- Xiaomi 13T és 13T Pro - nincs tétlenkedés
- Poco X6 Pro - ötös alá
- Véroxigénszintet is mér a Honor Band 5
- Vodafone-ra áttért Digi Mobilosok
- Google szolgáltatás (GMS) Huawei telefonokra
- Alcor e-Pad - van még remény
- Ennyibe kerülnek a Huawei Pura modellek Európában
- Telekom mobilszolgáltatások
- Samsung Galaxy S24 - nos, Exynos
- Samsung Galaxy S23 és S23+ - ami belül van, az számít igazán
Hirdetés
-

Alacsony fogyasztású, 128 GB-os szervermemóriát kínál a Micron
ph Az új RDIMM TSV technológia alkalmazása nélkül éri el a címben említett tárkapacitást.
-

Letartóztatták a bitcoin-Jézust
it Amerikai adókerülés vádjával, Spanyolországban tartóztatták le a bitcoin-Jézusként ismert Roger Vert.
-


Free Play Days 2024 - 18. hét: Headbangers: Rythm Royale
gp Extraként a Star Wars Jedi: Survort is kipróbálhatjuk 5 óra erejéig.






Új hozzászólás Aktív témák
-
#9058
 BloodPandus
csendes tag
BloodPandus
csendes tag
BloodPandus
csendes tag
Segítség kellene!
Ferdefogazású fogaskereket kellene csinálni danamidba 5x5 darabot.
2-es modul, 20-25 fogszám közötti.
Részleteket privátba megírom, ha valaki esetleg meg is tudná csinálni. (nagyjából 2 héten belül...) -
#9059
 zolikaDB
veterán
BloodPandus
#9058
zolikaDB
veterán
BloodPandus
#9058
zolikaDB
veterán
válasz
 BloodPandus
#9058
üzenetére
BloodPandus
#9058
üzenetére
Ehhez eleg egy 4 tengelyes Mazak?
-
#9060
BloodPandus
csendes tag
zolikaDB
#9059
BloodPandus
csendes tag
-

Antoan
csendes tag
Szia! Az általad feltett kérdésre tudom ajánlani, a Tungaloy márkanevet képviselő szerszámokat, megfelelő paraméterekkel, hosszabb élettartamú, mint a Seco, és kis társai. Jóideje dolgozom inkonel anyagokkal, eég takony cucc.
Egy link, amely elnavigál a magyar márkaképviselethez:
http://www.tungaloy.co.jp/hu/products/cutting/cutting_01.htmlMX1000 rulez
-
#9063
zolikaDB
veterán
BloodPandus
#9062
zolikaDB
veterán
válasz
BloodPandus
#9062
üzenetére
A legdragabb tungaloy jobb, mint a legolcsobb wnt... Na, erted...
Nekem annyi volt a bajom az itteni emberukkel, h tobbet hazudott, mint a tobbi.
De pl a wnt nem a legjobb, csak ha póver túllal kell dolgoznod, akkor császár.
Minden viszonyítás kerdese.
Pl, nalunk a titaniumhoz valo lapka jott be KO38-hoz a Secotol Ezt rakd ossze.
Ezt rakd ossze. -
zolikaDB
veterán
Nalam az osszes WNT szerszam: 1-2 darab porkohaszati HSS nagyolo, meg egy HCBN lapkas sikmaro. Par Seco, Komet telibefuro, ja, WNT Unifurok, a kemenyfem reszleg meg kereken 1 eve nagyjabol ugyanaz, csak mikor ki elezi. 12-t 7-8-ig is
Tenyleg. Az ujak pover túlok, amit a tánderbolt/bravo tools elez... -
Antoan
csendes tag
Üdv mindenkinek!
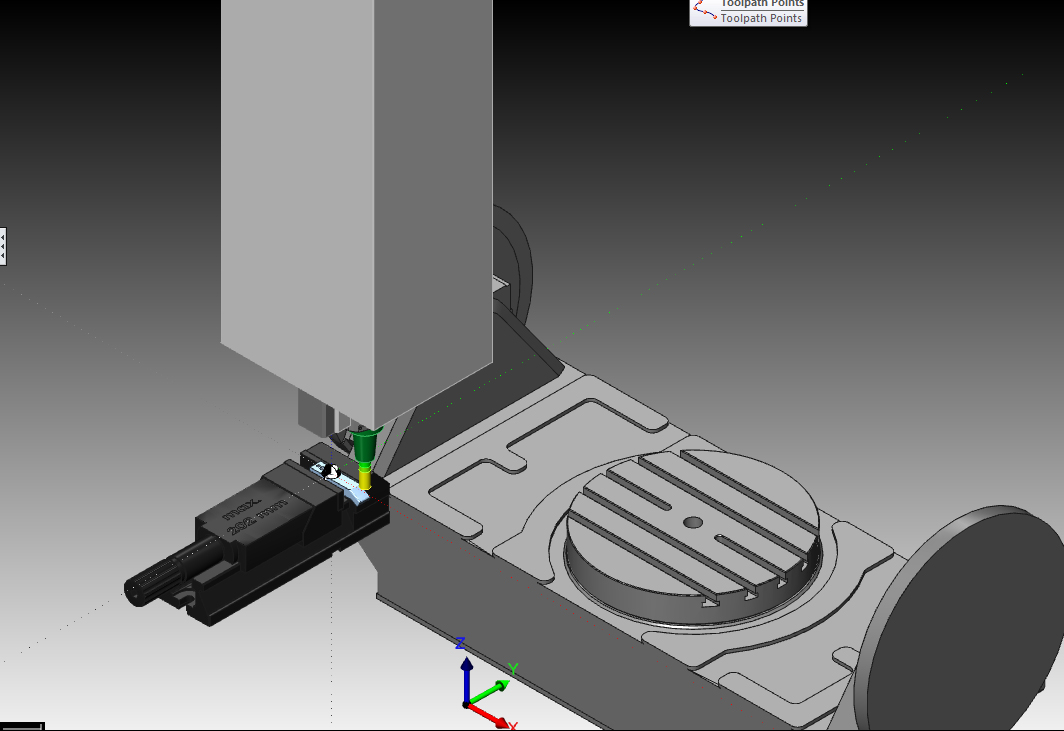
Egy válasz reményében írok most, mert olyan problémával találkoztam, amire lehet egyszerű a válasz, és lehet eddig én nem bukkantam rá, de valójában a kérdésem,
aSolidCAM 2013 Maschinen Editorhoz fűződően lenne kapcsolatos. Adott egy posztproci, ahhoz minden nemű grafikusan megjeleníthető szerszám gép, amely 5 tengely vezérlésű. A megmunkálást gyönyörűen elkészítem, ezzel nincs is baj, az asztalforgatásokat szintén megoldom. De amikor a gepi szimulációra kerül sor, a satut alapértelemezetten a gépi nullponthoz viszonyítva jeleníti meg, és nem a körasztalon. A kérdés, hol tudom én eltolni vagy a nullpontokat, vagy hogyan tudnám beállítani a satut a körasztalhoz képest úgy, hogy az a körasztalom közepére essen, és a megmunkálás a munkaterületen végződjön, ne a ,,levegőben" ?
Remélem rábukkan erre a kérdésre egy olyan barátságos személy, aki a hobbi szinttől kissé jobban ismeri a SolidCAM alapvető dolgait.
Várom a mihamarabbi válaszokat, előre is köszönöm.Íme egy kép is arról, hogy miről lenne szó.
Antoan...[ Szerkesztve ]
MX1000 rulez
-
Antoan
csendes tag
válasz
 zolikaDB
#9067
üzenetére
zolikaDB
#9067
üzenetére
Köszönöm a segítséged, így most abban a topickban is feltettem a kérdést.
Noha az utolsó bejegyzés jócskán négy évvel ezelőtt lett bejegyezve, és tekintettel arra, hogy a CNC programozók köreiben is elég elterjedt manapság a CAD, így bizakodva tettem közzé itt is a felkérést, hátha esetleg találkozott már valaki más is ezzel a problémával.Köszönöm, mégegyszer
MX1000 rulez
-

kpityu2
őstag
A konkrét progit nem használom, de az ilyen szimulációknál az induló beállítások között szokott lenni olyan beállítási lehetőség, hogy a program (CAM rendszer) nullpontja hol legyen a gépi nullponthoz képest.
Okos mérnök a hülyeséggel is kalkulál. Avagy, a "Figyelj oda jobban" tábla nem munkavédelmi eszköz....
-

kisjuhi
csendes tag
Sziasztok!
Az lenne a kérdésem, hogy tudtok-e segíteni abban, hogy találjak egy olyan embert, aki meg tud munkálni egy RC etetőhajó sablonját, MDF tömbből. A problémám az, hogy a méret miatt nem fér nagyon bele Z irányban semmilyen 3 tengelyes gépbe, mert a szerszámmal együtt kb 500mm kellene elmozdulni.
Érdekelne árajánlat is, ha valaki megtudná csinálni.méretek (mm): 680x250x~250
Kérdésekre priviben válaszolok!
Üdv: Juhi
-
-
Antoan
csendes tag
válasz
 kpityu2
#9070
üzenetére
kpityu2
#9070
üzenetére
Köszönöm pityu a segítséget.
Azt elértem, hogy középre került a satu delta eltolással, de ennél több információm nincs a gépi nullponthoz viszonyítva, hol helyezkedik el, a Z nulla, X nulla, Y nulla. A satu magasságát megtudom mérni, de már a gépi szimulációban a gépi nullponthoz képest nagyon sokat kellene számolgatni ahhoz, hogy tudjam honnan vegyen nullát a következő művelethez. Ergo így jóval túlbonyolódik a helyzet, és hiszek abban, hogy kellene lennie egy egyszerű jó megoldásnak is.
Köszönöm
MX1000 rulez
-
kpityu2
őstag
Az egyszerű megoldás szoftverfüggő, de általában nincs olyan opció, hogy két kattintással helyre tedd. Ha a szimuláció nullpontját nem az asztal közepére tették (általában azért oda szokták) akkor bizony szórakozni kell. Ez azt jelenti, hogy megnyitod szerkesztésre a gép objektumfáját és a megfelelő értéket átírod. Akár saját gépet is csinálhatsz, annyira nem bonyolult.
Van a szimuláció nullpontja és van a CAM rendszer nullpontja. Ezek egymáshoz való helyzetét neked kell beállítanod. Van amikor kapsz ehhez szoftveres segítséget, van amikor nem. Sajnos, mint mondtam a konkrét szoftvert nem ismerem, ezért nem tudom megmondani hova kattints, csak az eljárást próbálom megvilágítani. De a részleteket a modul súgójában szépen le szokták írni.
Okos mérnök a hülyeséggel is kalkulál. Avagy, a "Figyelj oda jobban" tábla nem munkavédelmi eszköz....
-

golyani
addikt
válasz
 kisjuhi
#9073
üzenetére
kisjuhi
#9073
üzenetére
Formula student üléshez csináltuk úgy a sablont, hogy 6 darabra szedtük a mintát, úgy hogy beférjen a gépbe. aztán így a 6db tömböt illesztették össze a srácok és úgy adta ki a komplett ülés formáját.
CAM:
Topsolidban úgy néz ki az ilyen satus dolog, hogy először a satut rendelem hozzá az asztalhoz, onnantól kezdve akárhova megy az asztal viszi/forgatja magával a satut is. Utána satuba fogás opcióval helyezem a darabot a satuba.
[ Szerkesztve ]
-
Antoan
csendes tag
válasz
kpityu2
#9078
üzenetére
Köszönöm biztató gondolataid
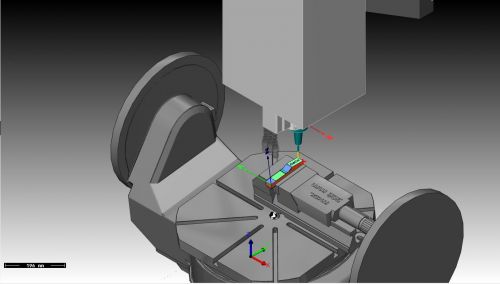
A gépszerkesztőben próbáltam belenyúlni az eltolásokban, röviden annyira jutottam, hogy a tengelyforgatást megelőző, normál asztalhelyzetben, már már sikerült középre varázsolni a befogót, és a megmunkálni kívánt alkatrészt. De betyármód bele lehet bonyolódni, ma, csak legalább 100x fogtam neki
Viszont ténylegesen, a gépi nullapontot nem tudtam középre tenni... Szívás ugyan, de lelkes vagyok, nem adom fel Talán kitartásom meghozza majd a gyümölcsét, ha jutok valamire, azt megosztom veletek, hátha más okulhat ebből Most következik az a rész, amikor a gpptool ba nyúlok bele manuálisan, és megpróbálom visszafejteni, hogy hol lehet odatenni a gépi nullpontot, ahová nekem kell

[ Szerkesztve ]
MX1000 rulez
-
Antoan
csendes tag
válasz
 golyani
#9079
üzenetére
golyani
#9079
üzenetére
Neked is köszönöm a tanácsokat, de megemlítem, hogy solid-cam al van dolgom és szeretnék belekezdeni már egy öttengelyes komplexebb munkába. Kaptam én is olyan tanácsot, hogy a satu modeljét, tegyem makróba, de ennek a lépéseit nem igazán ismerem, és ahhoz még semmilyen információm, anyagom nincs, hogy valahonnan legalább elindulni tudjak
Köszönöm az ötletet, kutakodok, túrom az internet feneketlen bugyrai

MX1000 rulez
-
#9082
 Danivagyok
csendes tag
Antoan
#9080
Danivagyok
csendes tag
Antoan
#9080
Danivagyok
csendes tag
Szia!
Nem tudok érdemben segíteni, mert a solidcam-et csak 3d-ben használom. De annyit hozzátennék, hogy a gpptools mappában a gép kinematika a .mac fájlokban van leírva, itt teheted át a gépi nullát is. A .gpp fájlok a szerszámpályák G kóddá konvertálását szabályozzák, azaz ez maga a posztproci. A file szerkesztéshez a wordpad is elég.Mindenki végezzen adatmentést MOST!
-

blasko92
őstag
Napi tudományos bölcselet. Állandó vágósebességnél a maximális fordulatból számolja a gép a VÁGÓSEBESSÉGET!!!.... Maaargit, nórmális?
 Ennek az a lényege, hogy egy max 1500-as fordulattal, 100-as vágóval egy 100-as átmérőn más fordulattal fog pörögni a darab, mint mondjuk 2500-as maxxal. Szóval az általunk ismert V=D*Pí*N/1000 képlet fostaliga. Konkrétan ezt akarta bemagyarázni nekem nem egyszer. Ez csak akkor igaz, amikor a konstans vágóval eléred az általad megadott max fordulatot, viszont utána sem számol a vágósebességet, hanem a konstans kerületi sebesség átmegy konstans fordulatba, és egyre csak csökken a vágósebesség.
Ennek az a lényege, hogy egy max 1500-as fordulattal, 100-as vágóval egy 100-as átmérőn más fordulattal fog pörögni a darab, mint mondjuk 2500-as maxxal. Szóval az általunk ismert V=D*Pí*N/1000 képlet fostaliga. Konkrétan ezt akarta bemagyarázni nekem nem egyszer. Ez csak akkor igaz, amikor a konstans vágóval eléred az általad megadott max fordulatot, viszont utána sem számol a vágósebességet, hanem a konstans kerületi sebesség átmegy konstans fordulatba, és egyre csak csökken a vágósebesség.Lehet, hogy fiatal vagyok, meg szemtelen, és még van mit tanulnom, de tudom mit jelent az, hogy állandó. Ezt még az én gyomrom sem veszi be.

