- Samsung Galaxy A52s 5G - jó S-tehetség
- Ezeket a telefonokat mutatják be az idei nyár folyamán
- iPhone topik
- Redmi Note 13 Pro 5G - nem százas, kétszázas!
- Apple iPhone 13 - hízott, de jól áll neki!
- Nothing Phone (2) - több, mint elsőre látszik
- Samsung Gear S3 - második kör
- Motorola Edge 40 - jó bőr
- Fotók, videók mobillal
- Mobil flották
Hirdetés
-


(Újra)indítjuk a PH! YouTube-csatornáját
ph Jó pár éves kihagyás után, a Computex örömére elkezdjük a videós tartalmak gyártását is.
-


New York visszafogná a közösségi média algoritmusait
it A fiatalokat védenék azzal, hogy megtiltanák a tartalmak algoritmikus vezérlését a fiataloknál, szülői hozzájárulás hiányában.
-


Retro Kocka Kuckó 2024
lo Megint eltelt egy esztendő, ezért mögyünk retrokockulni Vásárhelyre! Gyere velünk gyereknapon!






-

Mobilarena



Új hozzászólás Aktív témák
-
-

kzkz
őstag
Az octoprint-ben a bed level visualizer telepítésének van valami trükkje? Ezt a hibát kapom. Próbáltam más plugineket is, azokat se tudja telepíteni

2018-06-19 13:27:48,635 - octoprint.plugins.pluginmanager - INFO - Installing plugin from https://github.com/jneilliii/OctoPrint-BedLevelVisualizer/archive/master.zip
2018-06-19 13:27:49,258 - octoprint.server.heartbeat - INFO - Server heartbeat <3
2018-06-19 13:27:49,294 - octoprint.plugin.core - WARNING - Plugin "OctoPi Support Plugin" did not pass check
2018-06-19 13:27:49,728 - octoprint.plugins.pluginmanager - ERROR - Could not install plugin from https://github.com/jneilliii/OctoPrint-BedLevelVisualizer/archive/master.zip -

Saccco
nagyúr
-
-

atus72
senior tag
Amúgy nem biztos hogy jó ötlet volt 24V-ra átállni, miután elkezdtem összerakni jöttem rá, hogy ilyenkor mindent 24V-ról vezérel, hűtőventiket, fűtőbetétet, naívan azt gondoltam hogy az alaplapot lehet tápolni 24V-al és van rajta egy 12V-os dc converter, de hát nem, így lehetett mindent újrarendelni

Mivel nem volt itthon minden de szerettem volna összetenni így lett most egy 24V-os meg egy 12V-os táp átmenetileg a rendszerben.
Most azt gondolom (bármennyire is tiltakoztam előtte ellene) hogy a "legjobb" megoldás egy 220-as szilikonos fűtőágy lenne:
- szuper gyors felfűtés (300x300-as asztal)
- passzív kisteljesítményű 12V-os táp is elég lesz a rendszernek[ Szerkesztve ]
-
atus72
senior tag
Értem, mindenképp 24->12V a jó irány, ha már dc-dc.
Most nézem a rendszerem és nem nagyon akar ez jó lenni, korai volt az "öröm", tovább kell nyomozni:
Közben néztem fogyasztást is 24Vról, hátha valakit érdekel:
MKS GEN 1.4 board (24V)
~0.10A készenlét
~0.25A fan on 100%
~2.30A fűtés
~0.40A stepperek mennek
~2.60A ha minden megy (fűtés, hűtőventi, motorok) -
-
-

uno1000
csendes tag
Szia!
Nyomtató:Tevo Tarantula
Firmware:Merlin
Board:Mega 2560
Software epetier Host V2.1.2
epetier Host V2.1.2
Szeletelő uraEngine
uraEngine
COM port helyesen van beállítva,mert ha az nem jó akkor képtelen kapcsolatot létesíteni a Repetier és a nyomtató.
Baud Rate:250000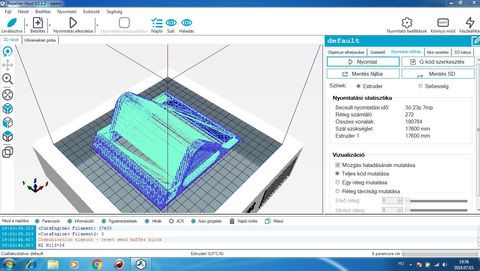
Segítséged előre is köszönöm!Üdv!
[ Szerkesztve ]
-
-

blountex
senior tag
Hát nem igazán pedig reménykedtem hogy ott talán igen....
Jelenleg ez a legnagyobb problémám, és gondolkozok a megfelelő megoldáson....
Bár a brimet már leszedtem s vele a tárgynál is keletkezett némi hiba de itt a kép: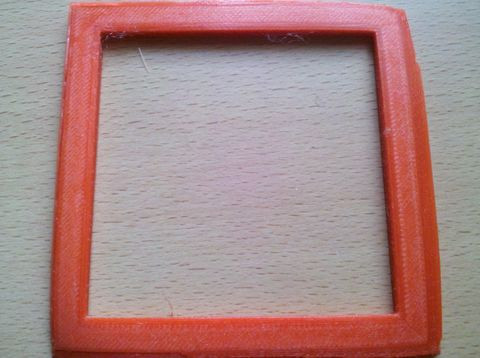
(#8131) janek69
Az a trutyi glue stick, többen is használtak ilyesmit már.
Lehet gondolkozok egy sima mezei üvegen is, mert na valahogy ez az ultrabase talán még se jön be annyira.
Ha az se válik be akkor próbálok PEI sheetet, Aquanet hairsprayt, és még tököm tudja milyen lehetőségek vannak. Azért azt gondolom ha jó minden és tapad elvileg normálisan a cucc akkor nem kéne feljönnie és mégis.Majd ha kísérletek hadát végigpróbáltam jelentkezek

-

janek69
senior tag
Ja igen,amit nem írtam,hogy én a first layert 0.2mm-re szoktam venni és a flow-t 110%-ra a cura-ban. Ezen felül arra jöttem rá,hogy a brim nem számít a first layernek,legalábbis a repetierben levő cura-nak,így amikor a brim készül addig kézzel is odany0mok 120%-ot a flow-nak manuálisan,aztán van,hogy az egész first layer a 110% 120%-ával megy,mert elfelejtem visszavenni. A 2. rétegnél már visszaveszem. Jó tömör első rétegem szokott lenni.
-
blountex
senior tag
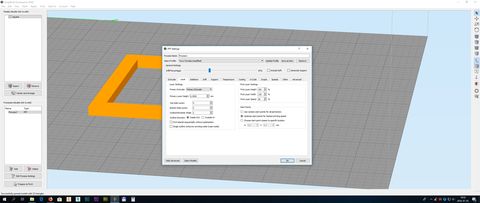
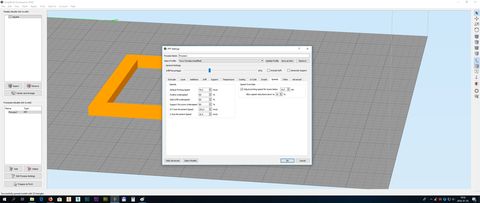
Többnyire 30-45mm/s-el szoktam nyomtatni, de ennél az egy tárgynál feltettem 70mm/s-re, hiszen végtelenül egyszerű és általában a nagy tárgyaknál szokott gond lenni a széleknél 110x110x5mm. Gondoltam hogy talán a tárgyhűtés a ludas de nem, direkt 15% járatom, az kb nem sokat zavarhat, 2.layertől.
Jah, azon a gyári tornado felületen tényleg kegyetlenül tapadnak a cuccok, de mikor csináltam PET-Gből egy 32x32x145mm-es rudat, a nyomtatás 3/4nél elmozdult a tárgy, néztem is furán hogy ezt most hogy?Janek nálam ilyenek a beállítások, többnyire mostanság S3D-vel tolom.
[ Szerkesztve ]
-

imibogyo
veterán
Tudom nem én lettem megszólítva, de azért bedobom a "nagy" alsó felületű piramisomról az albumot (olyan 8x8 cm-es lehet az alja, de csak sacc, mert nincs itt mellettem). Bár nem túl jó minőségű képek, de az látszódik talán, hogy nagyon szép sima az alja a nyomatnak.

