témák
Hirdetés
- Apple Watch Sport - ez is csak egy okosóra
- Apple asztali gépek
- Samsung Galaxy Watch6 Classic - tekerd!
- LG Velvet (4G) - megelőzte a híre
- PlayStation 5
- PLEX: multimédia az egész lakásban
- AMD Navi Radeon™ RX 7xxx sorozat
- Hardcore café
- Honor Magic5 Pro - kamerák bűvöletében
- TCL LCD és LED TV-k
- További aktív témák...

Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest