- Motorola Moto G84 - színes egyéniség
- Samsung Galaxy S23 és S23+ - ami belül van, az számít igazán
- Ezeket a telefonokat mutatják be az idei nyár folyamán
- Yettel topik
- Xiaomi 14 Ultra - Leica hercegnő
- Okosóra és okoskiegészítő topik
- iPhone topik
- Huawei P40 Pro - kilökték a célegyenesben
- Samsung Galaxy S24 Ultra - ha működik, ne változtass!
- Telekom mobilszolgáltatások
Hirdetés
-


(Újra)indítjuk a PH! YouTube-csatornáját
ph Jó pár éves kihagyás után, a Computex örömére elkezdjük a videós tartalmak gyártását is.
-


Hosszabb bemutatón a SteamWorld Heist II
gp A folytatás premierje még kicsit odébb van, augusztusban érkezik a teljes változat.
-


Felturbózott Edge 50 Fusiont kapott az Egyesült Államok
ma A Motorola Edge (2024) ugyanazt tudja, mint a Fusion, de vezetékmentes töltéssel kiegészítve.






-

Mobilarena



Új hozzászólás Aktív témák
-

nepszter1
addikt
Minél olcsóbban akartam venni ugye gépet . Aztán szeretnék már valamit alkotni örülnék már egy 10x10 kockának is már de nem nagyon akar összejönni . Igazából ennyi van türelmem és szeretek is mókolni csak már lenne eredménye neki .
Igen CNC- forgácsoló vagyok méghozzá marón dolgozom 3éve egyedi gyártásban onnan jött az ötlet

[ Szerkesztve ]
-

blountex
senior tag
Gondolkoztam rajta, hogy egybe idézzek, vagy csak a lényeget szedjem ki belőle, és az utóbbi mellett döntöttem, ami nem volt jó ötlet.
Ahogy nézem Cura-t nem sokan használnak itt
Gondolom a többség valamelyik más ingyenes program jött be mint Craftware, Repitier, Slic3r
Esetleg Simplify 3D ami fizetős...(#4097) varadigabor
Nyugodtan vágj bele. Én vagy 6 napig szereltem mire kész lett.és megérte mert működőtt. Bár a modellek nem voltak valami szépek eleinte, de a szíj megfeszítésével már aránylag ez a probléma is megoldódott. Még rengeteg minden van amit nem tudok... de idővel fejlődök.[ Szerkesztve ]
-

elvakúlt
csendes tag
- Kis teljesítményű lézerrel (!) a rétegeltlemez vágása nem szép és a mérettartással is baj van. A „vágás” ha több rétegben van végezve, V alakú krátert képez, a kisszögű sarkok (pl.: fogaskerék) a hegyei leégnek. Levegővel a fát nem jó hűteni- füstöt elfújni, mert az is szenesít a vágott részen (nem kizárt, hogy a rétegeltlemez fajtája is befolyásoló tényező lehet). Én a CO2 gázzal fújattam, jobb lett az eredmény.
- Fekete filccel vonalakat húztam a vékony plexi mind két oldalára ahol „vágni szerettem volna”, így már átvágta, csak vissza is olvadt, így hát nem is kísérleteztem vele többet.
- Én úgy gondolom, hogy egy könnyű nyomtató vázra, ami szíjjakkal van meghajtva marómotort ráépíteni az nem több mint játék. Ha csak pl.: 3.175mm 30fok gravírszámnak az élét a rezonancia igen hamar lenullázza, vagy egy 4mm szerszám mellett a zajban akár órákat ücsörögni és porszívózgatni, de annak sincs sok értelme, hogy az elkészült munkadarab több tizedmilliméterrel sántít.A CNC maróra sem éri meg extrudert szerelni. A nagyobb tömegű masina sem köszöni meg a hirtelen nagysebességű irányváltásokat, (kicsi a valószínűsége, hogy képes akkora sebességre). Van tapasztalatom róla, mert anno kipróbáltam, nagyon lassú volt.
-
blountex
senior tag
Amennyiben kérek supportot az hozzávetőlegesen ahogy látom így nézne ki:

illetve egy következő alkatrész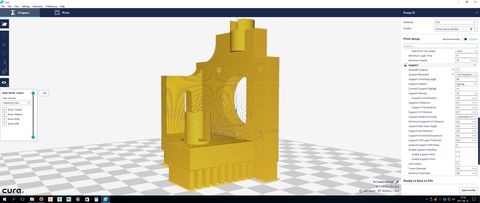
Nézegettem a további beállításokat a support terén, módosítgattam őket, de igazából nem tudom melyik lenne a megfelelő...
Aztán felmerült a kérdés, hogy oké hogy supportot kérek, de magát a PLA-n is körülményes módosítani, így akkor hogyan távolítom el a supportot?
Látom van aki fogóval esik neki, más anyagoldót használ stb.
[link][ Szerkesztve ]
-
-

Teasüti
nagyúr
Cnc-nél ez a tengelyen lévő holtjátékból következik irányváltáskor. Nem tudom itt lehet-e kompenzálni FW-ből, vagy slicer-ből. Az ipari gépeken ez gyakori jelenség az öreg szarokon, hogy ki van kopva a hajtáslánc és van némi holtjáték. Én a program írásakor még azt is külön figyelembe vettem, hogy a maró vagy a kés a forgácsolási erők ellenében legyen előfeszítve a tengelyen, vagyis olyan irányból közelíteni meg a munkapontot, hogy a holtjáték ki legyen véve és ne nyomja vissza a kést a munkadarab.
Marógépen meg a kör tengelyenkénti végpontjain volt pontosan ez a jelenség, hogy irányváltáskor ráhúz egy kicsit a kontúrra.
A jobb gépeken erre van vmilyen kompenzációs érték eldugva vhol a FW-ben. Ezzel irányváltáskor ad egy nagyobb elmozdulást a tengelyre és elméletileg minimalizáló a jelenség. De sose lesz tökéletes, amíg van benne holtjáték.
Itt mondjuk a legjobb esetben is tizedekről van szó vagy még ennél nagyobb tűrésről, szóval talán nem lehetetlen korrigálni.[ Szerkesztve ]
-

HUresz
tag
Szia!
Nemreg szivtam hasonlo jelenseggel... bar nem pont... de az is igaz, hogy hamar meglett.
Nalam is Y .... nalam is jo volt a szij... gorgok es minden egyeb ..Szoval nezd meg a motort is ... tengelyt ... a hernyo csavarodott ki, ami rogzitette a gorgot ...
A "D" forma a tengelyen, a hernyo a lapos oldalon "fogta", nem tudott elfordulni de picit tudott mozogni a "D" also es felso szara kozott ...es volt 1 pici holtjateka iranyvaltaskor.Egy probat meger ellenorizni a hernyokat.
-

janek69
senior tag
Ha nincs még meg a hiba,akkor még ötletelek. Az előbb láttam egy videon,ahol egy extrudert mutattak aminél gyakorlatilag a stepper tengelye mozgot.Mivel burkolva volt az egész így nem tudom ott mi volt a konkrét hiba,de 2 dolog lehetett. 1. a motor csapágya annyira kivan,hogy mozog a tengely.Ennek viszonylag kicsi a valószínűsége,mert a léptetőmotornál annyira kicsi a légrés az álló és a forgorész közt,hogy annak rendesen kellene hangot adni is,de hang nélkül néztem
. A 2. lehetőség és ilyen nálad is lehet,hogy maga a motor rögzítés lazult meg és csavarodik a motor.Vagy az egész tartó konzol. -
-

ssid3956
tag
Ok, sikerült megjavítani
Nem a szenzorral volt a baj, hanem a szenzor apró vezetékei hozzáértek az aluminiumhoz és így rövidre lett zárva.Más kérdés: A Z endstop-ot hogy szereljem fel? Mikor katttanjon a kapcsoló? Ha hozzáér a bedhez?
Ezt a kalibrálást is csináljam meg? Más egyéb tipp első nyomtatás előtt? -
ssid3956
tag
Köszi a választ neked is Saccco kollégának is
Úgy néz ki hogy jelenleg ez egy kisebb probléma hogy hátra megy az asztal.
Most próbáltam tárgyhűtő venti tartót nyomtatni, és hiába állítottam be papírral az üveg és a nozzle közötti távolságot, a nyomtatás előtt home-olta a dolgokat és az első réteget úgy próbálta nyomtatni, hogy a nozzle súrolta az üveget. Mit csinálok rosszul? Rosszul van elhelyezve az endstop? Estleg valamit még be kellene állítani a nyomtató menüjében?[ Szerkesztve ]
-
Dalee
aktív tag
A filament cserét a gyakorlatban hogy kell megcsinálni?
Meg kell keresni a g kódban a megfelelő layert, az előtte lévő kódsorban kivinni a fejet valahova, g kód: pause, filament csere?
Mitől fog továbbmenni? vagy egy meghatározott várakozási időt is be kell írni a g kódba ami alatt biztos ki tudjuk cserélni a filát?Más:
1. CR-10-nél meg lehet oldani, hogy az elektronika, illetve a filemant ne a bal oldalon legyen?2. Sacco: Mi a gond a S3D-vel? Én most váltottam át a Craftware-ről, mert nagyobb tárgy ~ 22 cm hosszú nyomtatásnál egy bizonyos részen rossz volt a rétegszilárdság, újraszeletelve az S3D-vel már megfelelő volt, bár most így belegondolva, lehet, hogy a S3D méhsejt kitöltése miatt volt csak jobb és állítgatva a Craftware-t az is jó lett volna.
3. Meg lehet csinálni az S3D-be (vagy valamelyik másik szeletelőbe) hogy a gyorsabb nyomtatás és anyagtakarékosság miatt a tárgy külső (alsó/felső/oldal) héja vékonyabb (ezt ugye külön meg lehet adni mindegyik progiban), mint a furatok héja amit vastagabbra hagynék?
[ Szerkesztve ]
-

adatfalo
senior tag
Ezeket már végigzongoráztam én magam is, nem látható véleményem szerint semmi arra utaló nyom a filamenten, hogy a noozle és a hotend között rés lenne (jól rá van húzva), nem ott ömlik meg az anyag.
A retract hosszával is szórakoztam, mert a cura-ban 6mm az alapbeállítás és 1-6mm-ig mindent kipróbáltam, de inkább csak rosszabb eredményt kaptam, mint az eredeti értékkel.Továbbra is hangsúlyozom, hogy régebben jól nyomtatott, és akár egy-két napra is ott tudtam hagyni a gépet, de egy elakadást követően, már sorban produkálta ezt, a régi extruder szettel és az újjal is.
[ Szerkesztve ]
www.adatfalodesign.hu
-

Saccco
nagyúr
-
ssid3956
tag
Esetleg EZ jó lenne? Leválasztásra nem találtam megoldást...
Saccco:A bootloader kicsit ijesztően hangzik... Azt se tudom mi az

Viszont a kocka hullámosságában az a furcsa, hogy ha az egyik oldalon befelé megy a hullám, akkor az ellenkező oldalon is befelé megy. Szóval olyan, mintha egy befőttesgumival több helyen összenyomnám. Bocsi a bugyuta példáért

[ Szerkesztve ]
-
adatfalo
senior tag
Ismét én:
Lassabb nyomtatás eredményeként sikerült (bár igen gyatra minőségben), de kinyomtatni 1-2 dolgot:
KÉPAmin változtattam:
Draw speed: 40mm/s
Retract/Prime speed: 20mm/s
Retract length: 1.4mm
Head temperature:220fokViszont amint visszaállítottam a draw speed-et 80mm/s-ra újra előjöttek a problémák. A Retract length egyébként nem befolyásolta a nyomtatást, mert 1mm volt az alapbeállítás, és azzal az értékkel is jól nyomtatott (lassú beállítások mellett).
Ezzel a lassú beállítással:
Gondolom nem rántja meg a filamentet, talán ezért sem akad el?
Kérdés, hogy mit lehet tenni, annak érdekében, hogy legalább egy kicsit tempósabb nyomtatásra legyen képes a gép.[ Szerkesztve ]
www.adatfalodesign.hu
-
blountex
senior tag
Általában ilyet szoktam csinálni.
Csináltam egy 20x20mm kockát.
Úgy egész jól sikerült volna, de a legvégén (nem voltam a gépközelében) elmozdult úgy az egész nem kicsit.
Egyik oldala 20mm jó, de a másik oldala csak 19,5 körül van és a teteje is kb. stimmel a 20mm.
Ha más nem valahogy valamilyen módon megpróbálkozok az E-step értékekkel....
Anet A8on az LCD kijelző beállításánál nem találtam semmiféle ilyet csak Load EEPROM és Store to EEPROM.Kicsit idegesítő hogy míg tudom hogy eredeti állapotában úgy kb. jó volt a nyomtatás, aztán szétszedtem a fólia miatt és ráraktam egy két módosítást és azóta úgy nem tudom belőni rendesen...
-
blountex
senior tag
Janek:
Izisz 16 teethet ajánlott, így ilyet vettem.
Egyébként ezt fogak alapján érdemes megszámolni vagy átmérő alapján? Csak mert mire végére értem sose jött ki a 16 fog, pedig leírás alapján annyi. Átmérő alapján mind a kettő 9,5mm a fogak közti távolságot mértem.
Nincs olajjal megkenve, olyan száraz mint a homok. Műszerolaj gondolom jó lesz rá. Akkor remélem ez már egy kiinduló pontnak jó lesz.Izisz:
Én vettem egy 8x DryLin® Igus RJ4JP-01-08 LM8UU csapágyat. Nagyon remélem nem ez a gond. Most hogy említve lett az olaj eszembe is jutott hogy mikor szétszedtem a golyós csapágyat az szinte mindegyik zsíros volt, míg az Igus egyáltalán nem.
Mondjuk ez egy jó kis munka volt kicserélni, főleg hogy csak egy fajta zéger fogóm van, másik fajta nincs.[ Szerkesztve ]
-
blountex
senior tag
Pont akartam is rákérdezni, hogy ha már Neked is van akkor kented-e vagy sem.
Nagyon remélem hogy szorulás van. Az X tengelyen lévő motornál először csak leszereltem a fogaskereket, majd lazára hagyva a szíjat kezdtem huzigálni és akkor ott egész jól érezhető volt az akadás. Egy bizonyos ideig ment, majd akadt és mindig ugyan ott. Majd bejelöltem a motor tengelyén hol húzzam meg a pulleyt visszaraktam és feszítettem a szíjon, de ilyenkor már nem érezni ha akad... viszont feltűnt ahogy húzom a motortól ellentétes irányban úgy nem volt gond a szíjjal, de amint a motorfelé kezdtem húzni a szíjat ott az alsó része olyan mintha beakadva indulna el, és ez csak az első pici tekeréskor történt. Mégegyszer meghúztam mind a két felén a szíjat és most már a motor felőli oldal is szinte simának tűnik. Tesztelni azonban még sajnos nem volt időm rá, majd holnap, remélem tényleg csak ez volt a gond.
Az Y része szerintem rendben van, gyakorlatilag a bedet ha meghúzom félkézzel elmozdul az egész plexi állvány Valamennyire próbáltam azt is jól beállítani a pulleyt is állítgattam úgy kb. síkba legyen.Itt 32pnél a bal oldalon van az a fehér kerek amibe megy az x motor bele. Na ott régebbi vázakon nincs teljesen kitöltve, hanem úgy háromnegyedig mint itt is, így pl a fogaskereket könnyű állítani, de az enyém teljesen ki van töltve és rohadt szopás hogy minden egyes szarnál lekell csavarozni az egészet meg vissza, tiszta élmény....
-
#4789
 Devil Smile
őstag
izisz
#4787
Devil Smile
őstag
izisz
#4787
Devil Smile
őstag
-

kzkz
őstag
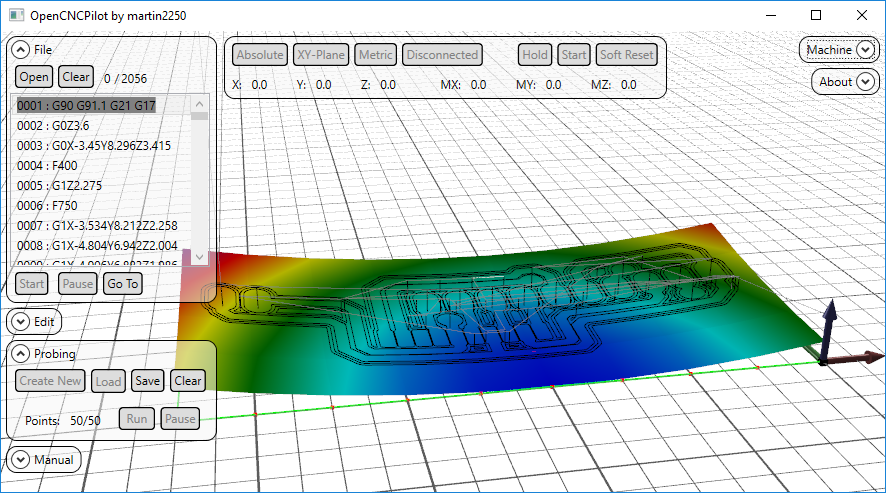
A repetier is ezt csinálja, ha a G32-vel felméri előtte, de ez az asztalon lévő hegyeket/völgyeket nem veszi figyelembe szerintem, csak a teljes asztal x és y tengely menti dőlését kompenzálja. Egy nagy asztalnál nem az a gond, hogy a jobb oldala feljebb van, mint a bal, hanem inkább az, hogy a közepe lejjebb van, mint a sarkai, ami lehet ettől még tök síkban, ha csak a sarkokat nézzük. Tehát kb. egy tölcsérbe nyomtatsz

De kipróbálom a Marlint, hátha ott egyben tudja a kettőt. Azt hittem ez alap, a kínai GRBL-es CNC gépem ezt alapból tudja, különben nem is lehetne vele NYÁK-ot marni, ha úgy működne, mint most a repetier.
-

kulu22
aktív tag
Erre való a
// Set the number of grid points per dimension.
#define GRID_MAX_POINTS_X 3
#define GRID_MAX_POINTS_Y GRID_MAX_POINTS_XKérdés persze, hogy érdemes-e mondjuk 20-at beállítani és ilyen mennyiségű kompenzációt (esetünkben 400 pont) le tud-e kezelni? Mondjuk nyilván csak hozzáadja/kivonja nyomtatás közben az aktuális pozícióhoz tartozó legközelebbi mérési pontok átlagát, amit ugye egyébként is megtesz ilyen esetben.
Látom, közben izisz is bővebben kifejtette...
[ Szerkesztve ]
-

compi.hu
senior tag
-
kzkz
őstag
Íme:

Luigi szemét kicsit elrontotta, illetve kicsit több anyag is kell majd. Belülre is kellett volna 3-4 vonal brim, mert írtó vékony a modell sok helyen.
Sajnos elég magasról indította a nyomtatást, ez rányomta a bélyegét a többi rétegre is. Kb 0,05-0,1mm-rel lejjebbről kell majd kezdenem.
Azt asztalon látszódnak még a repetier firmware emlékei, a bevésett barázdák

Érdekes, hogy ott 160 steps/mm volt az x y motor beállítása, marlinban 80-ra kellett tenni, és az egyik motort még inverzbe is.[ Szerkesztve ]
-
elvakúlt
csendes tag
Az előzőbbeikben linkelt motorvezérlő is tele van tűzdelve diódákkal, de annál nem igazán oldotta meg a nagyobb mikro lépésnél a pontatlanságot és a szabálytalan járást. Anno úgy gondoltam, hogy a tüskék szórása miatt alkalmazzák, azt a rengeted diódát. Annál a vezérlő típusnál a teljesítmény elmaradt a felvett áramerőséghez képest. Ez okból asszociáltam az előzőbbeikben ha kisiklottam volna, abban az esetben elnézést kérek!
-
elvakúlt
csendes tag
Köszönöm a linket, és a figyelemfelhívást!!!
Apró kis motorvezérlő sikeres konstrukció, ha csak ebből a sebből vérzik. Én nem fordítottam ekkora (gondot vagy figyelmet) a nyomtatókészítéskor, valószínű, azért mert nem tapasztaltam motorjárási hibát. Anno cnc építésből kimaradt (nem tartottam piacképesnek) vezérléssel oldottam meg. [kép] -
Saccco
nagyúr
Köszi.
Már panaszkodni akartam, hogy nincs Tarantulá-hoz való, T2, ha minden igaz, erre megtaláltam az scad file-t.
PLA-ból is bírja?compi.hu:
Csak az auto level mellékhatásaként merült fel.█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

fape
senior tag
Hogy legyen egy kis on topic is, ne csak a kínai kitek

Sajnos minden részletét nem értem kristálytisztán a cikknek :S Az említett smoother van bármi haszna egy A4988 vezérlőnél? Mintha valahol azt olvastam, hogy csak az extrudernél van haszna. Igaz lehet?
Egyedül egy flyback diódás boardot találtam amit jó lehet az A4988hoz: SilentStepStick Protector. Szerencsére teljesen más a kapcsolási rajza. Ennek lehet haszna esetleg?[ Szerkesztve ]
Nem ezeket a drónokat keresik!
-
Saccco
nagyúr
Nem állítottam utána.
0,2-höz 0,1mm tartozna. Ökölszabály mentén Nozzle átmérő osztva kettővel. Gyors munkához mehet 75% magasság az átmérőhöz képest, minőség rovására persze.A rajzolat megjelenítése volt a cél.
Korábban linkeltem képet olyan fogaskerékről, amit 0,2-es átmérővel és 0,1mm-es rétegvastagsággal nyomtattam.
[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
-
Saccco
nagyúr
Az S3D által (alapból) gondolt 0,48mm nagyon sok a 0,4-hez. Nyomtattam vázát, ott megmértem és 0,41-0,42mm a extrudált réteg szélesség. Szerk.: Cura-ból nyomtattam, de most elbizonytalanodtam, hogy mahinál-e ezzel az értékkel.
[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

Yofej75
aktív tag
 köszönöm a további tanácsokat.
köszönöm a további tanácsokat.
Nagyberuházás közben vagyok és lehet, hogy nem marad sok pénz egy nyomtató beszerzésére a kérdésemre a látszólagos kedvezmény adott számomra indokot (meg az "ingyen" filament).
Ha marad a zsebben akkor még jelentkezem és előre is köszi a további támogatást
Azt nem írhattam ide, hogy "nincs aláírásom" ezért ide írom, hogy "Azt nem írhattam ide, hogy "nincs aláírásom" ezért..."...
-
Saccco
nagyúr
Alu váz, viszont minden, ami nem extrudált profil az akril.
Leginkább csak az asztalnál gond, a többi nem.█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █




 .
. .
.






























Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja

Állásajánlatok

Cég: Alpha Laptopszerviz Kft.
Város: Pécs

Cég: Ozeki Kft.
Város: Debrecen