- Samsung Univerzum: Az S23-at is megbabonázta a Galaxy AI
- Futott egy Geekbench kört egy új HTC készülék
- Xiaomi 11 Lite 5G NE (lisa)
- Megjelentek az első HMD okostelefonok, ezek a magyar áraik
- Samsung Galaxy S23 és S23+ - ami belül van, az számít igazán
- Itt az első kép a 2024-es Nokia 3210-ről
- Készülőben a Xiaomi 2021-es csúcsmodelljeinek HyperOS frissítése
- Redmi Note 13 Pro+ - a fejlődés íve
- Samsung Galaxy A54 - türelemjáték
- Yettel topik
Hirdetés
-


Új Beats fej- és fülhallgatók jelentek meg
ma Frissítette a Solo termékcsaládot az Apple házi audiomárkája.
-


Toyota Corolla Touring Sport 2.0 teszt és az autóipar
lo Némi autóipari kitekintés után egy középkategóriás autót mutatok be, ami az észszerűség műhelyében készül.
-

Súlyos adatvédelmi botrányba kerülhet a ChatGPT az EU-ban
it Egyre nagyobb probléma az AI hallucinálása – most az osztrák adatvédelmi hatóság veheti elő a ChatGPT miatt az OpenAI-t, alapvetően a GDPR megsértése miatt.






-

Mobilarena



Új hozzászólás Aktív témák
-
#6051
 Zsolt74
senior tag
Multikiller
#6049
Zsolt74
senior tag
Multikiller
#6049
Zsolt74
senior tag
válasz
 Multikiller
#6049
üzenetére
Multikiller
#6049
üzenetére
Sokára tisztul ki teljesen a fej.
Van hogy, ha nyomtatsz szálcsere után, akkor a nyomtatott tárgyon még jó néhány réteg után is látszik, az előző szín, pláne ha mondjuk fekete után fehéret használsz.Zsolt
-

kulu22
aktív tag
A mágnes csak azt állítja, hogy mennyire engedje felhúzni a tüskét. Nálam egyszer állítani kellett, mert a behúzó tekercs (vagy maga a csavar ami mágneses) nem tudta rendesen megtartani. Nem azt mondom (compi-val egyetértve), hogy egyből neki kell esni, de láttam már olyat, hogy ez volt a bibi.
8mm: ok, azt hittem, hogy a tüske - nozzle távolság. (a firmware-ben ezt kéri és a behúzott állapotra vonatkozik).
Nincs módod esetleg valami más táppal kipróbálni a nyomtatót? Nagyon fura, hogy így viselkedik az alaplap.[ Szerkesztve ]
-

fabula
őstag
Köszönöm a választ. Sajnos 24V-os tápom nincs kéznél, venni meg nem akarok, mivel várom, mit reagál a Gearbest a hibabejelentésemre. Remélem kicserélik a hibás/megbízhatatlan, első bekapcsolástól furcsa jelenségeket produkáló controll boxot. Ha nem ..., akkor vehetek tápot, alaplapot, stb., hogy normálisan használhatóvá tegyem a Tornádót.
-

mazso26
tag
válasz
zoombiee
#6046
üzenetére
Egyetértek Zsolt74-el, 0.1 teljesen felesleges ennél a tárgynál (meg úgy legtöbbször egyébként is
 )
)
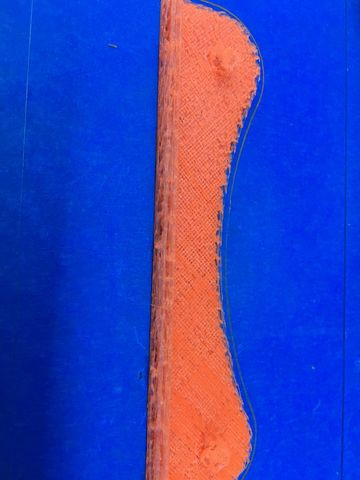
225-230C nálam is elég szokott lenni fekete DD PETG-re (picit függ a nyomtatási sebességtől is, minél gyorsabban nyomtatsz annál melegebb kellhet). Annyival kiegészíteném, hogy képek alapján az első réteg túl magasan van, ezért is engedheti könnyen el a sarkainál.
Másik, hogy minél tömörebb egy nyomtatott tárgy (infill %) annál nagyobb mértékben fog rá hatni a warping is.
100% infillnek az esetek túlnyomó többségében semmi értelme, 50% fölé nem igazán érdemes menni szvsz.
Én még nyomtató alkatrészeknél sem mentem 30% fölé és sok száz órányi működés után is magabiztosan deformáció, kopás, sérülés nélkül teszik a dolgukat (narancs dd petg).[ Szerkesztve ]
-

