- Samsung Univerzum: Az S23-at is megbabonázta a Galaxy AI
- DIGI Mobil
- Apple Watch Sport - ez is csak egy okosóra
- Motorola Edge 40 neo - színre és formára
- Android alkalmazások - szoftver kibeszélő topik
- Xiaomi 13T és 13T Pro - nincs tétlenkedés
- Mobil flották
- Minden a BlackBerry telefonokról és rendszerről
- Új Beats fej- és fülhallgatók jelentek meg
- Tasker
Hirdetés
-


Kicsit extrémre sikerült a Hyte belépője a készre szerelt vízhűtések világába
ph A cég megoldása centralizált vezérelhetőséggel, masszív radiátorral és robusztus ventilátorokkal igyekszik vásárlásra csábítani.
-


Samsung Univerzum: Így ismerhető meg a Galaxy AI bármilyen telefonon
ma A Try Galaxy webalkalmazás kontrollált környezetben mutatja meg, mit tud a One UI 6.1-es rendszer és a mesterséges intelligencia.
-


Megjelenési dátumot kapott a Star Wars: Hunters
gp A tervek szerint június elején végre befut a teljes kiadás mobilokra/tabletekre és Nintendo Switch-re.






-

Mobilarena



Új hozzászólás Aktív témák
-
#4801
 spidersoft
senior tag
kzkz
#4799
spidersoft
senior tag
kzkz
#4799
spidersoft
senior tag
A valóságban jó az asztal? Z-ben közel menve, aztán motorokat kikapcsolva a fejet kézzel lassan végigtolva az asztalon... oké, hogy pont arra lenne ez a szintezés, hogy ez ne legyen fontos, de 1,6mm már reteksok, ha a valóságban ennyi van, akkor az már jelentős torzítást okoz az XZ/YZ síkokon... magyarul "ferde tornyot" fog nyomtatni a gép, ami illeszkedő alkatrésznél okozhat meglepetést. Szerintem ezt nem kompenzálja a firmware...
-

kzkz
őstag
válasz
 compi.hu
#4800
üzenetére
compi.hu
#4800
üzenetére
Kipróbálom! Most így néz ki a G-code-om eleje
M104 S206 ; set temperature
G1 X175 Y175 F2000
G28 Z0
G1 Z20 F5000
G32
G1 Z20 F5000
G1 X175 Y175 F3000
G1 Z0 F5000
G1 Z20 F5000
G1 Z0 F5000
G1 Z20 F5000
G1 Z0 F5000
G1 Z20 F5000
;G1 Z60
; Filament gcode
M109 S206 ; set temperature and wait for it to be reached
G21 ; set units to millimeters
G90 ; use absolute coordinates
M82 ; use absolute distances for extrusion
G92 E0
G1 E-5.00000 F1800.00000
G92 E0
G1 Z0.350 F6000.000@spidersoft: lehet, hogy sok a majdnem 2mm, de a youtube-on van video, ahol direkt 4-5cm-re állította feljebb az asztal szélét, és ezt is kikompenzálta szoftveresen. [link]
-

izisz
senior tag
válasz
 m.agger
#4803
üzenetére
m.agger
#4803
üzenetére
M.agger: Tornado +1
Mindenki: Aki repetier FW-t használ (és mondjuk marlint is próbálta), vélt felfedezni különbséget? A motion planner-e vajon melyiknek jobb?
Ill. klipper fw-t valaki kipróbálta már?
Pressure control van marlinban es klipperben is, a marliné egyelőre csak részlegesen győzött meg. Van aki szintén kipróbálta?
Osszunk meg tapasztalatokat
[ Szerkesztve ]
-
kzkz
őstag
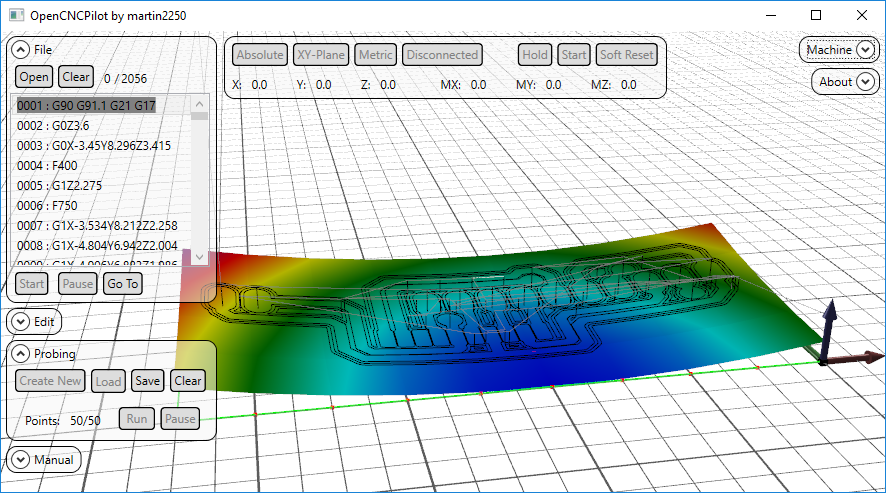
Nos tegnap eljutottam addig, hogy működik a Distortion correction, azaz felméri a hegyeket/völgyeket az asztalon és nyomtatás közben kompenzálja, erre a G33 parancs szolgál, és előtte még engedélyezni is kell az M323 S1 P1 paranccsal.
Egyetlen óriási bibi, hogy ezt nem egyenletesen teszi, hanem ha felmérem 5*5-ös hálóban, akkor a mért rácsok határánál emeli vagy süllyeszti az asztalt, nem folyamatosan
 Ez így ugye nem ér semmit, mert "óriási" ugrások vannak a határon. Arra mondjuk jó volt, hogy elduguljon a nyomtatófejem
Ez így ugye nem ér semmit, mert "óriási" ugrások vannak a határon. Arra mondjuk jó volt, hogy elduguljon a nyomtatófejem Vajon a Marlin-ban ez jobban megoldott?
-
izisz
senior tag
-
kzkz
őstag
A repetier is ezt csinálja, ha a G32-vel felméri előtte, de ez az asztalon lévő hegyeket/völgyeket nem veszi figyelembe szerintem, csak a teljes asztal x és y tengely menti dőlését kompenzálja. Egy nagy asztalnál nem az a gond, hogy a jobb oldala feljebb van, mint a bal, hanem inkább az, hogy a közepe lejjebb van, mint a sarkai, ami lehet ettől még tök síkban, ha csak a sarkokat nézzük. Tehát kb. egy tölcsérbe nyomtatsz

De kipróbálom a Marlint, hátha ott egyben tudja a kettőt. Azt hittem ez alap, a kínai GRBL-es CNC gépem ezt alapból tudja, különben nem is lehetne vele NYÁK-ot marni, ha úgy működne, mint most a repetier.
-
izisz
senior tag
Jah, már értelek mit hiányolsz, azt a marlinban sem találod meg.
Hogyan tudna kompenzálni minden "kis" apró egyenetlenségre, mikor csak meghatározott darabszámú pontot mér?
Pl. egy 3x3-as mérési pontmátrix, 9 pontot mér, a köztes teret meg síknak feltételezi, így, ahogy írod, az asztal dőlését kompenzálja. De ha a középső pont (pont az asztal közepe) lejjebb/feljebb van, azért azt kompenzálja, hisz ott is mért.
A marlin komment alapján 4x4 fölé számítási igény miatt nem nagyon érdemes állítani.
De van még valami további osztás emlékem szerint, amivel duplázható a "mérési" pontok száma, de fizikailag azokat már nem méri, csak saccolja.
Megvan, erre gondoltam, ami még érdekes lehet:// Beyond the probed grid, continue the implied tilt?
// Default is to maintain the height of the nearest edge.
//#define EXTRAPOLATE_BEYOND_GRID
//
// Experimental Subdivision of the grid by Catmull-Rom method.
// Synthesizes intermediate points to produce a more detailed mesh.
//
//#define ABL_BILINEAR_SUBDIVISION
Ahhoz, amit Te írsz, az kellene, hogy egy érzékelő végighaladjon az asztalon folyamatosan "tapogatva" minden pontot, a teljes felületet. Biztos, hogy az a kínai cnc-d ilyesmit csinál?[ Szerkesztve ]
-

kulu22
aktív tag
Erre való a
// Set the number of grid points per dimension.
#define GRID_MAX_POINTS_X 3
#define GRID_MAX_POINTS_Y GRID_MAX_POINTS_XKérdés persze, hogy érdemes-e mondjuk 20-at beállítani és ilyen mennyiségű kompenzációt (esetünkben 400 pont) le tud-e kezelni? Mondjuk nyilván csak hozzáadja/kivonja nyomtatás közben az aktuális pozícióhoz tartozó legközelebbi mérési pontok átlagát, amit ugye egyébként is megtesz ilyen esetben.
Látom, közben izisz is bővebben kifejtette...
[ Szerkesztve ]
-

compi.hu
senior tag
-
kzkz
őstag
Feltettem a Marlin 2.x-et. Nekem nincs x és y endstop-om, enélkül viszont nem engedi az auto bed leveling-et lefuttatni (G29), azt írja, hogy "Home XY first".
Melyik config beállítással lehet ezt kiküszöbölni? Én xy endstop nélkül is tudom, hogy a 0,0 mert odahúzom a fejet kézzel
Ezt a módszert próbálnám, mert ezt írják az egyenetlen asztalhoz:
* - AUTO_BED_LEVELING_BILINEAR
* Probe several points in a grid.
* You specify the rectangle and the density of sample points.
* The result is a mesh, best for large or uneven beds.[ Szerkesztve ]
-

Flashback
addikt
Van egy Filament Extruder projektem. Már minden alkatrész megvan, még a méretre vágott fa is.
Egyre inkább úgy tűnik hogy nem lesz helyem/időm megépíteni a közeljövőben, így átadnám valakinek aki szívesen foglalkozna vele.
Részletekért keressetek privátban.Bocs nincs hosszú ö, ü és néha az á is ä :)
-
kzkz
őstag
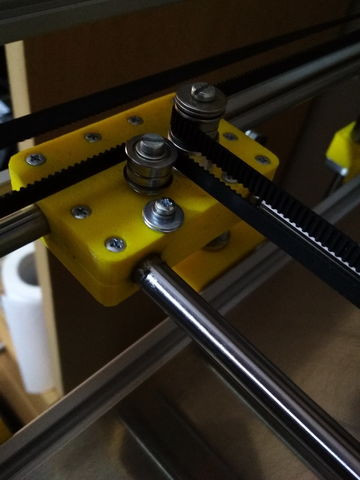
Nos, beletelt 1 napba mire a Marlint bekonfiguráltam, és az endstop-okat is legyártottam. Íme:



Az auto level is működik, sima G29-el, 5*5-ös hálóban felmérem a tölcsér alakú asztalt, és végig kompenzálja az egyenetlenségeket.
Vettem Gembird filamentet, ezüst színűt, most már a második rétegnél tartok, eddig jónak tűnik
-
kzkz
őstag
Íme:

Luigi szemét kicsit elrontotta, illetve kicsit több anyag is kell majd. Belülre is kellett volna 3-4 vonal brim, mert írtó vékony a modell sok helyen.
Sajnos elég magasról indította a nyomtatást, ez rányomta a bélyegét a többi rétegre is. Kb 0,05-0,1mm-rel lejjebbről kell majd kezdenem.
Azt asztalon látszódnak még a repetier firmware emlékei, a bevésett barázdák

Érdekes, hogy ott 160 steps/mm volt az x y motor beállítása, marlinban 80-ra kellett tenni, és az egyik motort még inverzbe is.[ Szerkesztve ]
-

blountex
senior tag
Kérnék ötleteket/javaslatokat mi a hiba, mit javítsak.
Már régebben is próbálkoztam vele, hasonló eredményt kaptam.
[link]
Kicsit nyújtottam a modellen minden irányban, főleg a magasság miatt.
20% infill
0,25 layer height
3 wall count - bár itt nem hiszem hogy számítana
30 print/speed
120 travel/speed (ez az eredeti érték)



Extruder egy kicsit talán bedarálta a filamentet, de közel sem olyan mértékben mint amikor legutóbb próbálkoztam vele.
Köszönöm.[ Szerkesztve ]
-
blountex
senior tag
válasz
 mazso26
#4828
üzenetére
mazso26
#4828
üzenetére
Az extruder rugó nem lehet túl feszes. Minimálisan lenyomtam az extruder becsavarozásakor, de semmiképp nem feszítettem meg. Egyéb nyomtatásoknál szépen megy, csak itt vagyok gondban....
Rectraction beállításokhoz nem nyúltam, a gyári van megadva értéknek.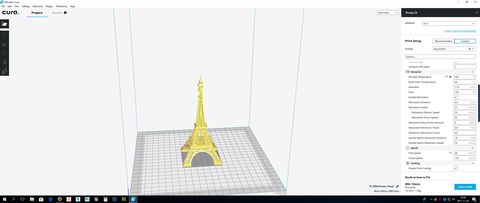
Alapvetően 0,4mm nozzli, nem tudom hogy emiatt hogy ilyen apró elemekből áll érdemes lenne-e 0,2mm nozzlira lecserélni bár a leírásban nem írják.
Layerke:
Devil Design PLA
Anet A8 - Marlin
205 fok nálam kb. mindegyik színnél úgy néz ki bevált.
és aránylag az elejét elég jól megcsinálta, de LCD kijelző szerint 50% környékén kezdődtek a gondok, és többszőri próbálkozásnál is hasonló eredményt produkáltam csak nem volt még ennyire sem szép.
Estep jól be van lőve.
Magát a hűtést automatikusan bekapcsolja egy bizonyos idő után (Cura-ba is be van pipálva a Cooling).[ Szerkesztve ]
-
izisz
senior tag
válasz
blountex
#4830
üzenetére
Nekem gyanús a képek alapján, hogy talán a külső perimeter-t rakja először, nem a belsőt (slicer állítás).
Illetve a bridge-k alapján talán a hővel is lejjebb kéne menni, ha megy az extrúdálás alacsonyabb hőn is, akkor tenni vele egy próbát (illetve bridge esetén a fan pörögjön 100%-on).
Illetve elkerülendő az anyagpazarlást, a modellt süllyeszd be az asztalba olyan mélyen, hogy a problémás rész környékén kezdődjön a nyomtatás.
Így hamarabb kiderül, ha gond van, anyagot is spórolsz a teszteléssel illetve kizárható, hogy csak adott magasságban van-e gond (esetleg Z hiba) vagy a modell bizonyos területe az, ami feladja a nyomtatónak és a beállításoknak. -
layerke
aktív tag
válasz
blountex
#4830
üzenetére
Valamilyen dugulás lehet-e a fúvókában? Az még tud ilyet okozni, a helyén is meg lehet csinálni, felmelegíted 205 fokra, ahogy kell, majd egy pici fúrószárral vagy dróttal, ami egyenes és erős, hogy bele ne törjön bele lehet kotorászni. Nekem eddig 3szor volt dugulás a fúvókában, meg tudtam így oldani.
-
blountex
senior tag
válasz
 layerke
#4832
üzenetére
layerke
#4832
üzenetére
Nem hinném hogy van dugulás a fuvókában hisz a többi modellt aránylag jól nyomtatja ki, legalábbis ilyen hibám nincs. Amúgy én tűvel szoktam megnézni....
A fan speed 100%on pörög, így van eredetileg beállítva.
Amit eddig nyomtatgattam az többé-kevésbé jól sikerült, de ennél mivel ilyen apró és sok részlet van benne, így nem igazán akar összejönni.
Egyébként nyomtatott már ki valaki Eiffel Tornyot?
Retractionnál esetleg mit lehet érdemes beállítani?
Szerencsére nem olyan sok filament kb. 12-15gnél kiderül a hiba... addig nagyon sose jutotttam tovább. de ha kisebbre veszem a modellt akkor még kevesebb.[ Szerkesztve ]
-

