
- Ezekben a változatokban lesz elérhető a OnePlus 13 Kínán kívül
- MIUI / HyperOS topik
- Samsung Galaxy Watch5 Pro - kerek, de nem tekerek
- Poco F4 - uzsonna tavalyi receptből
- Mobil flották
- Poco X6 Pro - ötös alá
- Ezek a OnePlus 12 és 12R európai árai
- Okosóra és okoskiegészítő topik
- Huawei Mate 50 Pro - blendemonda
- iPhone topik
-

Mobilarena



Új hozzászólás Aktív témák
-
#25303
 tothferenc
senior tag
Ispy
#25302
tothferenc
senior tag
Ispy
#25302
-

azbest
félisten
válasz
 Wasquez
#25304
üzenetére
Wasquez
#25304
üzenetére
3d sculpting kulcsszavakra vannak találatok. Amúgy meg kb bármilyen 3d tervező programmal is lehet próbálkozni. Az ingyenesek közt tippre a blender ott lehet.
a capricorn is ptfe cső, csak egy precízebb méretben gyártott, hájpoltabb márka. A fittingek ettől függetlenül is lehetnek csereérettek. Vannak nagyon gagyik, amelyek nem tartják a csövet és a mozgás bowdenes megoldásnál anyagellátási gondokat okozgat a hotendnél.
-

dugesz77
őstag
válasz
Wasquez
#25304
üzenetére
ZBrushCoreMini-t használja a keresztlányom. Egész jókat össze szokott rakni vele.
Capricorn csövet amúgy lehet magasabb hőmérsékleten is használni. Az olcsóbb csövek 240-250 foknál megéghetnek/barnulhatnak állítólag az "égésük" közben felszabaduló gáz is ártalmas. A capricorn 300 fokig stabil. Már ha eredetit sikerül venni belőle.
[ Szerkesztve ]
-

Wasquez
senior tag
Tegnap kipróbáltam a petg-t, 240C/60C, eg vékony nagy átmérős kerék, elsőre feljött.
145/90-már jó lett. A creality slicer programban van support type meg a platform adhesive type, mit jelentenek ezek? Az alátámasztásnál gondolom a háló, meg az oszlop kialakítás, a tapadó felületnél meg egy nagyobb lapot nyomtat alá, és mi a másik opció?
Nem jeleníthető ez meg valahogyan a programban, hogy mi is lesz a végeredmény, vagy nekem kellene ezeket manuálisan odapakolni ahová kell?
Vagy ezt a program magától intézi!?Alátámasztást nem állítottam be, csak a tapadó felületet brim-re de telibe aláhálózta a levegőben lévő felületeket is.
PC
-
-
Wasquez
senior tag
válasz
 Scallion
#25309
üzenetére
Scallion
#25309
üzenetére
A szeletelőben ABS-t választottam ki.
A nyomtatás sebesség 50mm volt.
A szeletelő program adja a paramétereket a nyomtatónak, tehát itt kell mindent jól beállítanom, és a gépen már csak finomhangolás van, vagy a nyomtatón is be kell állítani valamiket a nyomtatáshoz?Láttam alap paramétereket, amik a gép mozgatását konfigurálják, azok nyilván ott kerülnek beállításra, van egy két kifejezés, ami nem ismerős, pl mi a jerk?
Köszönöm a segítséget!PC
-
-

AndrewTdi
addikt
válasz
Wasquez
#25313
üzenetére
Az baj, hogy én minden anyagot ugyanolyan beállításokkal nyomok (sebesség, retract, stb)? Csak a hőmérsékletet és a hűtést írom át adott esetben. (nomeg brimet ha kell) .Sosem volt problémám.
Ezért is nem értem most, hogy miért baj az, ha nincsenek előre beállított profilok. Egyszer belőttem, azóta minden fasza (PLA, ABS, ABS-T).
Egyedül rugalmas filamentnél változtatok.[ Szerkesztve ]
-
#25315
 orosziem81
tag
orosziem81
tag
orosziem81
tag
Sziasztok,
Nemrég fogtam bele a 3d nyomtatásokba. Lassan sikerült kitapasztalni, hogy milyen beállításokkal lehet jó modelleket nyomtatni.
Egy dologban elakadtam: a support/alátámasztás struktúrák nagyon nehezen eltávolíthatóak.
Creality 20 PRO gépet használok PLA-val. Egyenlőre csak a CURA slicert használtam. A support beállításom 20% kitöltésű.
Aki tapasztaltabb és megosztaná mit és hogyan érdemes beállítani, hogy szinte lehelet könnyel le lehessen törni ezeket, kérem ne tartsa magában
[ Szerkesztve ]
-

LamaCube
addikt
Sziasztok!
Hosszas olvasás és videók nézése után kiválasztottam egy Ender 3 V2 típusú nyomtatót, amit meg is rendelek. Egyelőre a nyomtatni való dolgok a háztartásban, autóban használatos alkatrészek lennének. Mármint kis tartó konzolok, alkatrészek különböző eszközökhöz, amik a használat során eltörnek... Na ezt adtam be az asszonynak, hogy ez szükséges nekünk Igazából mindig érdekeltek az ilyesmik, tehát inkább időtöltés lesz egyelőre és majd utána alakul, hogy mi lesz az irány.
Igazából mindig érdekeltek az ilyesmik, tehát inkább időtöltés lesz egyelőre és majd utána alakul, hogy mi lesz az irány. 
A filament érdekelne, hogy mit ajánlotok kezdésnek, ami azért nem törékeny, de strapabíró. Jól festhető legyen és lehetőleg Magyarországon kapható. Én erre a PLA-át gondolom. Tudom nem szereti a párát erre majd odafigyelek bár panelben lakom ott nem sok pára van.
A másik kérdésem a 3D modellező program. Én Sketchup-ot használok már elég régen. Ott obj fájlba tudok menteni, amit a Cura meg is nyit és ott be tudok állítani mindent, persze ezzel a résszel még ismerkedem. A konkrét kérdésem az lenne, hogy elegendő a Sketchup+Cura 4.7 párosítás vagy van valami hiba vele nyomtatás terén?
Ha megjön a nyomtató és jól be is tudom állítani vagy ha nem, akkor biztosan jelentkezem kérdésekkel!HyperCube< ModernWarfare 2 baráti kör >Az elv olyan mint a fing, tartja az ember, amíg bírja...
-
#25317
dugesz77
őstag
orosziem81
#25315
dugesz77
őstag
válasz
 orosziem81
#25315
üzenetére
orosziem81
#25315
üzenetére
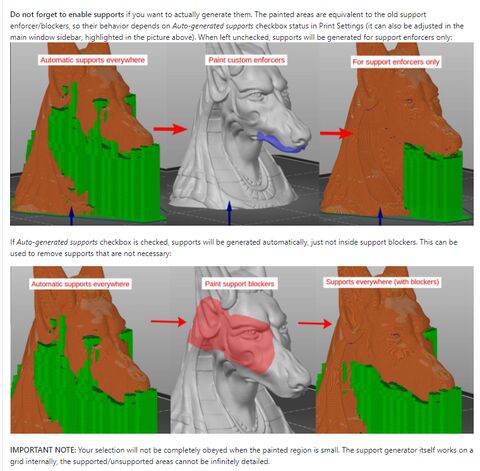
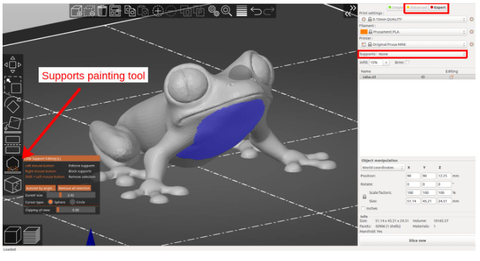
Nagyon jól használható a PrusaSlicer 2.3.0-alpha2 support kezelése(oldal alján a letöltés). Csak be kell színezni hova szeretnél illetve hova nem szeretnél supportot elhelyezni.
Wasquez szerintem adj egy esélyt te is a prusa-nak itt van alapból sok féle anyag (tudom cura-hoz is lehet letölteni) itt elég csak telepítésnél egy pipát betenni és betölt szinte minden lényegest.
[ Szerkesztve ]
-
Wasquez
senior tag
válasz
 AndrewTdi
#25314
üzenetére
AndrewTdi
#25314
üzenetére
Hobbi 3d nyomtatásban nem vagyok kompetens, csak tegnap kezdtem a nyomtatást, csak én az ezen az ipari vonalon dolgozom, és a műanyag az ott is meleg!
Szóval nagyon nem mindegy, mindent befolyásolnak a helyes technológiai paraméterek, szilárdság, felület...stb.
A PLA-nak alapból nem kell akkora hőmérséklet, és minél magasabb a hőmérséklet, annál jobban degradálódik az alapanyag, törékenyebb lesz a végtermék.
A sebesség az én elgondolásom szerint szintén a szilárdságot befolyásolja, jobban összehegednek a szálak, mert a nyomtatófej fúvókája ~190-250°C, tovább tartózkodik az adott helyen. A ABS pl lényegesen nehezebben olvad, ezért a jó hegedéshez is több időre van szüksége. A szál előtolás is fontos paraméter, hőmérséklet és alapanyag nagyban befolyásolja, hogy milyen sebesség kell hozzá. Minden-mindennel összefügg, és lehet, hogy odafigyelés nélkül is lesz egy műanyag bigyód, de mennyire lesz erős és szép, meg mérethű?Itt látod, hogy mennyit számít egy jó beállításnál is némi optimalizálás:
https://www.youtube.com/watch?v=yJHcoFY4er8&ab_channel=CNCKitchenPC
-

kzkz
őstag
Visszatettem a 0,4-es nozzle-t és kicsit a modellen módosítottam, hogy ne derékszögben találkozzon a középső elválasztó, hanem lekerekítettem kicsit. Elég jó lett, persze jóval tovább fog így tartani a nyomtatás, de valamiért a 0,8-as nozzle-vel nem akart összejönni

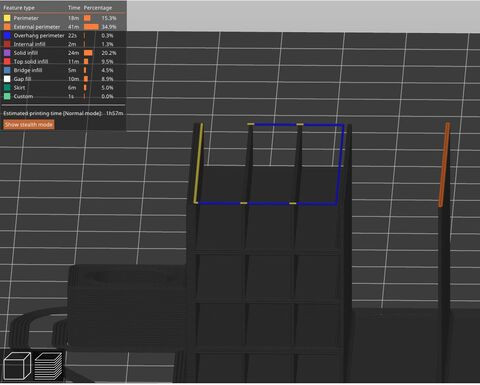
Most már csak azt nem értem, hogy ha fektetve nyomtatom (ahogy gyorsabb lenne 60%-kal), akkor miért akar a levegőbe nyomtatni (lásd kék vonal), és miért nem csinál rendesen bridge-t?!?
Van tippetek rá? (jobb lenne fektetve mert gyorsabb, és a 38cm helyett tudnék kb. 42-43cm-est is nyomtatni átlóban.)

[ Szerkesztve ]
-

kulu22
aktív tag
válasz
 kulu22
#25204
üzenetére
kulu22
#25204
üzenetére
Mini hírek:
Lassan összeáll a dolog, tanulság: ne használj régi filamentet Fura volt mert nem egyenletesen volt sz*r, csak bizonyos szakaszokon, majd kiszárítom alkalmasint, bár elvileg páramentes dobozban volt bezacskózva.
Egyébként pedig beállítottam a szíjakat, kicsit utánahúztam a csavaroknak itt-ott. Nem lesz ez rossz, megérte mind az extruder mind a heatbreak csere. A szürke a rossz filament de már a Bondtech-el, elrettentésül mellékeltem egy első körös képet is (X oldal).

-

Saccco
nagyúr
Biqu SSS-re váltottam. Sokkal jobb. Igaz vékonyabb is.
Ha nem kell a magnetic, akkor az Ultrabase-t tudom javasolni.█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
#25332
 Ispy
veterán
tothferenc
#25303
Ispy
veterán
tothferenc
#25303
Ispy
veterán
válasz
 tothferenc
#25303
üzenetére
tothferenc
#25303
üzenetére
Persze, mindjárt előkapom a nyomtatót. Ja, nem.
![;]](//cdn.rios.hu/dl/s/v1.gif)
Szóval, akkor a kérdésem, hogy vállalja válaki a bérmunkát?

"Debugging is like being the detective in a crime movie where you're also the murderer."
-
Wasquez
senior tag
válasz
kulu22
#25324
üzenetére
Az én ismereteim szerint az alapanyagokat felhasználás előtt szárítani kell, ha képes a nedvesség felvételére és a polietilén zacskó nem oldja meg ezt a problémát, mert az is képes felvenni a nedvességet, ugyanúgy szárítani kell annak is az alapanyagát felhasználás előtt.
Voltak olyan granulátumok, amikkel találkoztam és nedvesség felvevőek voltak, de speciális zsákban voltak csomagolva, belül alu színűek voltak, azokat közvetlenül a felbontás után fel lehetett használni, de nem lehetett úgy tárolni pár óránál tovább.
PA6 és PA66-os anyagok pl.
A szárítás pedig bőven 100°C fölött volt több órán keresztül.
Ha nem volt száraz az anyag, akkor durrogott, jó paraméterek esetén is és látszott a szétfutó gőz a fröccsöntött darabok felületén. A nyomtatást még érzzékenyebbnek gondolom ezzel kapcsolatban, és nem hiszem, hogy a szilikagél, meg a nylon zacskó megoldaná ezt a kérdést.PC
-
#25334
 energy4ever
addikt
Silious
#25331
energy4ever
addikt
Silious
#25331
energy4ever
addikt
válasz
 Silious
#25331
üzenetére
Silious
#25331
üzenetére
Az eggyes a targyad *oldala. *Wall.
A kettes pedig a targyad alja, vagy teteje. Top/button layerA kerdesedre egyszeru a valasz. Forgasd el 90fokkal a targyadat a szeleteloben.
Valos valasz: Ez mind nyomtato beallitas kerdese. Szerintem alul extrudalt, vagy magas honerseklet okozza. -
-
Wasquez
senior tag
válasz
Scallion
#25337
üzenetére
Én kapcsolódó gépiparban dolgozom, csak sokat jártam a gyártmányainkat próbálni műanyagos cégekhez.
Sok mindent láttam, ami az első alkalomnál kiderülhet egy fröccsöntésnél, hogy el van kefélve!
Mi a mértékegysége a 0.2-nek %, vagy mm/oldal?
Menetnél mindkét darabot megzsugorozod?PC
-
dugesz77
őstag
Amikor "azasszonyt" is bevonod a filament gyártásba
Ez megint nagyon oroszosra sikerült. -
kulu22
aktív tag
válasz
Wasquez
#25333
üzenetére
Egyetértek, de ez egy sima PLA volt, ráadásul nemrégiben még nyomtattam belőle. Amúgy zárt dobozban tárolom őket egy fél kiló szilikagél mellett amit rendre szárítok, plusz a filamentek is zacskózva vannak szintén nedvességmegkötő társaságában.
Mondjuk én PLA-t nem nagyon szárogatnék 100C felett, de ez gusztus kérdése. Erre most simán ráfért volna, a PETG-t, nylon-t alapból szoktam felhasználás előtt.
Semmi durrogás és ilyesmi nem volt egyébként, csak a hektikus extrudálás. Az is meglehet, hogy az alapanyag sem a legjobb (elvileg valami cseh). Majd ha legközelebb előszedem megnézem alaposabban. -
#25347
kulu22
aktív tag
energy4ever
#25335
kulu22
aktív tag
válasz
 energy4ever
#25335
üzenetére
energy4ever
#25335
üzenetére
El sem hagytam igazából, voltak kisebb szünetek, de valami mindig volt itthon. Most belevágtam egy toolchanger-es HC Evo-ba, de még a legelején vagyok (gyakorlatilag egy láda alkatrész) ill. egy Prusa Mini-t szerváltam, még friss ropogós, ismerkedünk





 viccel felreteve, biztos akad aki szivesen kinyomja, mondjuk ha megirod, hogy helyileg hol vagy, talan egyszerubb lenne.
viccel felreteve, biztos akad aki szivesen kinyomja, mondjuk ha megirod, hogy helyileg hol vagy, talan egyszerubb lenne. 








 Igazából mindig érdekeltek az ilyesmik, tehát inkább időtöltés lesz egyelőre és majd utána alakul, hogy mi lesz az irány.
Igazából mindig érdekeltek az ilyesmik, tehát inkább időtöltés lesz egyelőre és majd utána alakul, hogy mi lesz az irány. 
























![;]](http://cdn.rios.hu/dl/s/v1.gif)








Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja

- HP EliteBook 845 G8 Tartós Fémházas Laptop 14" -60% Ryzen 5 Pro 5650U 6mag 16/512 FHD IPS Matt LTE
- HP EliteBook 845 G7 Fémházas Laptop 14" -45%Ryzen 5 PRO 4650U 16/512 FHD IPS SURE VIEW
- HP Elitebook 840 G8 i5 1145G7 / 32GB / 512GB / hibátlan!
- Nethome Plus, klíma wifi modul
- LG OLED55C12LA 2 ÉV GYÁRI GARANCIA
Állásajánlatok

Cég: HC Pointer Kft.
Város: Pécs

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest