- Huawei Mate 10 Pro - mestersége az intelligencia
- Honor Magic5 Pro - kamerák bűvöletében
- Samsung Galaxy S21 FE 5G - utóirat
- DIGI Mobil
- Magisk
- Android alkalmazások - szoftver kibeszélő topik
- Samsung Univerzum: Az S23-at is megbabonázta a Galaxy AI
- Samsung Galaxy Z Fold5 - toldozás-foldozás
- Honor Magic V2 - origami
- Realme 8 - az igazi nyolcas
Hirdetés
-


Karácsonyfaként világíthat a Thermaltake új CPU-hűtője
ph Az ASTRIA 600 ARGB ráadásul a hűtési teljesítmény szempontjából sem szégyenkezhet.
-


AMD Radeon undervolt/overclock
lo Minden egy hideg, téli estén kezdődött, mikor rájöttem, hogy már kicsit kevés az RTX2060...
-


Mindenki AI-t akar, már 2025-re is eladták a HBM chipeket
it Az SK Hynix jelezte: akkora a terjeszkedés az AI-szolgáltatások piacán, hogy 2024-re az összes, 2025-re közel az összes HBM chipet eladták.






Új hozzászólás Aktív témák
-

Szirty
őstag
-

kyle_
tag
Sziasztok!
Mi vettünk egy müanyag fröccsöntő gépet, amelyben egy siemens simatic s5 szerkezet van.
inditás után a gép egy hibakódot ir ki.
esetleg valakinek volna ötlete?
a hibakód: ***I0002***
A segítségeteket nagyon megköszönném
Ha már írok neked, ne legyél már bunkó és tisztelj meg egy válasszal hogy te paraszt, már nem aktuális!!!
-
Szirty
őstag
Hali kyle_!
"Mi vettünk egy müanyag fröccsöntő gépet, amelyben egy siemens simatic s5 szerkezet van."
Akkor az nem mai gyártmány lehet
"inditás után a gép egy hibakódot ir ki."
Sajnos ez meglehetősen kevés információ ahhoz, hogy érdemben válaszolni lehessen rá.
Mi írja ki az üzenetet és hova? -
kyle_
tag
Szia Szirty!
azt hiszem 89-es gyártmány DEMAG , valoban nem mai darab

a fröccsöntő gépen van egy kis monitor valami NC3 system, majd mellette egy nagy doboz, amiben millio kábel,
valamint alul egy simatic s5 kis szerkentyű, valamint mellette, egy 944b cpu 115
Ha bekapcsoljuk a főkapcsolónál, elindul a számítógép, csipog a gép, majd a kijelzőn egyszer csak ez jelenik meg: ***I0002***
néztem a könyvét(nem értek az ilyesmihez) és ott több oldalon is van ilyen hibakód, és mindegyiknél mást ir
esetleg van ötleted?
köszi előre is
üdvHa már írok neked, ne legyél már bunkó és tisztelj meg egy válasszal hogy te paraszt, már nem aktuális!!!
-

kip.kop
csendes tag
Szia Szirty!
Csak nem dolgozol te is a szaritas teren?
Mert mi most jelenleg egy fureszpor szarito szabalyzasan dolgozunk
Hat a kazan resze is fureszporral mukodne, es itt az a problema, hogy nagyon lassu a fureszpor adagolasaval a szabalyzas. Vagyis ugy ertem nem eppen annyira egyszeru mintha a gazcsapot kellene nyitani-zarni. De persze ez is ugyanugy mukodik, csak sokkal tehetetlenebb a rendszer (gondolom en).Esetleg nem talalkoztatok kazanba valo lambda szondaval ami maximum elbirja a 800-1000 C-fok (mukodesi tartomany) feletti homersekletet. (es ezt nem tudom hatrabb merni, mint ahogy sokan tanacsoljak es tanacsolnak, ahol alacsonyabb a homerseklet)
Kip Kop
SC BeautyCare SRL: www.supernail.ro, www.superunghii.ro, www.crystal-nails.ro, www.sensx.ro
-
Szirty
őstag
válasz
 kip.kop
#1605
üzenetére
kip.kop
#1605
üzenetére
Hali kip.kop!
"Csak nem dolgozol te is a szaritas teren?"
Volt már párszor ilyen feladat. Egyszer fűrészáru szárítót is csináltunk (bár azt PC vezérelte és nem PLC),
"De persze ez is ugyanugy mukodik, csak sokkal tehetetlenebb a rendszer (gondolom en)."
Igen, ha nagy a rendszer tehetetlensége, akkor lassú lesz a szabályzás. Dolgoztam már én is 20 perces integrálási idővel.
Az a baj vele, hogy rendszerint az ilyen szabályzást nehéz és sokáig tart jól felparaméterezni. Ott kell ülni mellette órákat vagy napokat és figyelni hogyan reagál. Esetleg autotuning, de arra még nem mertem nagyon rábízni szabályzást, mert a legtöbb esetben amihez szabályzás kell nem célszerű végletesen kivezérelni, mert az problémákat okozna.
Jó igen, tudom vannak fejlett autotuning algoritmusok is, de fizetős, azt is tudni kell beállítani, én meg nem foglalkoztam még velük. Eddig sikerült kézi beállítással is elérni a kívánt működést. (meg a kezelők előbb-utóbb úgy is szanaszéjjel állítanak mindent rajta -

prodigma
csendes tag
Szia Szirty,
OK, a PLC polloz, de az egy valós idejű rendszer, ahol "illik" a vasat rendszeresen végigkérdezni. PLC programozásban van olyan eset, hogy nem pollozunk. Siemens rendszerekben sok "gyakorlott" szakembernek elkerekedik a szeme, ha nincs OB1. Ilyenkor minden eseményvezérelten történik, gyakorlatilag megszakításvezérelten. És ráadásul kiszámítható válaszidőkkel.Siemens S5, S7, PC programozás
-

Dezsi82
tag
Sziasztok!
A következő lenne a gondom:
Van egy Simatic Multipanel. Immár 2 éve működik, de most egy hosszabb leállás után bekapcsoláskor a következőt írja ki:
Enabling update mode...
Loading image from flash...
ERROR! Could not load image!
Waiting for image update...Gondoltam újra töltöm az OS-t, de mikor összekötöm a képernyőt egy host-to-host USB kábellel, nem történik semmi.
Nem tudom csináltatok-e már hasonlót, de az lenne a kérdésem, hogy ez normális? Kellene telepítenem valamit? Mert a súgó alapján elvileg nem. -
Szirty
őstag
válasz
kip.kop
#1612
üzenetére
Hali kip.kop!
"Így tippből beallithatok-e nagy integrálási időt? ( pl. a max. 10000x0,1s=1000s)"
Általában igen. De ez nyilván a konkrét PLC konkrét PID szabályzó blokkjától függ.
S7-300/400 PID blokkja (SFB 41/FB 41 "CONT_C") pl. 24 nap 20 óra 31 perc 23 másodperc 648 ezredmásodperc időt enged meg maximálisan (ms-os lépésekben). -
Dezsi82
tag
Szia Szirty!
Köszi az infót. Sajna mindegyik azon alapul, hogy már van egy működő OP-nk bebootolt operációs rendszerrel, ami sajna nekem nincs. Legalábbis mindent úgy csináltam, ahogy ott írva vagyon, leszámítva a Step7 beállításokat, hiszen az nincs ezen a gépemen. Remélem nem kell vennem egy step7-t hogy fel tudjak tölteni egy OP OS-t.
A leírás alapján az már világos, hogy USB-n nem nem is lehet OS-t update-lni az MP 377-n, csakis etherneten. Úgyhogy ennyivel közelebb vagyok, de áttöltéskor azt írja, hogy "Error on interface parameter assignment".
Azt hiszem felveszem a Siemens-szel a kapcsolatot, ha már egyszer ilyen jó áron adtak OP-t. -
Szirty
őstag
válasz
 Dezsi82
#1614
üzenetére
Dezsi82
#1614
üzenetére
Hali Dezsi82!
"Sajna mindegyik azon alapul, hogy már van egy működő OP-nk bebootolt operációs rendszerrel, ami sajna nekem nincs."
Elnézést, rossz (pontatlan) linket adtam. Az a kereső oldal. Bár amit adni akartam közte volt, de ez volna az, ezt nézd át!
A leírás arról szól, hogy mit lehet tenni az OP-val ha be sem bootol, hogyan lehet OS update-et végrehajtani stb:
Külön leírás van a Protool-al, a WinCC Flexible-vel és a Prosave-vel."Remélem nem kell vennem egy step7-t hogy fel tudjak tölteni egy OP OS-t. "
OS update-hez nem kell Step 7. WinCC Flex, ProTool kell vagy a ProSave (ez utóbbi letölthető a siemens-től).
Ki mondta hogy az élet egyszerű? :>
-
-
Szirty
őstag
válasz
kip.kop
#1616
üzenetére
Hali kip.kop!
"P, I, D tagokat hogyan kell beállítani, te hogyan állítod be?"
Én mindig csinálok a szabályzónak kézi üzemmódot (ezzel jellemzően nem vagyok egyedül :>).
A kézi üzemmód az, amikor a szabályzó beavatkozó jelét én határozom meg egy érték beírásával, amin a szabályzó nem változtat, amíg kéziben van. De a mért értéket azt látom ilyenkor is.
Amennyiben a szabályzás nem túl gyors, először kézi üzemmódban megpróbálom én beállítani azt a beavatkozó értéket, ami a mért értéket az alapjel közelébe hozza. Hogy kialakuljon egy egyensúlyi állapot. Ilyenkor lehetőség szerint a mért értékre hatást gyakoroló külső zavaró tényezőket kizárom.
Ezután beállítom neki az alapjelet és kikapcsolom az I és a D tagot (érdemes először a P tagot beállítani ha a rendszer ezt megengedi). A hibajel erősítését kicsire (egynél kisebbre) állítom be. és átkapcsolom automatába (ált.-ban csak rövid időre) hogy lássam mekkora beavatkozó értéket kalkulál ki. Ha ez jelentősen kisebb, mint ami a kéziben beállított egyensúlyi állapothoz közeli beavatkozó érték, akkor növelem a hibajel erősítését (Gain), Ha a kalkulált beav. érték nagyobb, akkor a gaint csökkentem. Ezt addig ismétlem, amíg automatában is az egyensúlyi állapothoz közeli beav. értéket nem kalkulálja.
Ha csak P szabályzásra van szükség, akkor ezzel a durva beállítás kész is, jöhet az üzem közbeni próba, amikor vannak zavaró jelek. Figyelni kell hogyan reagál a szabályzás. Ha nem áll be a kívánt érték, növelni kell az erősítése. Ha a szabályzás beleng, akkor az erősítés valószínűleg túl nagy.Ha kell az I tag is, akkor jöhet annak a beállítása, az már automatában. Először nagyra állítom az integrálási időt (a nagy itt annyit tesz, hogy a rendszer becsült ciklus idejének a többszörösére), tehát kb. hasra valamennyit :>). De lényeges, hogy inkább túl nagy legyen, mint túl kicsi, különben a szabályzót erősen belengeti az I tag.
Ezután figyelem hogyan reagál. Általában ha PLC-vel valósul meg a dolog, akkor csinálok OP-n egy képernyőt. ahol látom a szabályzó néhány belső változóját is, mint pl. mekkora az I tag pillanatnyi beavatkozó értéke, mekkora a hibajel mértéke stb.
Ha a szabályzás túl lassan reagál a zavaró tényezőkre, szépen kis lépésekben csökkentem az integrálási időt. Kb azt a pontot kell eltalálni, mielőtt a szabályzás hajlamossá válik a lengésre.
Ha ezt is sikerült belőni, jöhet a D tag is, hasonló módszerrel.Szoktam rakni grafikont (trend) is amin látható a szabályzó fontosabb változója, mert a grafikonon lassú szabályzásoknál nagyon jól látszik mi hogyan változik és gyakorlottabb szemmel könnyebben el lehet dönteni mit kellene még állítani.
Természetesen erre az egészre vannak egzakt módszerek is (a fenti inkább tapasztalatai/gyakorlati módszer). Sőt matematikai módszerek is (azt használja pl. a self tuner algoritmus is, már amikor van). Vannak erre leírások, sőt a gyakorlati módszer is finomítható pl. azzal, hogy szándékosan belengetett rendszernek stopperrel megmérjük a periódus idejét, amiből számítható az optimális integrálási idő. Ilyenkor nem kell olyan sokat mellette ülni és finomítgatni a beállításokat.
Hogy hogyan állíthatjuk be az nagyban függhet a rendszertől, géptől is. Pl. egy vegyi üzemben nem veszélyeztethetünk berendezéseket vagy életeket egy ilyen "hú ez sok, vegyük lejjebb" beállítási módszerrel, meg attól is morcosak lesznek ha az állítgatás alatt a berendezés fossa a selejtet.
Jó tanács: Egy jól beállított szabályzó összes paraméterét le kell menteni (vagy fel kell írni)
"A Ts tag az úgy-e nem szerepel szorzóként az I, D tagnál beállított értéknél?"
Nem tudom mi a Ts tag, a PID szabályzónak sok implementációja létezik és sokféle paramétere, amelyek (neve és száma is) implementációnként merőben eltérőek lehetnek, még úgy is, hogy ugyanarra az alap PID algoritmusra épülnek.
-
kip.kop
csendes tag
Ts úgy gondolom a sampling period.
Az I tag úgy-e akkor van kikapcsolva, ha a maximális értéket adjuk neki, vagyis tudom, hogy 0 eseten van kikapcsolva, de ahhoz közeli érték amikor maximálisra állítjuk? Nem?
SC BeautyCare SRL: www.supernail.ro, www.superunghii.ro, www.crystal-nails.ro, www.sensx.ro
-
Szirty
őstag
válasz
kip.kop
#1619
üzenetére
Hali kip.kop!
"Ts úgy gondolom a sampling period."
S7 PID esetén a minitavételi idő és az integrálási idő úgy függ össze, hogy a mintavételi idő a PID-et megvalósító programblokk hívási időciklusaiból adódik, ait egy paraméterben meg kell adni neki. Így a blokk tudni fogja milyen időközönként fut le és az integrálási időt mindig helyesen fogja kiszámítani. Ezért fontos S7-nél, hogy a PID blokk fix időnként legyen meghívva (pl timer interrupt OB-ból).
"Az I tag úgy-e akkor van kikapcsolva, ha a maximális értéket adjuk neki"
Az I tag akkor van kikapcsolva, amikor semmilyen szerepet nem játszik a szabályzásban.
Biztos van olyan megvalósítás, hogy a PID programblokkal úgy lehet közölni az I tag kikapcsolását, hogy 0 integrálási időt adunk meg neki.
S7 PID séma így néz ki:
Ebből látszik, hogy mindhárom tagot külön ki/be lehet kapcsolni egy külön paraméterrel. Az I tagot az I_SEL paraméterrel... Az is látszik, hogy az összegző előtt az I_SEL "kapcsoló" kikapcsolt helyzetben nulla beavatkozó jelet ad az integrátor felől.
-
kip.kop
csendes tag
"(pl timer interrupt OB-ból)"
Nem tudom mi az az OB . ( tampon?