atus72
senior tag
Van egy jó cikk (igaz angolul) ahol 3d nyomtatott tárgyakba történő különféle csavarrögzítési megoldásokról írnak:
[link]Itthon tudja valaki hogy lehetne kapni ilyen besüllyeszhető elemet?
Angolul "Heat-Set Inserts for Plastics" néven fut, de magyarul ennek mi lenne a helyes megfelelője?
Valamilyen persely? -
Zsolt74
senior tag
válasz
mazso26
#6055
üzenetére
Annyit még hozzá tennék hogy én az első réteget mindig 0,3 as rétegvastagsággal nyomtatom, mert így az anyagtöbblet miatt jobb a tapadás, és az asztal egyenetlenségeit, így ezzel kis mértékben, de kompenzálni lehet.
Én se szoktam 50%-nál nagyobb kitöltést alkalmazni.
A petg-t én csak minimálisan hűtöm(10-30%), de hűtés nélkül is a legtöbb tárgyat ki lehet nyomtatni.Zsolt
-

trialkornel
tag
válasz
zoombiee
#6046
üzenetére
Nekem is nagyon sokszor pöndörödött a DD pet-g nyomatok széle. A hűtés volt a hibás. Vagy csak későbbi rétegnél (8-10) szabad tárgyhűtést kapcsolni (és nem max fordulattal) vagy hűtés nélkül nyomtatni. Mondjuk valahol azt olvastam hogy a pet-g-t is kell hűteni de újabban én már nem használok hűtést hozzá, azóta szép egyenes mindig.
[ Szerkesztve ]
-

janek69
senior tag
Én anyát szoktam beletenni.Most azt akrom kipróbálni,hogy megcsinálom az anya helyét 2-3 réteggel mélyebbre,leállítom a nyomtatást,beteszem az anyát és folytatom.Valószínűleg aaddig a pontig érdemes lesz az anyát az ágyon melegíteni,hogy egyforma hőmérsékletű legyen a műanyaggal.Eddig oldalról becsúszósra csináltam.
-
zoombiee
csendes tag
Köszönöm mindenkinek a PET-G vel való segítséget.
Sajnos még nem sikerült jót nyomtatni.
Legutóbbi beállítások:
225°
most az asztal nem volt felfűtve (nem igazán írt róla senki)
0,2 réteg
hűtés:
0 layer 0%
3 layer 10%
5 layer 20%
infill 40%
És ugyanúgy felhajlott, le is vált volna, ha nincs leragasztva, a sarkoknál húzta is fel a ragasztót.
Lehet, ha simán az üvegre nyomtatok, akkor az jobb lenne? (gyári cr-10)
Érdekes az, hogy a tetej pedig teljesen tökéletesen egyenes az összes próbálkozásomnál.Youtubon találtam egy videót ahonnan szedtem az alap beállításokat, PLA-nál egész jól működik.
PET-G-hez is leszedtem ugyanonnan, mivel nem értek hozzá (rajta vagyok az ügyön) előfordulhat, hogy scrip ami benne van, az okozhat még valami problémát? Ami elsőre feltűnt az az, hogy még PLA-nál nem emelgette a fejet, itt csinál olyat, ha egy szakasszal végez, akkor kiemeli a fejet - arrébb megy és visszateszi a magassára.Script
M83 ; use relative distances for extrusion
G28 ; home axes
M203 Z20 E200 ; Set max feedrate
M84 S0 ; Disable Stepper Timeout
G0 Z6 F4000
M104 S160 ;
M140 S[bed0_temperature];
G1 X150 Y0 F9000 ; go to front of bed
G1 Z0.12 ; use the bed to block the nozzle to prevent ooze
M190 S[bed0_temperature];
M109 S[extruder0_temperature];
G92 E0 ; zero the extruder
G1 E6 F50 ; make a blob
G1 X100 F4000 ; wipe along the edge of the bed
G1 Y5 F4000 ; wipe along the edge of the bed
G1 X200 F4000 ; wipe along the edge of the bed
G1 Z0.5 ; lift before move to center
M82 ; -
-