[ Szerkesztve ]
-
#9084
 csiziktomi
senior tag
csiziktomi
senior tag
csiziktomi
senior tag
Sziasztok!
Olyan programot keresek android alá amivel fel lehet tölteni,illetve lementeni programot a megmunkállóközpontról.RS232 kapcsolaton.
-
Antoan
csendes tag
Kedves Barátaim.
Hosszas kutakodás után ( minimum 1-2 nap) rájöttem, mi volt a probléma. Elsősorban arra gondoltam, hogy nullaponteltolással, kiszórakozom hogy a gépi szimulációban ott dolgozzon a szerszám, ahol a munkaterület lenne. Ahhoz hogy minden műveletet végre tudjak hajtani, (Marás, Fúrás..Stb.) elég körülményes lett volna, minden nullapont eltolást végigszámolgatni. Már a feladás küszöbén álltam, mikor megnyitottam a szimuláláshoz behívott filet. Ezek kiterjesztése, lehet MAC, az én esetemben vmid. És ott derült ki, hogy a szimuláláshoz használt modellt, melyik könyvtárból szedegeti elő. A lényeges parancssorokat írnám ki. <Machine ID="0" DeviceNumber="0" Name="Hermle-C30_iTNC530_5X_TZ" CatalogNum="000001" Type="0" Ver="18" MinSpin="0" MaxSpin="0" Company="Hermle" Model="Hermle C30" ControllerName="" RelativeGppFolder="" OperationType="0" MachSimName="5XHermle_C30_TZ" <-- És ebben a parancsban volt egy igen érdekes hiba. A MachSimName (azaz a szimulációs géphez tartozó modellkönyvtár neve) Egy ugyan olyan gép könyvtárát hívta be csupán a típusa volt más, az esetemben Hermle_C40U. Miután átütöttem a fájlok elérési útvonalát, és megadtam a helyes gépi szimulátor modellének könyvtárát, elérési útvonalát, úgy máris annak a gépnek a szimulációs modellével tudtam dolgozni, amelynek helyesen lettek meghatározva a gépi nullapontok.
MX1000 rulez
-
blasko92
őstag
Akit olyan nagy becsben tart a szintén műszaki analfabéta tulaj
Az a helyzet, hogy hiába vagy pénzes cégtulajdonos, meg hiába forgagod jól a zsét (gondolom tudod melyik népre gondolok...) , ha nem értesz a vállalkozásod profiljához ott basznak át ahol csak érnek. És miért ne tennék meg?Vannak ám még hasonló dolgok amiket inkáb nem írok le, jobb a békeség

-
#9089
 Rodzser Mór
senior tag
Rodzser Mór
senior tag
Rodzser Mór
senior tag
Sziasztok!
CNC megmunkálógép (eszterga+maró) gép főorsójában elfér 100-120mm átmérőjű cső? Tudja ezt adagolni magának vagy milyen plusz műveletet kell beiktatni?
-
#9091
 nchelp
tag
Rodzser Mór
#9089
nchelp
tag
Rodzser Mór
#9089
nchelp
tag
válasz
 Rodzser Mór
#9089
üzenetére
Rodzser Mór
#9089
üzenetére
ha elég nagy a gép... ez már megint egy érdekes kérdés volt...
nchelp
-
#9093
zolikaDB
veterán
Rodzser Mór
#9089
zolikaDB
veterán
válasz
Rodzser Mór
#9089
üzenetére
Ez inkább eszterga.
Ezeknek a gépeknek van egy rúdáteresztése, ami X mm átmérőben ugye.
Mint száladagoló, az is létező gép.
A csőesztergálás megint egy kellemes téma Bár ebben a méretben annyira nem kellene, h veszélyes legyen, kérdéses a falvastagság.
Nos, ha találsz megfelelő méretű esztergát, amihez van adagoló, akkor megoldható a dolog.Hülye példa, de ennek is 100mm az orsófurata
Nyilván megvan az oka.[ Szerkesztve ]
-

Sanyaaa26
senior tag
Sziasztok!
A következő nagy kérdésem lenne, biztos van köztetek aki ismeri a cimco edit nevű programot, eddig a5-ös verziót használtam melóban gond nélkül. Viszont most a 7-es verzió került tesztelésre, folyton olyan problémát csinál hogy az összes g kód után pontot rak, a vezérlő egy siemens 840d. Már átnyálaztam az egészet, de nem értem mi a gond, előre is köszönöm. -
zolikaDB
veterán
Napi Fanuc.
Kollega csinal egy szerszamot, benne 4 feszek, 2 jobbos, 2 balos.
Kiszenvedi Manual Guide-al a szabadkonturos SL ciklusos kibontast.
Probakor, 0.1 melyen szepen megcsinalja. Atirja a melyseget Z-10-re. Zold gomb, orso all, semmi, eltelik vagy 20 masodperc, megmoccan a gep, es le is all hibaval.
Valami olyasmi, h nem tud szerszamutvonalat szamolni (not possible tool path calc)...
Kinlodik egy darabig, semmi.
1 tized melyen jo.
Megoldas, tádááám: visszairja 10-re, vart vagy 3 percet, zold gomb, es megy szepen....
Pfff.... -

TGWH
őstag
Mindig mondtam, hogy megéri takarítani
előkerült a hiányzó tokmánypofa, meg pár vadi új szerszám Szeretném harsogni kétkedők fülébe, Szeretném égetni reszketők lelkébe, Lángbetűkkel írni véres magyar égre: Ez a hit a fegyver, hatalom és élet, Ezzel porba zúzod minden ellenséged, Ezzel megválthatod minden szenvedésed. E jelszót, ha írod lobogód selymére, Ezt, ha belevésed kardod pengéjébe














 Ezt rakd ossze.
Ezt rakd ossze.













 Ennek az a lényege, hogy egy max 1500-as fordulattal, 100-as vágóval egy 100-as átmérőn más fordulattal fog pörögni a darab, mint mondjuk 2500-as maxxal. Szóval az általunk ismert V=D*Pí*N/1000 képlet fostaliga. Konkrétan ezt akarta bemagyarázni nekem nem egyszer. Ez csak akkor igaz, amikor a konstans vágóval eléred az általad megadott max fordulatot, viszont utána sem számol a vágósebességet, hanem a konstans kerületi sebesség átmegy konstans fordulatba, és egyre csak csökken a vágósebesség.
Ennek az a lényege, hogy egy max 1500-as fordulattal, 100-as vágóval egy 100-as átmérőn más fordulattal fog pörögni a darab, mint mondjuk 2500-as maxxal. Szóval az általunk ismert V=D*Pí*N/1000 képlet fostaliga. Konkrétan ezt akarta bemagyarázni nekem nem egyszer. Ez csak akkor igaz, amikor a konstans vágóval eléred az általad megadott max fordulatot, viszont utána sem számol a vágósebességet, hanem a konstans kerületi sebesség átmegy konstans fordulatba, és egyre csak csökken a vágósebesség.










Új hozzászólás Aktív témák
● nem beszélgetős OFF topic!
- NVIDIA GeForce RTX 4080 /4080S / 4090 (AD103 / 102)
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- Milyen TV-t vegyek?
- Xiaomi 13T és 13T Pro - nincs tétlenkedés
- Házimozi belépő szinten
- Anglia - élmények, tapasztalatok
- antikomcsi: Való Világ: A piszkos 12 - VV12 - Való Világ 12
- World of Tanks - MMO
- nVidia tulajok OFF topikja
- btz: Internet fejlesztés országosan!
- További aktív témák...

- Új Bestway medence vizforgatóval akciós áron
- Részletfizetés. Bontatlan. noblechairs ICON székek azonnal . Utolsó darab raktáron +36301300000
- ABSINA 1 fázisú elektromos autó mobil falitöltő 3kW, 13A
- Nagyon szép Delonghi Dinamica ECAM 353.15.B automata kávéfőző
- Érintőgombos Jura C65 automata kávéfőző cappuccino fejjel
Állásajánlatok

Cég: Promenade Publishing House Kft.
Város: Budapest

Cég: Ozeki Kft.
Város: Debrecen