 )
)Remélem ami ez előtt volt leírva azt később megértem.
"Az I tag akkor van kikapcsolva, amikor semmilyen szerepet nem játszik a szabályzásban."
Úgy latszik nem értetted a kérdésem.
Tehát az áll a legközelebb ahhoz, hogy ki van kapcsolva, ha a legnagyobb értéket adom, vagyis így avatkozik legkevésbé bele a rendszerbe?SC BeautyCare SRL: www.supernail.ro, www.superunghii.ro, www.crystal-nails.ro, www.sensx.ro
-
Szirty
őstag
válasz
kip.kop
#1621
üzenetére
Hali kip.kop!
Nem tudom mi az az OB . ( tampon?
Organization Block "Szervező" bprogramblokk, de a lényeg nem ez, hanem ami előtte volt: "Timer interrupt"!
"Úgy latszik nem értetted a kérdésem."
Most se értem! Fogalmazd át!
Az integráló tagnak nem adsz értéket. Az "magától" változik.
-
kip.kop
csendes tag
"Az integráló tagnak nem adsz értéket. Az "magától" változik."
Nem tudom mire gondolsz most, de én az integrálási idő értékére gondoltam. Te is mondtad korábban: "Dolgoztam már én is 20 perces integrálási idővel.". Nehogy azt mond a 20perces időt nem te adtad meg! Persze változhat ez AT (autotuning) módban, de azt is mondtad ezt te nem használtad.
De ha azt állítod, hogy nem én adom meg az értékeket, akkor nincs is amit átfogalmazzak. Amúgy se tudnám jobban megfogalmazni: "Tehát az áll a legközelebb ahhoz, hogy ki van kapcsolva, ha a legnagyobb értéket adom, vagyis így avatkozik legkevésbé bele a rendszerbe?"
SC BeautyCare SRL: www.supernail.ro, www.superunghii.ro, www.crystal-nails.ro, www.sensx.ro
-
Szirty
őstag
válasz
kip.kop
#1623
üzenetére
Hali kip.kop!
"Nem tudom mire gondolsz most, de én az integrálási idő értékére gondoltam."
Na ezt nem írtad eddig... hogy mire gondolsz
Én erre a kérdésedre: "Az I tag úgy-e akkor van kikapcsolva, ha a maximális értéket adjuk neki"
azt gondoltam hogy az I tag kikapcsolására vonatkozik."De ha azt állítod, hogy nem én adom meg az értékeket,"
Az integrálási időt te adod meg. Illetve az egy beállítás természetesen. Az I tag beavatkozó értékét nem te adod meg, az változik "magától"."Tehát az áll a legközelebb ahhoz, hogy ki van kapcsolva, ha a legnagyobb értéket adom, vagyis így avatkozik legkevésbé bele a rendszerbe?"
Nos akkor kiegyenesedett a dolog
Az extrém nagy idővel nem a beavatkozás mértéke csökken, hanem a beavatkozás változásának az ideje nő meg, ami az I tagot illeti.
Extrém nagy integrálási idővel nem kevésbé fog be avatkozni, hanem lassabban. Tehát ha a mért érték hosszú ideig azonos előjellel tér el az alapjeltől, akkor az integráló tag beavatkozása szép lassan megnő (vagy lecsökken az eltérés előjelétől függően) és képes ugyanakkora beavatkozásra mint rövid tI idővel.
Ha a mért jel gyorsan változik (sokkal gyorsabban mint amennyi az integrálási idő) és gyakran lesz hol kisebb, hol meg nagyobb az alapjelnél, akkor az I tag beavatkozása valahol 0 körül fog ingadozni. Ekkor tehát a kérdésedben rejlő feltételezés teljesül, de csak ezzel a feltétellel.
Az I tag kiiktatásának nem ez a módja.Szerintem itt az volt a gond, hogy nem árultad el, hogy a kérdésedben rejlő feltételezéssel milyen hatást akarsz elérni (miért akarod kiiktatni az I tagot). Úgy tűnik rossz irányból közelítetted meg a célt és ezért nem arra válaszoltam amit tudni akarsz, hanem arra amit kérdeztél
-
kip.kop
csendes tag
En arra gondoltam egyelőre, hogy P taggal szabályzom és nem szeretnem teljesen kizárni az I tagot, így egy nagy időértéket állítok be.
Gondolom túl nagy I értékhez nem érdemes D tagot állítani.
SC BeautyCare SRL: www.supernail.ro, www.superunghii.ro, www.crystal-nails.ro, www.sensx.ro
-
kip.kop
csendes tag
Valószínű az a legnagyobb ellenségem, hogy nem tudom me'g kipróbálni
 , és nem tudom, hogy mikor próbálgathatok.
, és nem tudom, hogy mikor próbálgathatok.  Így csak elméletben próbálom megoldani a feladatot addig.
Így csak elméletben próbálom megoldani a feladatot addig. [ Szerkesztve ]
SC BeautyCare SRL: www.supernail.ro, www.superunghii.ro, www.crystal-nails.ro, www.sensx.ro
-

Directors
senior tag
Sziasztok!
Előre is elnézést kérek,hogy ide írok de sajnos külön topik,hogy Pneumatika nem találtam.
Remélem azért tudtok nekem segíteni mert fontos lenne.Előre i köszönöm.Nos az út-lépés diagram alapján kell megcsinálni a kapcsolást.
A feltételek:
-Két kezes indítás
-Két féle üzemmód:-automata özemmód
-egy ciklus üzemmód
-Két féle stop:-táp elvétel
-minden alaphelyzetbe álljonNos én valamennyit megcsináltam ez nem tudom,hogy jó e.Megnéznétek nekem illetve berajzolnátok nekem amik a feltételek lennének?


A hamis barátok olyanok, mint az árnyékunk: miközben sétálunk a napsütésben, szorosan velünk tartanak, de azonnal elhagynak, amikor árnyékba érünk.
-
kip.kop
csendes tag
válasz
 Directors
#1628
üzenetére
Directors
#1628
üzenetére
Szamomra erthetetlen, amit szovegben is leirtal. Biztos nem vagyok egyedul, aki nem tudja mit is akartal. Ez az elso problema.
A masodik meg, hogy pl. en nem tudom melyik jel pontosan mit jelent, leginkabb azt nem ertem mi az a rugosoknal pont a rugoval ellentetesen ami a masik oldalan van.SC BeautyCare SRL: www.supernail.ro, www.superunghii.ro, www.crystal-nails.ro, www.sensx.ro
-
Directors
senior tag
válasz
kip.kop
#1630
üzenetére
Nos a diagramm alapján kellene ezt a pneumatikus kapcsolást megtervezni aminek a feltételeit feljebb olvashatod.Én ennyit csináltam amit a képen is látsz de ezt nem tudom,hogy jó e eddig.
b0,b1,a1,c1 az görgő, az a0 pedig csuklós görgő.A hamis barátok olyanok, mint az árnyékunk: miközben sétálunk a napsütésben, szorosan velünk tartanak, de azonnal elhagynak, amikor árnyékba érünk.
-
Szirty
őstag
válasz
Directors
#1631
üzenetére
Hali Directors!
"b0,b1,a1,c1 az görgő, az a0 pedig csuklós görgő."
Én nem értek a penumatika rajzokhoz, ezért nem igen tudok segíteni, de én is úgy látom, hogy túlságosan nem kényezteted el információval azokat akiktől a választ várod :>
Kevés (semmi) infót adsz, de sok infót akarsz kapni.
Szerintem kicsit jobban le kellene írni a feladatot.[ Szerkesztve ]
-
Directors
senior tag
Szia!
Kellene nekem egy pneumatikus rajz az diagramm alapján.Magyarán először ki kell menni az "1.0" hengernek majd ha kiért az "1.0" henger jöjjön ki a "2.0" henger.Ha kiért a '2.0' henger akkor az '1.0" henger mennyen vissza majd a "2.0" henger is mennyen vissza majd ha visszaért a "2.0"-ás henger jöjjön ki a "3.0"-ás henger majd vissza a "3.0"-ás henger alaphelyzetbe.
A feltételek pedig ezek. -Két kezes indítás(két gombbal)
-Két féle üzemmód:eltudjam indítani automata üzemmódban és egy ciklusú üzemmódban.Mikor melyiket akarom.Ha az egyik kapcsolót nyomom meg akkor az egyik üzemmód működik ha a másikat akkor a másik üzemmód működik.
-Két féle stop legyen benne:-táp elvétellel álljon meg ez az egyik kapcsoló.Ha pedig egy másik kapcsolót nyomok meg akkor minden álljon alaphelyzetbe.Ha valami nem világos akkor kérdezzetek és leírom mi is az de mondjátok,hogy mi hiányzik.