- csájna PLA

- simán az alu tárgyasztalra nyomtatva (se ragasztó, se hajlakk, se semmi)
- 215 fokos hotend
- 65 fokos asztal[ Szerkesztve ]
-
Saccco
nagyúr
- Előbb letettem a görgőket.
- Mindegyiknek vettem a közepét. (Mármint, ami az adott pályán volt.)
- Offset-eltem.
- Tangens egyenesekkel összekötöttem. (0,63mm vastag)
- Kihúztam 6mm-t.
- Rátettem a fogakat és kiosztottam.Sajnos nem mozog. Nem tudom, hogy lehet-e egyáltalán olyat modellezni Fusion-ben.

--------------
Elszíneződést láthatsz a cső külső felületén. Elképzelhető, hogy a hegesztés helyén nem is teljesen pontos.
Alap tűrése ezeknek falvastagság +/-10%.(#8175) janek69:
Ha ilyenre akartam volna építeni, akkor nem vettem volna profilokat. Sima lemez keretre tettem volna. Hasonlóan, mint a Flyingbear nyomtatóin.
pl.: 500mm hosszúból 5250ft/db, kellene 5db (X+2Y+2Z), az már mindjárt 26.250ft.
A profilok megvoltak 17-ből és nem sok kerék kell hozzá pluszba.
--------------
Néhány helyen olvastam, hogy ezek a sínek és a lineáris csapágyak nem túl halkak, ez mennyire igaz?
A keréknek semmi hangja sincs, azt tudom.[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
-
Saccco
nagyúr
Meshmixer-rel valószínűleg meg lehet oldani, de szívás.
------------------------------
Más:
Minek kellett bedobni a lineáris sín ötletet, most elkezdtem nézegetni, hogy mi lenne ha....
De nem tudom hol kapok normális minőséget nem horror áron.█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