kzkz
őstag
-
-
#6079
 FireKeeper
nagyúr
FireKeeper
nagyúr
FireKeeper
nagyúr
sziasztok!
full kezdőként érdeklődnék a 3d nyomtatás irány. elsősorban belépő szintű printereket nézegettem, a DIY nem probléma, elektronikai szerelésekben már elég nagy tapasztalatom van. youtube stb alapján két printerre szűkítettem le a választást, az Anet A8 és Tevo Tarantula, érdekelne, ti melyiket ajánlanátok inkább. az alacsonyabb zajszint miatt talán a tarantula felé hajlanék inkább de ha azt mondjátok hogy az A8-el jobban járok, meggyőzhető vagyok
elsősorban kisebb méretű funkcionális printek érdekelnek, készülékházak elektronikus/ház körüli projektekhez, illetve lehet kipróbálnék flex töltőanyagot is.
steam, GOG, uPlay: @petermadach || HotS: PeterMadach#2675 || Xperia 10 V || Ultrawide & SFF masterrace || Unofficial and unpaid VXE R1 shill
-
#6080
 Devil Smile
őstag
FireKeeper
#6079
Devil Smile
őstag
FireKeeper
#6079
Devil Smile
őstag
válasz
 FireKeeper
#6079
üzenetére
FireKeeper
#6079
üzenetére
+1 a Tarantulanak..
en vettem mind2obol 1-1et az Anetbol is lehet jo nyomtatot csinalni de sok upgrade kell hozza
a TT az alu vaz miatt sokkal stabilabb es szerintem jobb alap..
Steam: hunsmile / Xbox GT: Smile0Gigi
-
#6081
 Saccco
nagyúr
FireKeeper
#6079
Saccco
nagyúr
FireKeeper
#6079
Saccco
nagyúr
válasz
FireKeeper
#6079
üzenetére
A teljes csendhez kell még bele egy MKS GEN alaplap TMC driverekkel.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

hala8
csendes tag
Sziasztok!
Hobbi szintű felhasználásra szeretnék venni egy nyomtatót.
Gearbesten néztem őket, max. 200$ értékben melyik lenne szerintetek a legjobb választás?Tevo Tarantula
Tronxy X5
Tronxy X8
Anet A8Esetleg ha valaki tud olcsóbb és megbízható forrást azt megköszönöm.
-

molvany
senior tag
CTC ( Anet A8 változat ).
Néhány hete van meg. Kezdetben gyönyörüen nyomtatott. Talán az árához képest " túl jól is "
Két napja enyhén szólva katasztrófa. Nyomtatásnál kihagyja a sorokat, Néha úgy néz ki mint a lyukas pókháló. Késöbb gondol egyet és ismét " teljesen normálisan nyomtat ".
Ja, mikor a sorokat kihagyja, vannak helyek, ahol " kisebb csomók keletkeznek ". Olyan érzésem van, hogy azt amit kihagy, egyszerre " köpi ki " imitt - amott
Már variáltam a hömérséklettel, gyorsasággal, sürüséggel, anyagcserével ( PLA - t használok ) vagyis ugyan azt továbbra is amivel kezdtem.Járt már valaki így ? Mi lehet ez ?
WhatsApp :+491737182060
-
Saccco
nagyúr
-
molvany
senior tag
válasz
 layerke
#6084
üzenetére
layerke
#6084
üzenetére
Kösz, megnézem.
Bár érdekes ( de ez sem garancia semmire ) most lett beletévve új mindkettöböl. Utánna néhyány nyomtatás elsö osztályú lett, két napja pedig
Ez most lett kész