A hamis barátok olyanok, mint az árnyékunk: miközben sétálunk a napsütésben, szorosan velünk tartanak, de azonnal elhagynak, amikor árnyékba érünk.
-
Dezsi82
tag
válasz
Directors
#1633
üzenetére
Szia!
Igazából elég szerencsés a helyzeted, mert a végálláskapcsolók pillatatnyi helyzetéből mindig tudod mi legyen a következő lépés. Én nem fogok neked rajzot csinálni, igyekezz magad megcsinálni, de egy kis segítség:
A 2.0 henger gyakorlatilag együtt mozog az 1.0 hengerrel. Tehát megcsinálhatod azt, hogy a 2.0 hengert ugyanarra az ágra kötöd rá mint az 1.0 hengert csak a hengerbe bekötés előtt berakod az előre menő ágba az 1.0 kint végálláskapcsolót, a hátra menőbe pedig az 1.0 hátul végálláskapcsolót.
A 3.0 szelepének előre menő ága akkor kapjon vezérlést, ha 1.0 hátul és 2.0 elöl van. Hátra pedig ha 3.0 elöl van és 2.0 hátul.
Az 1.0 akkor menjen előre, ha minden henger hátul van és nyomnak egy kétkezes startot (két gomb sorba kötve). Ezt a startot öntartásban kell megcsinálni, a tartó ágba legyen az üzemmódválasztó kapcsoló. Akkor menjen hátra, ha 2.0 kint van.
A tápelvételes stop szerintem nem nagy dolog, valahova berakod egy közös tápba, hogy szakítsa meg az összeset. Az alaphelyzetes stopnál pedig minden hengernél benyomod a hátramenő ágba és annyi. De ennek a stopnak meg kell szakítania az automata öntartást is.
És persze remélem, hogy iskola feladat, mert iparban egy ilyet pneumatikával összehozni minimum ostobaság, főleg ha meg kell felelni a szabványoknak. A kétkezes indítás nem egyszerűen két sorba kötött nyomógomb, annál sokkal többről van szó. Nem beszélve az egyéb üzemközbeni kérdésekről.
Remélem tudtam segíteni. -

hajjack
csendes tag
KUKA 3D robotok eladók: egy kicsi és egy nagy (Stan és Pan).
