- Magisk
- Xiaomi 14T Pro - teljes a család?
- Samsung Galaxy A16 5G - a hetedik évben megpihen
- Milyen okostelefont vegyek?
- Okosóra és okoskiegészítő topik
- Mobil flották
- Hat év támogatást csomagolt fém házba a OnePlus Nord 4
- iPhone topik
- Xiaomi Mi 11 Lite - 4G-vel vagy 5G-vel kéred?
- Motorola G86 - majdnem Edge
-

Mobilarena



Új hozzászólás Aktív témák
-

izisz
senior tag
Pedig én is a Sacco által vázolt pontok szerint csinálom.
Annyi, hogy brep utan a solid modellen törölgetek (még history ON elott). A legtöbb egy síkban lévő háromszög egyesülni szokott, amint del-t nyomsz az egyiken (csak azonos síkban lévő háromszögeket egyszerűsít ki ilyenkor)
Ha nagyjából pofás a modell, akkor history ON (meg persze a mesh object törölhető, már nem kell).
Nálam is volt már, hogy egyértelműnek tűnő háromszöges placcot nem egyszerűsített ki, ott másikkal lehet próbálkozni és DEL. Ha nagyon nem akarja, akkor olyan geom forma, amin már nem tud ritkítani.
Íves formák, körök, furatok belső fala: felejtős. Ezeket 3 pontos körrel könnyű újrarajzolni majd ezzel (esetleg offszetelve) vágni és letisztulnak a furatok, hengeres formák is. -

Saccco
nagyúr
Nyomj egy törlést arra a kijelölt háromszögre, attól sima lesz a felület, utána talán már ki lehet húzni.
Ha nem akkor, project-eld le az egészet, húzz ki egy új testet és kombináld.
-----------
Én így szoktam:
- capture design history kikapcs
- insert mesh
- ha nagyon sok a triangle, akkor reduce-olni kell, mielőtt átrakod brep-be
- mesh to brep
- capture design history vissza -
-
-
Thorus
aktív tag
Én az Ender 3-hoz festo és eisele csatlakozókat használok. A gyárihoz képest sokkal jobbak.

Mikor lecseréltem a gyári lapot egy 4mm vastag biztonsági üvegre a heatbed közepe nem volt annyira meleg mint a széle. Egy kis olajteszt után rájöttem, hogy maga az alu fűtőlap nem sima. A rendes hőátvitel érdekében bevetettem az egyetlen normális anyagot amit éppen találtam.
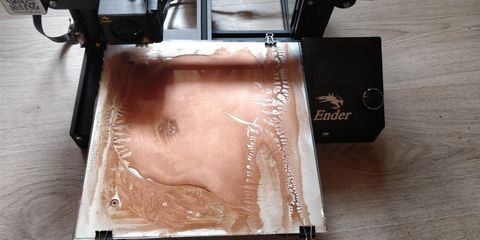
Lehet hülyén néz ki de most tökéletes a hőelosztás. Ha majd le akarom venni az üveget az biztos, hogy egy kihívás lesz. -

bigrob
őstag
Jól csináltad, Ender-3-hoz előre megrendeltem ezeket a "coupler"-eket, csak a fém fogas verziót (nem tudom mi magyarul bocsi..), mert olvastam, hogy a gyári elég gyengén tartja a ptfe csövet, illetve a ptfe cső túl lágy a fogakhoz ami a helyén tartaná. (talán műanyag fogak is vannak a gyáriban?)
-

compi.hu
senior tag
A motort jó drágán vetted, 8USD körül simán ki lehet már fogni ezeket. Az, hogy a motor hány voltos, sokat nem oszt vagy szoroz, mivel a driverben úgyis van áramkorlátozó áramkör (ennek a maximális áramát állítod a potival). Viszont a 8825-nek alacsony névleges feszültségű motorokkal van egy nyűgje, ami miatt nem árt a motor és a driver közé egy úgynevezett smoother, ha pontos microsteppinget akarsz.
A maximális áramot a driver IC adatlapja szerint a Vref/(5*Isense) képlettel kapod meg, ahol Rsense általában 0.1 Ohm, hacsak nem valami különleges állatfajjal hozott össze a sors. Ezesetben a képlet Vref*2-re egyszerűsödik, azaz 1.2A-hez 0.6V-ra kell állítsd a referancia feszültséget.
A referenciafeszültséget pedig egyszerűen a poti fémházán tudod megmérni (a táp negatív pontjához képest.) -
Saccco
nagyúr
A CoLiDo jó, de nekem az egyik tekercsen volt egy csomó.
A bq rossz én nem ajánlom.
A Devil Design nagyon jó.
A Tesla filament nagyon jó, a tekercs hibamentes.
A 3Dee PLA-N01 szintén elég jó, itt sem volt gubanc.Az X-Filament birizgálja a csőröm.
Illetve a PETG úgy általában és a DD TPU szintén birizgálja a csőröm.
-
izisz
senior tag
ustepet nyomtatás közben nem állítunk!

Egész lépéses üzemmód 1.8°-ot (az átlagos léptető mocik, de ez moci függő) lép egy moci.
Ezt a szöget oszthatjuk tovább virtuálisan lépésekre (virtuálisan, mert a a tekercsáramokkal játszik a driver, hogy 2 egész lépés között tartsa a motor forgó részét - ezért is van hibaszázalék meghatározva a lépésre)
Azt egyszer beállítod, ahhoz és a pulley-hoz meg a szíjhoz beállítod a step/mm értéket a firmware-ben és az úgy marad, míg szét nem esik a nyomi vagy nem változtatsz a hardveren.
A gkódban csak az van, hogy melyik koordinátára menjen a nyomtató és milyen gyorsan (egy G0 vagy G1 sor általában).
Ezt a FW átfordítja, a step/mm beállítás alapján számol, hogy hány STEP (impulzus) kell az adott tengelyen, hogy a fej odamenjen (és melyik irányba, DIR). És kiküld annyi impulzust a szükséges tengelyeknek, a mocik pedig forognak (dióhéjban, bár ennél a planner kicsit szofisztikáltabb, de ebbe ne menjünk bele).
Számít az is, hogy a mocin hány fogszámú és átmérőjű pulley van, befolyásolja a megtett út hosszát.
ustep osztó növelésével (pl. 1/8-ról 1/16-ra) a motor nyomatéka csökken, cserébe finomabb mozgást ad (mellékhatása, hogy csökken a rezonancia is, a motor "ugráló" mozgása némileg simul, ahogy csökkented a ustep-et; indokolatlanul nagy értékű osztóval nő az esélye a lépéstévesztésnek, hisz már 1/32-vel is az 1.8°-ot 32 virtuális lépésre bontja, csökken az esély, hogy egy meghatározott pozíciót biztosan felvesz és megtart a moci és nem ugrik egy szomszédosra). -

janek69
senior tag
Nekem még ilyen gondjaim nem voltak,mert nem nyomtattam úgy,hogy ne lettem volna ott mellette,ellenben ezek alapján érdemes lenne,akár primitív módon is csinálni egy mikrokapcsolót egy karral,amin egy tárcsában futna rugó ellenében a filament és ha megakad,elkezdené feszíteni és jelezne,esetleg le is állítaná a nyomtatást,mielőtt megállna az extrudálás.
-
Saccco
nagyúr
"Meg kell keresni a g kódban a megfelelő layert, az előtte lévő kódsorban kivinni a fejet valahova, g kód: pause, filament csere?
Mitől fog továbbmenni?"
Pont ez a két módszer van.
A gcode-ba írással egyszerűbben lehet infill-ben is cserét indítani. Az LCD gombnyomására továbbmegy."Mi a gond a S3D-vel?"
A layer bekezdésnél nagyon csúnyán kitüremkedik az anyag, CW-vel nem csinálja. Nem hiszem, hogy általános gond lenne, nekem csinálja.
Nem volt kedvem babrálni, így ráhagytam.
3.
Nem lehet beállítani, csak azt a hármat, amit írtál. De egy lyukról nem tudja eldönteni, hogy az most furat, vagy belső üreges rész. Lekódolni sem lenne egyszerű, szerintem. -

szacsee
nagyúr
Szia!
Dobozzal: 700x700x650 minimum ajánlott
Doboz nélkül nem mértem, de 150 széles a kontroll doboz + 100mm van elhagyva a nyomtató és a doboz közt.
Z tengelyen levő extruder motor miatt viszont saccra :
500x700x650 méretű doboz kell.
Szél x mélység x magasság.
Bulldog csipeszt belemértem, de az asutal fűtőkábelnek ha nagyobb helyet hagysz (hátul) , akkor 720-740mm is lehet.
Szíjfeszítőm még nincs x és y tengelyen sem. -
-

Teasüti
nagyúr
Facebook-on van csoportja úgy 18000 taggal ha jól emlékszem. Nemigen találkoztam még panaszos poszttal, inkább a büszkeségeiket pakolják fel emberek, ilyen upgrade olyan upgrade, ilyen szép nyomat olyan szupi nyomat. És ez megy a végtelenségig, úgy fél órát görgettem a falat. Egy komolyabb panasz volt (nincs minőségbiztosítás, görbe tárgyasztalt küldtek, törött alkatrészt és szar a support), de őt egységesen kikiáltották trollnak, aki szimplán peches volt.
Ahogy nézem mindenki el van ájulva az általános minőségtől. -
Teasüti
nagyúr
Nézd meg a wish.com-on! Facebook csoportban nem rég rakta ki vki, hogy neten találni 20-50%-os kuponokat és vmi vicces áron kapta meg a cr-10-et. A másik meg 10s-t kapott a cr10 áráért.
Ezzel a csoporttal kellett volna kezdenem az ismerkedést.
Ugyanitt láttam sín upgrade-et is, két precíziós négyszög keresztmetszetű sínt rakott a tárgyasztal alá. Vmi Aliexpress-es hozzávaló, de nem néztem közelebbről.
ABS-hez be kell burkolni a gépet. -
izisz
senior tag
Mikor megjön, ráhúzod a rúdra és rögtön kiderül, melyik a jó (nem szabad kottyannia-lötyögnie a rúdon, kerregő hang sem jó)
A 12-es csapággyal én most pont megszívtam, 8-ból 4 kotyog. 12-es támasztott köszörült rúdazattal együtt jött 8 hasított 12-es csapágy+ház, 4 kotyog (meg egy golyósanya is kottyan, túl könnyen is forog az orsón - valaki: a golyósanya kottyanás sem korrigálható házilag, igaz? Nem segítene ha szétszedem, összerakom friss zsírba rakva?! (mondjuk nem "megbízható" alis rendelés, hanem BG akció volt, de akkor is copó)
(mondjuk nem "megbízható" alis rendelés, hanem BG akció volt, de akkor is copó) -
izisz
senior tag
A csipeszes megoldás is működik, de az anyát is meg tudod fogni egy hegyesebb/laposabb végű fogóval, lapjára rászorítasz, nem fordul el ha igen, nem szorítod erősen.
Amúgy ez a fajta "anyacsapda" szerintem meg pont frappáns megoldás, csak a nútot itt a plexi vázon kicsit nagyobb toleranciával vágták a kelleténél - szvsz. Pl. steel váz esetén pont passzolnak az anyák a kialakított helyre és nem is fordul el. Hozzáteszem, lehet maga az anya is kisebb, mint a szabvány (pl. kínai egységcsomag M3 dobozban voltak kakukktojás elemek; meg ha már becsavaráskor megszorul a csavar az anyában, azt nem érdemes beleerőltetni, inkább másik csavar/anya kell oda, hogy akadály nélkül becsavarható legyen, akkor kifelé is akadály nélkül csavarható) -

fabula
őstag
Köszönöm a választ.
Már én is letöltöttem a Fusion360-at és próbáltam is benne szeletelni, de nem csinálja meg arra hivatkozva, hogy az elvágó négyzet nem keresztezi az elvágandó objektumot, ami pedig nem felel meg a valóságnak. Előtte kipróbáltam a szeletelés funkcióját egy kockán és azon működött, de a betöltött szerintem nem túl bonyolult .stl modellen meg nem.
Más program van-e esetleg, ami tud darabolni stl modellt? -
-

kazmerr
aktív tag
A két Anet (A6, A8) elég közel áll egymáshoz, nekem is majdnem A8 lett, de elfogyott és volt épp akciós A6 EU-n belül
Amikor az A8-nak utánakapartam akkor alapvető hibának, a váz merevségét találtam, ezen kívül a bordás szíjak ha nincsenek elég feszesre húzva, akkor az is okozhat gondot. A gyári bordás szíj is gáz, mert nekem pl sima gumi volt valami nagyon gyenge hosszirányú szállal, az Y meg is nyúlt nekem kb 1 hónap alatt (kollégám 2 hete kapta meg az A6-osát, abban már erősített volt)
A cura annyira nem gáz, de nem megbízható, ahogy már írtam. Simán használd customban kicsit többet kell emiatt figyelni, de megéri hosszútávon, mert megtanulod mi mit hoz magával.
A ventin én is gondolkoztam, de szerintem felesleges (hacsak nem akarsz nagyon gyorsan cserélni színes nyomtatás miatt), a régi filamentet a motor tetején, elcsíped. Ki tolod vele amennyit csak tud, és beletolod az újat, kb 2-3 perc max és megvan. de 4-ből 1x elsőre sikerül.
Amit az A8-hoz még érdemes az a mosfet a hotbed fűtésére (én toltam a fejre is, ki tudja mi kerül bele, plusz az alaplapot ) és ATX táp, í]y egy rapsberryvel és egy relés kapcsolóval ki-be tudod kapcsolgatni (nekem kézközelből elkerül kicsit messzebbre, és emiatt volt fontos).
Egyébként van még itt más aki ezzel vagy hasonló kínai csodával barkácsolgat?
-
izisz
senior tag
ne bízz olyanban, aki ilyen "cable chain" cuccot nyomtat és még használja is a vezetékek "rendezésére" (3d nyomtatón!, rendes, bika cnc más tészta),
plusz aki a spoolt így felteszi a váz tetejére, abban se
annyiban látom értelmét, hogy ha indokolatlanul rátehénkedik az ember az X tengelyre (pl. fila csere) és lenyomod valamelyik oldalt (mert elég könnyen mozdul ugye mindkét Z tengely), akkor a másik oldal követi az összekötés (szíj+tárcsa) miatt. Ill. ha kézzel ohajtja valaki feljebb/lejjebb tekerni az X tengely, akkor elég az egyik Z-t kézzel tekergetni, követi a másik oldal. Míg kézzel úgysem fogod tudni olyan precízen tekerni egyszerre mindkét mocitengely toldót.
(DE, megkötötte a trapézorsó mindkét végét, rossz taktika ilyen girbe-gurba orsónál... vagyis én nem ajánlanám ezt a setupot, de Te döntesz) -
kazmerr
aktív tag
A Cura-val vigyázz, a filament vastagságot nem figyeli a 2.6-os, csak azt amit a custom settingsben állítasz be.
(Azt hiszem a 2.6.1-ben javították) Egyébként nincs nagy baj a Cura-val csak sokan a custom settings-el használják, emiatt pár alap hiba nem derül ki gyorsan...Nekem is van Devil Desig-os csomagom, és az olcsók között nagyon jó minőségű.
-
Chimpy
tag
Én pont tegnap próbáltam a DD filamenttel és a Cura-val nyomtatni, de borzalmas lett a végeredmény. Általában Slic3rt használok, csak most gondoltam kipróbálom a Cura-t is. Ugyan azt a Slic3rrel kinyomtatva hibátlan lett a végeredmény.
Szerintem inkább térj át egy másik programra. -

Dalee
aktív tag
Megjött a Devil Design kezdő hatos készlet.
Az eredmény ugyanaz, a Cura-s első réteg egy laza szövésű pókháló ami le sem tapad szinte.
A szokásos ellenőrző g kódos sakkfigura első rétege viszont a DD filamenttel sokkal szebb lett, szemre teljesen egyenletes, most már abszolút nem dereng át egy kicsit sem a fény az első rétegen, mint az előző filamnet néhol egyenetlen nyomatán, ha ilyen lenne a Cura is......
Egyértelműnek tűnik(egy kezdő ne tegyen ilyen állításokat), hogy a Cura masszív (legalább 50%-os vagy még több) under extrusionnal nyomtat, ezért nem tudok semmit normálishoz vagy legalább a normálist megközelítően nyomtatni.
A beállításokat elvileg a A8-hoz kapott pdf alapján állítottam be (Cura 2.6, DD PLA).
Szerintem a sebességet befolyásoló beállítások (első rétegnél még nem jutottam tovább):
Initial layer hight: 0.3 mm (próbáltam már 0.2-vel)
Initial printing temperature: 200 oC (volt már 210 is)
Initial layer print speed: 15.0 mm/sec
Initial fan speed: 0
Diameter: 1.75 mm
Flow: 100%
Van ötletetek, hogy mi lehet a baj vagy melyik lényeges paraméter nincs jól beállítva vagy egyáltalán nem is állítottam be. -

kristof_
tag
"2. Egy eszköz 0,5 mm-es szélesség mérésére. A mikrométer ideális, de egy tolómérő is jó lesz.
Rendeltem egyet Kínából, addig használom a tolómérőt."
Nem akarom az ördögöt a falra festeni, de egy Kínából rendelt mikrométert és a pontosságot nem lehet egy mondatban említeni. (tudom, tudom most pont megtettem) Olyan nagy lesz a mérési bizonytalansága, hogy azzal te értelmes mérést nem fogsz végezni. Hiába azt olvasod le, hogy az pont 0,5 mm az közel sem biztos, hogy annyi lesz. Jobban jársz szerintem, ha beszerzel magadnak egy minőségi tolómérőt. -
izisz
senior tag
Ha még mindíg Anet A8, akkor
1-2. OK
3. 1.8 fok
4. 1/16 a gyári anet boardon a beállítása a drivernek
5. Pontosan, GT2 16T gyárilag
6. Igen
7. Ez szerintem aWade extrúderekre vonatkozik, ahol 2 fogaskerekes áttétel van, Anet-en nem releváns
8. Egy csepp pillanatragsztó a rúd végére a plexihez rögzíteni. Vagy kis papírfecni kipótolod a rést a lezáró-elforgatható bigyusz és a rúd között. Vagy ehhez hasonlót nyomtatsz ([link])
9. nincs kommented -

Handesen
csendes tag
Ezt a linket néztem én is. köszi!
Emellett olvasgattam érdemes a heated bed vezetékét kicserélni, illetve a tápot ( mivel tüzet okoz ). Ez mennyire lehet aktuális az előzőleg linkelt/rendelt terméknél ?
Kínai töltőkre írják a bajt, illetve a csatlakozó cseréjét javasolják( szintén a heated bed-nél ) illetve plusz alkatrészt aminek a neve nem ugrik be.Ezen óvintézkedések nélkül használható lenne a kicsike? Mondjuk megrendelem egyszerre, de neadjisten a vezeték csak 1-2 hónap múlva jön meg. Akkor addig offos?
-

szaki7
tag
Ez ugyan annyiba kerül, de fából !!! van.
Az ABS PLA WOOD-ban ugyanis a WOOD a felépítésére utal.
Benéztem, hogy ezt rendelem az ANET A8 helyett.Annyira gyenge rétegelt lemezből készült a váz, hogy a Z motor le is szakadt útközben, a bórszilikát üveg (amit az alu heated bed HELYETT adnak, összetörve érkezett.
Küldtem üzenetet az eladónak, a két fényképet mellékeltem, próbálom visszaszerezni az árát.

-
izisz
senior tag
Hamár mazso elvtárs megszólított...
Gondolj csak bele logikusan. Adott X hőmérséklet. Ezen X hőmérsékleten Y sebességgel tolod a filát, lekattog.
És igen jól mondod, ott már nem képes elég gyorsan megolvadni. Vagyis mi következik belőle?
Minél gyorsabban akar valaki nyomtatni, annál följebb kell tekerni a kazánhőt (esetünkben a hotend hőjét följebb lehet tekerni, ha gyorsabban akarod az agyagot áttolni) De vigyázat, HA folyamatosan nagy sebességgel szalad át az anyag az még ok, de ha időnként, modell kis részleteinél lassulunk, DE a hőmérséklet ugyanaz marad, kicsi olvadt fila négeresedik, nem tesz jót az egészségének.
Egy nagyon jó oldal,
mindenegybencalibrationguide, fusd át.
(spoiler: nem a kinyomott filát kell mérni, hanem a betolt mennyiséget!)
A lemért értékeket átlagold, szó szerint számtani átlag. És az eredményt írod cura-ban fila átmérőnek. Ezt pedig a jövőben minden tekercsnél eljátszod.Asztal szintezést MINDIG a célhőmérséklet beállítás mellett csinálunk, ergó a fej és asztal is legyen arra a hőre felfűtve, amin amúgy nyomtatsz. És ekkor told a papírt a kettő közzé. És itt jöhetne az "SI mértékegység" (by mazso), hogy "épp csak érintse" vagy mint a szíjfeszességnél "legyen épp jó" (by Tom), helyette azt mondom, hogy amikor toszigálod a papírt a nozzli alatt és egyik végét fogod, a papír ne tudjon meggyűrődni, amikor toszigálod. Találd el pont azt a határt, amikor még épp át tudod tolni a papírt úgy, hogy a kezedben lévő fele nem hajlik fel/nem gyűrödik meg. Türelmesen végigjátszod és jó lesz. De azon se lepődj meg, ha időről-időre újra kell szintezni. Ez ilyen.
A fenti 2 fotódhoz: a sakkfigurából indulsz ki, ok. De az egy "gyári" gcode. (annak az első rétege valószínű az underextrusion+bed level miatt olyan lyukas). Összehasonlítva a másik modell első rétegeddel, egyértelműen slicerben van vmi hibásan állítva. Anethoz adnak cura profilt az SD kártyán, a régi cura-hoz.
Próbáld meg azt használni első körben. És akkor meglátod, hogy mi a különbség a Te beállításaid és a "gyáriak" között.
(Ha vagy FB-n, csatlakozz be ebbe a csoportba. File szekció tartalom nagyon hasznos. Illetve az emberkék is elég segítőkészek.DD filamentek: én valamikor januárban kezdtem el használni és nagyon elégedett vagyok vele. Ugyan csak PETG-t ÉS nincs más gyártóval összehasonlítási alapom, de ahogy mazso írta, ezért a pénzért nagyon korrekt.
Szálátmérő egész pontos, szabad levegőn tartom, de nem "nedvesedik" (![;]](//cdn.rios.hu/dl/s/v1.gif) ), véleményem szerint nem is nehéz vele nyomtatni. Könnyű fúrni, faragni. Egy dolog, amit látni kell, hogy míg a PLA-val pl. a szálazás 0-ra redukálható, bridge nyomtatás überkönnyű, addig a petg szerintem akárhogy variálsz, picit szőrös lesz (abszolút nem veszélyes, ismétlem PLA-hoz képest) ill. a bridge horror. Pl. míg PLA-val áthúzol 10cm szakaszt is a levegőben és majdnem vízszintes lesz a bridge, addig a petg "bekókad" (de jó szó, nem tudom, mi a szakik szava rá
), véleményem szerint nem is nehéz vele nyomtatni. Könnyű fúrni, faragni. Egy dolog, amit látni kell, hogy míg a PLA-val pl. a szálazás 0-ra redukálható, bridge nyomtatás überkönnyű, addig a petg szerintem akárhogy variálsz, picit szőrös lesz (abszolút nem veszélyes, ismétlem PLA-hoz képest) ill. a bridge horror. Pl. míg PLA-val áthúzol 10cm szakaszt is a levegőben és majdnem vízszintes lesz a bridge, addig a petg "bekókad" (de jó szó, nem tudom, mi a szakik szava rá  ). Ezen kivül a petg olyan fényesebb felületet produkál (meg persze ott vannak az átlátszó színek), a PLA (DD) kicsit mattabb DE cserébe szép, egyenletes, sima a modell utolsó porcikája is.
). Ezen kivül a petg olyan fényesebb felületet produkál (meg persze ott vannak az átlátszó színek), a PLA (DD) kicsit mattabb DE cserébe szép, egyenletes, sima a modell utolsó porcikája is.
Még a ragasztás, ami érdekes, bár itt visszaadom a szót mazsó-nak
Kezdésnek mindenképp PLA, szerintem. Könnyen, gyorsan lehet vele sikerélményt szerezni. És igazából, ha nem gyártasz mechanikai alkatrészeket, csak dísz bizbazokat, akkor abszolút jó szerintem.
Az a DD kezdőszett meg kifejezetten jó, több szín, lehet variálni, kísérletezni. (fentebb volt valahol linkelés egy másik webshophoz, ott pár száz forinttal olcsóbbak a DD filák, szintén pesti bolt) -

mazso26
tag
izisz használt-e már Devil Design filamentet?
(ez jó, hagyom, hogy Ő fejtse ki)
Szerintem érdemes másik filát beszerezned, és amíg ilyen alapvető problémák vannak kezdésnek mindeképpen a PLA-t ajánlanám, azért még mindig az a legkönnyebben nyomtatható anyag feltéve ha van tárgyhűtő ventid!
Én szeretem DD-t mind PETg mind PLA-t próbáltam, sok tekercset és szépen lehet vele nyomtatni, összehasonlító rétegösszetartás teszteket nem végeztem, így erről nem tudok nyilatkozni, ár értékben kevés ellenfele van jelenleg nálunk.Lehet filament, ezt a lekönnyebb kizárni talán (bár a legdrábább is viszont egyszer úgyis fog kelleni +ban így nem felesleges kiadás semmiképpen sem).
Mondtam volna, hogy nozzlit is érdemes lehet cserélni próbaképp, de azt írod szép egyenletes vastag szál jön ki, ha panelből extrudálsz a levegőbe. Nozzli szennyeződés esetén azért többnyire úgy jön a filament mint a magyar népmesék elején a galambhányás
)Próba 100mm extrudálás kalibrációt végeztél? Azzal minden rendben volt? (gondolom igen mert a sakkfigura rétegei nem tragikusak annyira)
Esetleg kalibrációs kockát nyomtatni? (vagy bármilyen más 3. tárgyat?)
SDről vagy USB-ről nyomtatsz?
Sakkfigura nyomtatási sebessége (tudom gcodeból nyomtatsz) ránézésre hasonló mint a temptowernél beállított? (arra gondolok, ha lassabb akkor azon a szinten még egyenletesen bírja adagolni az extruder, de gyorsabb nyomtatásnál pl temp tower - már ha úgy állítottad be már nem győzi-->under és egyenetlen extrusion) Esetleg kattog temp tower közben az extruder motorod (lépést veszítve visszaugrik, elakad?
-
Saccco
nagyúr
Én vettem egy tekercs fekete Devil Design filamentet, nagyon szépen nyomtat vele a gép, csak lestem. Egyetlen hátrányt találtam, a rétegösszetartás gyengébb, mint a 3Dee, bq és CoLiDo filamenteknél (ezeket próbáltam eddig).
----
Ilyet láttatok már? ABS-TFesthető, csiszolható
Galvanizálható, hőkezelhető
Szívós, hőalaktartó
Üvegfényűen áttetsző -
izisz
senior tag
szerintem nem jó a bed leveled.
illetve olyan, mintha masszív under extrusion lenne. a túl sok "kihagyás", rés gyanús.
vagy a nozzliban van részleges dugulás... esetleg az extrúder moci lépést veszt...?
ez az anettól indokulatlanul csúnya eredmény.
cura-ban a nozli méret és fila átmérő jól van beállítva? a filamentet mérted több ponton, átmérőt? 1.75 ha az átlagot veszed?
Ezeket nézd át pls
common-3d-printing-problems-troubleshooting-3d-printer-issues
print-quality-troubleshooting -
Dalee
aktív tag
izisz kolléga javaslatára megpróbáltam nyomtatni az előző g kódos kínai sakk figura után hőmérséklet beállítós tornyot. Cura-t youtube alapján beállítottam, majd kiválasztottam a draft minőséget, layer vastagságot átírtam 0,2-re, kezdő 0,3.
És az alábbi jött ki első layernek:
Gondoltam rossz az ágy beállítás, leellenőriztem jónak tűnik, elindítom a g kódos sakk figurát, azt szépen nyomtatja, első fél réteg után leállítom, szépen kitöltött, nehezen jön fel a tárgyasztalról.Az első Cura-s kísérletem nem sikerült olyan jól mint a g kódos. Nem tudom melyik paraméter(ek) lehet a bűnös.
-
izisz
senior tag
Na kérem, én ilyen szépen nem tudtam volna megfogalmazni (főleg nem ilyen mérnökien)