Néhány napja 4 db. - ot nyomtattam, a képen a rolni már azon van, semmi gond nem volt

[ Szerkesztve ]
WhatsApp :+491737182060
-
Zsolt74
senior tag
válasz
layerke
#6084
üzenetére
Sokan esnek abba a hibába ,hogy a nyomtatás végén rögtön kikapcsolják a nyomtatót amikor a fej még forró, így a ventilátor leállása miatt pillanatok alatt el tud dugulni a fej, pláne ha PLA-val van használva.
Én mindig megvárom míg kihűl a fej, és csak akkor kapcsolom ki a nyomtatót.Zsolt
-
#6089
 Mr.Csizmás
félisten
Mr.Csizmás
félisten
Mr.Csizmás
félisten
QQ:
rugalmas filamentből van valami ajánlott?
"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
#6090
 varadigabor
senior tag
varadigabor
senior tag
varadigabor
senior tag
Szaisztok!
Anett E10 nyomtatóról van valami infó? GB Eu warehouseban most 361 dollár. Inkább maradjak a Tornadonál?
Mondjuk lehet annyira nem jó deal, kínai raktárban csak 279..[ Szerkesztve ]
www.fpvracestore.hu --- FPV alkatrészek hazai raktárkészletről ---
-

Xantomas
őstag

Kiváncsi vagyok mit lehet kihozni belőle.
Úton még hozzá egy Bondtech extruder, meg egy microswiss futt metal hotend, és egy adag új venti.Kb fél évet bírt a wanhao D6 alap kiépítésében.
Minden venti csapágyas lett, búgtak, zúgtak, hiába olajoztam, a hotend állandóan eldugult, az extruder csapágya szétesett.
"Megint eggyel hülyébb vagyok, mint tavaly"
-
Saccco
nagyúr
Valamit variálhattak a Cura support-jain, mert sokkal könnyebben elválnak a nyomtatott tárgyról.
Most nyomtatok egy 1:100-as Tigris tankot, kíváncsi leszek a kitámasztott részek minőségére.█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
-
Saccco
nagyúr
válasz
 itanczos
#6093
üzenetére
itanczos
#6093
üzenetére
3.2, ma frissítettem 3.2.1-re.
szerk.: Csak a szélességet, sűrűséget állítgattam a Z-gap-et nem.

[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
fabula
őstag
Tevo Tornado-hoz MKS GEN L alaplapot tervezek rendelni (mivel a gyári nem működik megbízhatóan, hol megy, hol nem
 ).
).
Milyen drivert érdemesebb most hozzá venni, TMC 2130-at vagy 2208-at és melyiket miért?
Milyen változtatások kellenek a marlin firmware-ben, ha ezek közül valamelyiket használom az eredeti HR4982-esek helyett? -
-

izisz
senior tag
Nálam tmc2130-asok mennek, egyik gépen standalone módban, másikon SPI-n.
Az SPI-s verziónál a stallguard nagyon kellemes funkció, X,Y-ról repültek is az end stopok azonnal
Ezen kívül az automatikus áram szabályozás is kellemes ficsőr SPI-n.A 2208 soros kapcsolatot igényel, tudtommal azok nem fűzhetők fel busz jelleggel, ill stallguard sincs benne.
Ettől függetlenül ha csak csendesíteni akarod a gépet, akkor mindegy melyiket választod, a célt teljesítik.Configuration_adv.h fájlban keress rá 2130/2208-ra, ott lesz a konfig rész.
(Standalone módban - vagyis se SPI, se soros - nincs szükség külön konfigra, csak beteszed a board-okat és hajtod)(#6097) blountex: Nézz szét Taulman kínálatában, mint égen a csillag majdnem annyiféle nylon-t gyártanak.
(#6090) varadigabor: Nézz meg pár review videót YT-n. Én a tornádóra szavazok, az anet egy gyengébb tornádó koppintás...
[ Szerkesztve ]








 )
)







































 ).
).
Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