Teasüti
nagyúr
CR-10 van neki is.
Ami engem illet kipróbáltam én már mindent: retraction fel 8 mm-ig, retract speed fel 70 mm-ig, coasting, wiping, linear advance. Ezek mindegyike aktív jelenleg és e mellé 150 mm/s gyorsjárat, 0,5 mm Z hop. Így értem el odáig, hogy már "csak" pókhálósodik, de legalább nincsenek nagyobb lerakódások amikben még el is akad a fúvóka és leveri az asztalról a tárgyat.
Ez az anyag 230-235 fokon ad tűrhető eredményt, de álló helyzetben már 200-tól elkezd folyni a fúvóka.[ Szerkesztve ]
-
atus72
senior tag
szuper, akkor kisérletezem tovább
Előbb meg kell oldanom a kés felrögzítését mert ami elsőre készült PLA-ból olyan hőterhelést kapott hogy
15 perc alatt el kezdett lefittyeni, illetve meg kell oldanom valahogy a vékony (2mm-es) fűtőszál hőmérsékletének mérését is, erre van valami módszer? tegyek rá egy thermisotr és kaptonnal vagy valami fémfóliával odaszorítom? -
atus72
senior tag
Így néz ki:
van 10-15-20cm hosszú, dc-ről megy, legalábbis az enyém.
Azt már látom hogy nem fogom tudni mérni a hőmérsékletet rendesen mert a kés felső része ahova lehetne tenni a termisztort ott nagyon nem annyi a hőmérséklet mint a közepén, de kalibrálással nagyjából megoldható ez is.
Nem olyan egyszerű lesz beállítani a vágási sebességet/hőmérsékletet, ha nagyon lassú akkor jobban égeti az anyagot, ha meg túl gyorsan megy és nincs elegendő hőmérséklet akkor meg feszíti/görbíti a kést.
Érdekes játék lesz ez már látom
Lehet ezeket a dolgokat kompenzálni de ahhoz elég okos g-code-ot/path-t kell generálni ami figyelembe veszi ezen tulajdonságokat, az ehhez szükséges szoftvert is meg kell találni, ha van egyáltalán
Most amire nekem kell azt még kézzel is megfogom tudni csinálni, 8x8db kört kell kivágnom egy 5-6cm-es XPS/EPS lapból, itt a körgenerálásnál kézzel megtudom csinálni hogy a belépő él meg a kilépé él a kivágandó anyagba essen, de ha komplexebb forma kell akkor lövésen sincs mivel lehetne megcsinálni.
Tegnap éjjel már cnc/cam szoftvereket tanulmányoztam ami esetleg tud ilyet, de azok meg olyan g-code parancsokat generáltak amit a marlin nem ismer[ Szerkesztve ]
-
Teasüti
nagyúr
Nincs vele tapasztalatom. De úgy hiszem ha kellően alacsony a készenléti hőmérséklet, akkor nem. Inkább az a kérdéses, hogy mikor kiáll és vár a másik szerszám felfűtésére és közben visszahűl, az akkor kiszivárgott anyaggal mit csinál. Ugye azt letörölni sem tudja sehol, ha megkeményedik. Bár passz. Biztos van egy olyan hőmérséklet, ahol még folyékony de elég viszkózus, hogy ne szivárogjon.
-
atus72
senior tag
A lényeg pont az lenne hogy ne hot wire-est használjak, ott sajnos a vágásnak folyamatosnak kell lennie, ha egy kört akarsz vágni akkor oda kell hogy menjen a vágószál az anyag széléről ami elég macerás utómunkálattal (ragasztás, csiszolás) szoktak eltüntetni. Na ezt én biztosan nem fogom csinálni, ezért lett hot knife mert ott beszúrod a kést és rajzolsz, csak hát nem teljesen merev a kés illetve nem 0,5mm átmérőjű.
Ha a kés közepén vagy afelett éri az anyagot akkor nincs gond a merevséggel mert ott még van tartása, ezzel nem lesz gond szerintem. Az optimális hőfok/sebességet kell megtalálni "csak"
Úgy tűnik találtam használható szoftrvert amivel meglehet a generálást oldani (Vectric Aspire), legalábbis amit szerettem volna azt negcsinálja és "standard" g-code-at is tud generálni. Nyilván a specifikus dolgokat elé/mögé
kell rakni a generált g-code-nak de magát a toolpath-t jól csinálja.
Néztem a Fusion CAM részét, de az most még kicsit űrhajó nekem.
Ahogy írod létezik hot wires-es csoda gép, de nekem 2d-s vágás kell csak de az utómiunkával nem akarok foglalkozni. Néztem habvágás árakat és elriasztott[ Szerkesztve ]
-

odiepapa2
tag
Alapvetoen megfelelo ar ertek aranyt keresek. a Craftbot 3 meretben ippeghogy meguti a mercet, ha kicsit keresztbe nyomtatok, de az ara mar joval tobb, mint amit indulasnak szantam. max 1000 dollart szanok elso korben a varazslatra, plusz filament es egyeb szepsegek, viszont a Craftbot 3 mar boven 2000 dollar felett jar
Biztos hogy jo a Craftbot, de nekem meger 1000 dollart az, hogy en lovom be probanyomtatasokkal, tesztelesekkel, kisebb szivasokkal. Addig is tanulom a kutyut. Mint ahogy masnak megeri azt a 4-500 dollar kulonbozetet (az 1000-hez kepest), hogy sajat nyomtatot epitsen a sajat ize es tapasztalata alapjan. -
-
Teasüti
nagyúr
A poligon hatás miatt nem aggódnék, alapból 0,01 mm felbontást használ a Cura.
A fal sorrendet kipróbálom fordítva: külsőt előbb.
Extruder kalibrálva. Vonal vastagság kalibrálva.Alapból névleges méretre terveztem a modellt. Gondoltam ezt slicer-ből lehet kalibrálni a horizontal expansion-nel, de úgy tűnik elég hasra ütésszerű eredményt ad, nem látom benne a következetességet.
Utómunkálni nem tudom, egy komplex geometriájú lyuk keresztmetszetet próbálok nyomtatni, amibe 0,2 mm-es illesztéssel szeretnék becsúsztatni vmit, ami aztán szorosan benne is marad.
Nem egyszerű. -

kristof_
tag
Jogos
Mellesleg arra van mód, hogy egy tárgyon belül helyenként különböző layer vastagságot használjak? Mindkét állat fején a meredek részen ritábbakk a rétegek. Ahogy néztem cura-ban, ha az utolsó pár réteget vékonyabbra venném szebb lenne az eredmény. Vagy esetleg van más tippetek?LG OLED65CX & Samsung HW-Q950T & PlayStation 5
-

Gabesz87
veterán
Ja persze, egyértelmű! Nem úgy gondoltam természetesen, hogy én direkt ragokat nyomtatnak a gyereknek! Csak hogy ha véletlenül mégis bekap valamit (bár ilyen kisebb mutyuroket amúgy sem adunk oda). Meg leginkább a nyomtatás szaga, kellemetlensége érdekelt.
Köszönöm a válaszokat. Már csak asszonypajtast kellene főzni kicsit :-) -

compi.hu
senior tag
A 8 bites Atmelekkel két alapvető baj van.
Az egyik az hogy sz.rok. Nem kicsit, nagyon. Ráadásul nem csak úgy egyszerűen, hanem rohadtul kompluikalt modon azok. Architekturalis okadek az egesz. Harward architektura ha ez mond valakinek valamit. Ha egy string konstanst hasznalni szeretnel, ki kell masold az arcpiritoan keves ramba, mert a flasht adatkent nem tudod megcimezni normalisan. Broaf.
A masik baj az az, hogy (na ez szerintem majd' mindenkinek meglepetéls lesz) rohadt drágák. Hasonlítsuk mondjuk a ma elterjedt 8 bites vezárlőkön található atmega 2560-at (16MHz, 256k flash, 8k RAM, 4k EEPROM 100 láb) egy "a sarki közértben is kapni" ARM-os vezérlőhöz az STM32F103RET6-hoz (72MHz, 512k flash, 64k RAM, nincs EEPROM, 64 láb)Farnellnel egy darab az atmelből 3219ft míg az ST 2569. Bár a lábszám elsőre jóval kevesebbnek tűnik az ST-nél, itt egy adott perifériát minimum két lábcsoportra lehet kihozi konfigurálható módon, így a nem használt perifériáid egyszerűen nem használnak el lábakat fölöslegesen. Az atmega árának környékén 32 bites chipből már egy STM32F446ZET6-t (180MHz, 512k flash, 128k RAM, nincs EEPROM, 144 láb, FPU) procit kapsz, és igen ebben már lebegőpontos matematikai koprocesszor is van azaz a geometriai számítások villámgyorsak lesznek.
És akkor például az olyan, csak a fejlesztőknek fontos apróságokat még nem is említettem, hogy az ARM alapú procikon sokkal kisebb befekteteésel éred el a hardveres debuggert, a fordítókat nem egy 3 hanem egy 300 fős közösség próbálja naprakészen tartani hozzájuk, és így tovább.
Az Atmel azért nem merült már évekkel ezelőtt a jól megérdemelt feledésbe, mert valami digó két pizza között full kajakómában úgy döntött, hogy tök jó ötlet lesz az Arduinókra 8 bites Atmel procikat rakni, és az Arduino mint platform viszonylag gyorsan de facto oktatóplatform lett az embedded világhoz, bármennyire komolytalan is az egész (Atmeles Arduinókat hardvermódosítás nélkül még a baromi drága és kényelmentlen /windows only/ debuggerrel sem lehet debuggolni)
Hogy miért olcsóbbak jelentősen mégia az Atmel alapú nyomtatóvezérlők? Az előálított mennyiség miatt. Amíg a Marlin nem fordítható/futtatható STABILAN a 32 bites procikon, addig csak nagyon keveseknek MUSZÁJ 32 bites vezérlőt használni. Amint ez változik, szép lassan jönnek majd szereintem a 32 bites procit használó cuccok, és ahogy egyre több fogy belőlük, az áruk is esik majd szépan, remélhetőleg a jelenlegi 8 bitesek ára alá is akár.
-
Saccco
nagyúr
A piros 2,5mm lemez porfestve.
A szürke nyers 3mm vastag alu.
A zöld 40×40×2mm zártszelvény, porfestve.
A sárga vagy alu (3mm) vagy lemez (2,5mm) porfestve. (Ezt még nem döntöttem el.)[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
janek69
senior tag
Sziasztok!
Az eddigi 3D nyomtatásos időszakom mélypontjára kerültem.Ritka az mikor tanácstalan vagyok és nincs ötletem,de ez most eljött. A szívások azzal kezdődtek,hogy az X tengelyem időnként lépést vesztett.Volt már ilyen így vagy úgy mindig megoldottam.Nost több sikeres nyomtatás után jött egy újabb híba és ezzel nem jutok semmire.Ma kezdte az egészet.Megy a first layer nyomtatás és közben megáll vár egy kicsit max. 1mp,majd nyomtat tovább és be is fejezi az első réteget.Ilyen megállások eddig is voltak több órás nyomtatásban 3-4 esetben.Jelenleg egy kis alapterületű 120 layer magas tárgyról van szó. Az első rétegtől,úgy kb. a 45. rétegig minden megy rendben,majd ezek a megállások addig jutnak,hogy 1-2mm nyomtatás 1-2mp állás.
Régebben azt a ritka pár ilyen megállást arra fogtam,hogy az ősrégi netbook amiről nyomtatok,nem képes folyamatosan nyomni a kódot.Gondoltam akkor most jött el az idő,odatettem egy gyorsabb gépet és a helyzet semmit nem változott. Van valami ötletetek,mert nekem már nincs.Ja és a netbook-ot azért tettem félre,mert 2 nyomtatásnál volt,hogy megállt és úgy is maradt. A gép nem volt lefagyva. Találkozott már valaki ilyennel.
Arduino mega 2560 + RAMPS1.4. Már nagyon agyalok,hogy kicserélem a Mega-t,lehet,hogy az fagyogat.




















 uraEngine
uraEngine
















![;]](http://cdn.rios.hu/dl/s/v1.gif)




Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- BestBuy topik
- Aliexpress tapasztalatok
- Kínai, és egyéb olcsó órák topikja
- LG C4 tévé, a népszerű OLED-sorozat legfrissebb tagja
- GTA V
- Ezúttal bennfentes kereskedelemmel vádolják Elon Muskot
- Death Stranding teszt
- Kerékpárosok, bringások ide!
- OpenWRT topic
- Samsung Galaxy A52s 5G - jó S-tehetség
- További aktív témák...

- Delta 3400RPM 113CFM Ventilátor 12cm / 500+ Raktáron
- ASUS VS228DE 22" 1920x1080 Full HD LED Monitor
- Komplett igényes gamer PC (Monitor, alaplap, cpu, ház, táp,ssd, vga)
- Samsung S34BG850 G8 - 34" Ívelt Smart OLED - 3440x1440 175Hz - 0.1 ms - TrueBlack 400 - FreeSync
- Samsung Galaxy S21+ 5G 256GB Phantom Silver
Állásajánlatok

Cég: Alpha Laptopszerviz Kft.
Város: Pécs

Cég: Ozeki Kft.
Város: Debrecen