Chimpy
tag
válasz
blountex
#4834
üzenetére
Hali.
Ez szerintem dugulás lesz. Pontosabban a sok retraction miatt feltorlódik a fúvóka előtt a meglágyult anyag és egy idő után bedugul. Régebben nekem is volt hasonló gondom a Geeetechemmel, visszvettem a retractionból amennyire tudtam. Inkább kicsit "szőrözzön", de ne duguljon el (ránézésre ugyan ilyen az enyémnek is a feje). -
blountex
senior tag
Bizonyos tekintetben én is erre gyanakodtam, mert mint írtam más modelleknél ilyen problémám nincs, csak ennél mert nagyon sok és apró dolgokból áll...
Mennyire lenne érdemes visszavenni és melyikből? Tapasztalap alapján kérdezem, de kísérletezek majd vele egyébként is.
Gondolok itt a rectraction speed, distance, travel[ Szerkesztve ]
-
-
#4841
 con Codorra
csendes tag
con Codorra
csendes tag
con Codorra
csendes tag
Sziasztok.
Vásároltam egy TEVO Tarantula i3 nyomtatót és az alábbi hibára szeretnék tanácsot kérni tőletek.
A tegnapi nap tökéletes üzemelt a nyomtató, kivéve, hogy ugy letapadt a PLA, hogy csak a tálcán lévő matrica megnyulásával jött fel.
Másnap kiprobáltam , hogy teszek rá kék szalagot, és ehhez utánn állítottam az auto level szenzort.
Ezután kezdte el azt, hogy külömbőző dolgoknák leállt KILLED parancsal. A STOP gomb megnyomásáig semmire sem reagált. Akkor újra indult.
Hibamegjelenések:
-Ha túl magasról küldtem "home" állapotba a fejet ereszkedésnél mindenképp lefagyott.
-Néha SD kártya cserénél is.
-Néha úgy hogy hozzá sem értem.Ha elindul egy nyomtatás azt hiba nélkül végig csinálja.
-

elvakúlt
csendes tag
válasz
blountex
#4840
üzenetére
- Nyomtass olyan egyszerű tesztet ami kis alapterülrtű és hegyesedik. Azon látható ha a hűtés sántít (nekem is lekellettcsrélni a hasonló légterelést).
- Ha kettő tornyot nyomeatsz egyszerre az is javíthat a helyzeten.
- A masina tuti, hogy jó. A G-kód sem hibás, mert az alja jó. Több mint 90%, hogy a hűtés... -
#4845
 Saccco
nagyúr
con Codorra
#4841
Saccco
nagyúr
con Codorra
#4841
Saccco
nagyúr
válasz
 con Codorra
#4841
üzenetére
con Codorra
#4841
üzenetére
Lehet újra kellene flashelni az egészet és újra belőni az auto level-t.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
Saccco
nagyúr
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
Saccco
nagyúr
Ez meggondolandó:
Tronxy X-3 Desktop 3D Printer Kit w/Auto Level (EU Plug)
$195 - Ingyen szállítással EU raktárból.
Nyomtatható méret: 220 x 220 x 300mm█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
kzkz
őstag
válasz
blountex
#4847
üzenetére
Nem használok Cura-t, de szerintem a Minimum Layer Time-on kellene állítani, hogy legalább 1 percig időzzön egy rétegen.
A retraction 6,5mm-e is túl soknak tűnik nekem. A Slic3r-ben ez alapból 2mm, és akkor kell növelni, ha bowden-es megoldással nyomtatsz. Nekem kb. 50cm a távolság az extruder és a hotend között, és 4 v. 5mm a retraction.
Aztán 0,25mm-es rétegmagassággal nyomtatsz, ahogy látom. Ezt a modelt 0,1-el kellene szerintem, mert sok az olyan görbület, behajlás, ahol nincs alátámasztás.Ha ránézek a félkész nyomtatásodra, nekem továbbra is úgy tűnik, mintha szét lenne maszatolva és megfolyva az egész. Fentieken túl én visszavenném az anyagmennyiséget első körben a szeletelőben állítanám 90%-ra, ha ez még mindig kevés, akkor firmware szinten.











 Ez így ugye nem ér semmit, mert "óriási" ugrások vannak a határon. Arra mondjuk jó volt, hogy elduguljon a nyomtatófejem
Ez így ugye nem ér semmit, mert "óriási" ugrások vannak a határon. Arra mondjuk jó volt, hogy elduguljon a nyomtatófejem 




 Milyen alu block való ehhez?
Milyen alu block való ehhez? 

























Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja

- AKCIÓ Új Dobozos Macbook Pro dokkoló új ára 70.000 forint
- ThinkPad Hybrid USB -C USB -A Dock 40AF Új ára 80.000 Forint Ingyen szállítás
- Xiaomi Redmi Note 9s 128/6 GB 34.9E !!!
- Új Hp Pavilion 15-eh Fémházas Szuper Laptop 15,6" -30% AMD Ryzen 7 5700U 8Mag 16/1TB FHD MATT
- ATI RADEON RX 480 -8 gb DDR5 256 bit videokártya