KUKA 3D robotok 2/2: Nagy KUKA
Eladó egy nagy KUKA 3D-robot, alig használt állapotban.Nagy KUKA: 1560 kg
+ még az elektronikai szekrényt tessék hozzászámolni súlyban (negyede a jelzettnek).
____________________________________________________________
KUKA 3D robotok 1/2: Kis KUKA
Eladó egy kis KUKA 3D-robot, alig használt állapotban.Kis KUKA: 270 kg
+ még az elektronikai szekrényt tessék hozzászámolni súlyban (negyede a jelzettnek).
varga tamás
06 30 374 2144
kmrh@t-online.hu -
Dezsi82
tag
válasz
Directors
#1633
üzenetére
Szia!
Mégiscsak rajzoltam neked valamit.
A lényeg:
-megnyomod 1 ciklus gomb, vagy folyamatos gomb
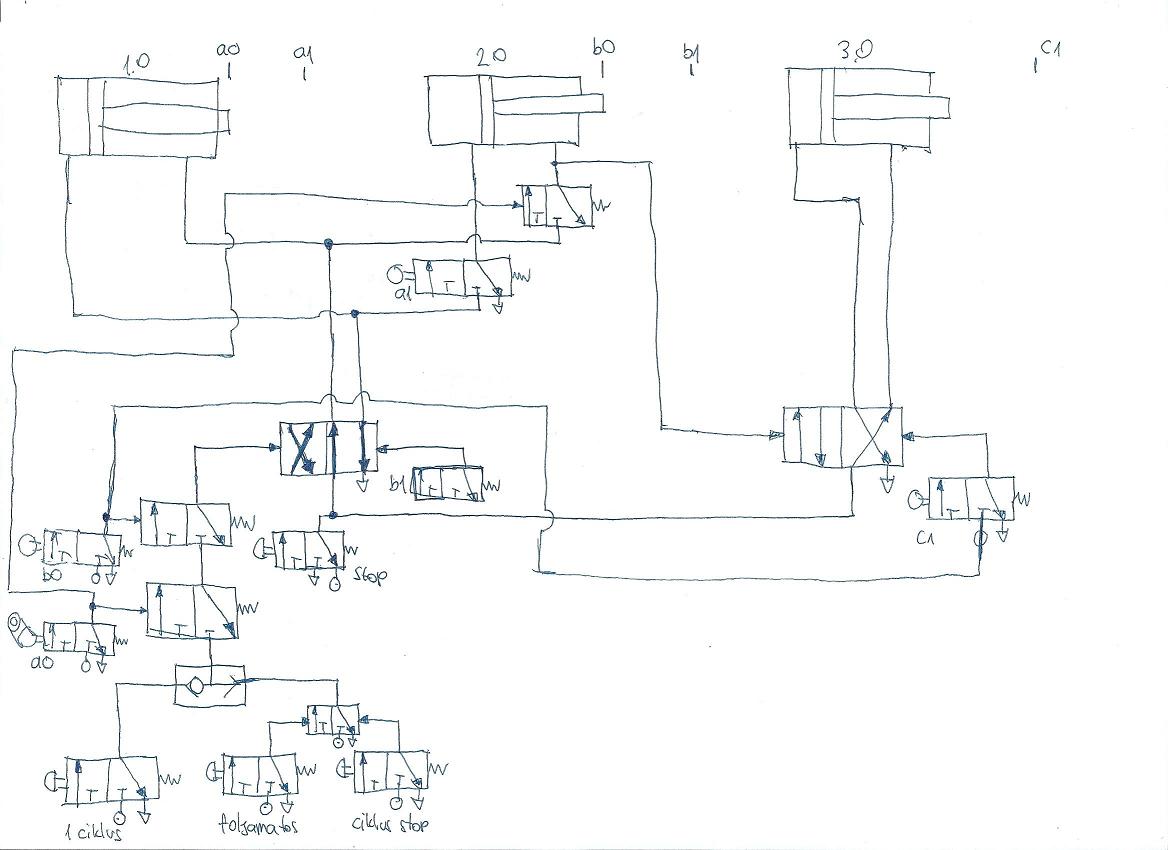
-ha 1.0 és 2.0 alaphelyzeten vannak, akkor 1.0 kimegy. Amikor elindul kifele, akkor az a1 már kap táplevegőt, de csak akkor adja rá a 2.0-ra ha az 1.0 kiért. Ha kiért az 1.0, akkor elindul 2.0. Ha kiért 2.0, akkor a b1 visszabillenti a szelepet, 1.0 elindul vissza, és ekkor már a 2.0 vissza szelepe kap tápot, de a vezérlést majd a0 adja meg neki. Ha 1.0 visszaért, akkor 2.0 visszaindul, és egyből 3.0 is elindul kifele. Ha 3.0 kiért, c1 megvezérli a 3.0 szelepét a vissza irányba, de c1 csak akkor kap tápot, ha 2.0 visszaért. A stop elveszi a tápot a két vezérlőszeleptől. A ciklus stop pedig visszabillenti a folyamatos szelepet, és alaphelyzeten áll meg az össze munkahenger. Igaz 3.0-nak nincs alaphelyzet érzékelése.
Lehet a jelekben kis hibák vannak, de rég foglalkoztam pneumatikával.
Ja és most látom, hogy a kétkezes indítás nincs benne. Bár igazából nem is értem, hogy akkor most 2×kétkezes indítás van, vagy üzemválasztó, de ezt már csak megoldod magad is.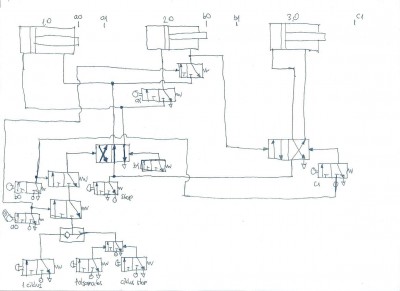
[ Szerkesztve ]
-

dekorn
csendes tag
Sziasztok!
Abban szeretnétek segítséget kérni , hogy van egy Siemens Sitop power 20 tápegységünk. Rend.száma 6EP1436-1SL11. Ez egy 3AC 230/400V 1,1A 50/60Hz . A problémám csak az , hogy a zöld ledje villogott és terhelés allatt 11V ra leesett 24V-ról. Ha valaki tud ehez a táphoz leírást küldeni , vagy valaki javított már ilyet kérem írjon vissza. Üdv mindenkinek.
-
Directors
senior tag
válasz
Dezsi82
#1636
üzenetére
Szia!
Nagyon szépen köszönöm a segítségedet. Jó lesz a rajz.
Pirossal bejelöltem dolgokat gondolom azok úgy vannak ahogy rajzoltam ugye?
Illetve a kétkezes indítás így mehet nem?
Még egy kérdés,hogy a b1-es görgős henger az úgy jó ugye?
Ám remélem nem kell összeraknom suliba mert a 3/2-es zárt alaphelyzetű (rugós) azt hiszem nincs a suliba. Sima van de rugós nincs.
Sima van de rugós nincs.
Ám nagyon szépen köszi még 1szer.[link][ Szerkesztve ]
A hamis barátok olyanok, mint az árnyékunk: miközben sétálunk a napsütésben, szorosan velünk tartanak, de azonnal elhagynak, amikor árnyékba érünk.
-
hajjack
csendes tag
Szia!
Ez egy Sitop tápegység, nekünk van belőle 3 db tesztelt verzió (ez az ár sem húzós), kedvező áron javítjuk, 1 év garanciával, funkcionális tesztet is tudunk rajta végezni.
Üdv: Varga Tamás
Üdvözlettel: Varga Tamás
Account Manager
UNIS Group Magyarország
Látogatási lehetőség: 1054, Budapest, Kálmán Imre u. 1. Magyarország
Telefon: +36 13 54 07 76
Fax: +36 13 54 15 43
E-mail: varga@unisgroup.com
Weboldal: www.unisgroup.hu
Webáruház: www.plcspares.com
UNIS Group ISO 9001:2008 tanúsítvánnyal -
Directors
senior tag
válasz
Dezsi82
#1636
üzenetére
Még egy kérdés ha nem baj.
Te milyen nevet adnál ennek a kapcsolásnak?
Mi lehetne például egy üzemben?Bélyegzőn gondolkoztam de annak sajna más az út-lépés diagramja és maga ugye a rajz is.A hamis barátok olyanok, mint az árnyékunk: miközben sétálunk a napsütésben, szorosan velünk tartanak, de azonnal elhagynak, amikor árnyékba érünk.
-
Dezsi82
tag
válasz
Directors
#1640
üzenetére
Szia!
A pirosak majdnem úgy vannak, kivéve az alsó két szelep, ott vmi paint hiba volt, azokat töröld ki. Mármint a szelepeket is. De amúgy igen, a többi ok.
Lehetne mondjuk valami olyan cucc, ami mintát nyom mondjuk tésztába. 2.0 a tárgyasztalt mozgatja előre hátra, 1.0 a forgó mintanyomót le-föl, a 3.0 meg egy kilökő.
Az ember berakja a tárgyat, 1.0 lemegy, rányomja a mintanyomót a cuccra, 2.0 elhúzza, ezzel együtt belegörgőzi a mintát, a mintanyomó felmegy, tárgyasztal vissza a helyére, a kilökő kilöki, amivel egyidejűleg beesik a következő darab -
Directors
senior tag
-
kip.kop
csendes tag
válasz
 kokigore
#1645
üzenetére
kokigore
#1645
üzenetére
En dolgoztam/dolgozok Twidosuite-vel, de azt hiszem angol leirasbol, esetleg kerjel a magyar Schneider-tol egy automatizalasi dvd-t. Nekem ez van meg. Hamarjaban ezt talaltam rajta : ( Ide nem lehet feltolteni, es nem foglalkoztam valahova feltoltessel. Ha nem tudod letolteni a schneider oldalrol, adj meg egy helyet ahova konnyeden feltolthetem, regisztralas meg miegymás baromsag nelkul.)
SC BeautyCare SRL: www.supernail.ro, www.superunghii.ro, www.crystal-nails.ro, www.sensx.ro
-
dekorn
csendes tag
Sziasztok!
Tud nekem valaki segíteni abban , hogy hogyan kell egy Siwarex M (7MH4553-1AA41) modul firmware-jét frisíteni Siwaload-dal. Szóval az enyémben 1.2 verzió van és az 1.26 ost akarom rárakni. Elindítom a siwaload-ot betöltöm vele amit kell, összedugom , a modulon a DIL switch 2. at ON-ba rakom nyomok neki egy power off majd on, ezekután elindítom a program frissítést, de nem történik semmi és mintha kifagyott volna. A kérdésem az lenne hogy valamit kihagytam , vagy egyáltalán ezt a modult lehet egyáltalán 1.26 osra upgradelni? előre is köszi segítségetek. Ui.: Ja lehet hogy le kell róla köttni mindent csak a betáp maradhat? Üdv
-
prodigma
csendes tag
Szia dekorn,
minden Siemens Firmware frissítéskor megjelenik a "PG/PC Schnittstelle einstellen" párbeszédablakban egy új kapcsolat, a neve mindig az aktuális firmware-re utal. Mielőtt elindítod a frissítést ezt ki kell választanod, különben tényleg nem történik semmi, mintha kifagyna.
A "PG/PC Schnittstelle einstellen" elérése a Simatic Manager "Extras" menüpontból.Siemens S5, S7, PC programozás
-
dekorn
csendes tag
válasz
 prodigma
#1648
üzenetére
prodigma
#1648
üzenetére
Szia prodigma,
köszönöm segítséged meg fogom nézni , ámbátor a SIWAREX M mérleg modul , mint ahogy annyi más a Siemensnél teljesen különálló programokkal lehet paraméterezni és frimware-t frissíteni mint a PLC-ket, de lehet hogy úgy van ahogy mondod. A SIWAREX M modul programjai egyébként , amit használok, a Siwatool meg a Siwaloader.[ Szerkesztve ]
-
Szirty
őstag
Hali dekorn!
"mint ahogy annyi más a Siemensnél teljesen különálló programokkal lehet paraméterezni és frimware-t frissíteni mint a PLC-ket"
Számomra az lenne a furcsa, ha alapvetően eltérő működésű, felépítésű és célú, eszköz paraméterezésére, programozására ugyanaz a szoftver szolgálna.
Szerintem olyan lenne, mint egy porral oltó, amivel lehet borotválkozni.
Nyilván nehéz lenne (és értelmetlen is) egy kalap alá venni pl. egy szervó hajtást, egy HART-os távadót és mondjuk a siwarex-et, mert kb semmi közük egymáshoz.


















 , és nem tudom, hogy mikor próbálgathatok.
, és nem tudom, hogy mikor próbálgathatok.  Így csak elméletben próbálom megoldani a feladatot addig.
Így csak elméletben próbálom megoldani a feladatot addig. 






 Sima van de rugós nincs.
Sima van de rugós nincs.