Rétegvastagság: ez többek közt attól függ, mit akarsz nyomtatni. Pl. egy használati/alkatrész tárgy esetén, ha nem számít a megjelenés, akkor 0.4-es nozlival 0.32-es rétegvastagsággal mehet simán. (elvileg a javasolt a nozli lyuk 80% max mint layer height)
Ha részletesebb, több részlet látható a modellen, vagy dísztárgy, ahol fontos a megjelenés, ott mehetsz lefelé addig, amit még a nyomtatóval el tudsz érni - ez tényleg próbálgatás. Hiába mondanám, hogy 0.1-es layer height, ha valami grimbusz miatt esetleg nem tudod összehozni, akkor kár vele sokat kínlódni. Cserébe a nyomtatási időt drasztikusan emeli - egyéni véleményem...
Én személy szerint per pill 0.35-ös nozlival 0.25-es réteggel nyomtatok mindent, ami elém kerül. 0.1-el csak trapézorsóhoz anyát nyomtattam, de az első réteg ott is 0.25-es volt, .1-es 1. réteghez nálam mázli kell, hogy menjen, normálisan elméletileg pl. a 0,25 és 0,32 layer height között 28%-os elméleti gyorsulás van utóbbi javára és szerintem nem csúnyább annyival a végeredmény...
Ha sok a modellen az overhang, akkor talán javasolt nagyobb rétegvastagság, nagyobb lesz a tapadási felület 2 egymást követő réteg között.
Sebesség megint picit szubjektív: elméleti max extrudálás az kb 8-10cm3/s átlagos hotend esetén (=layer height*speed*nozli méret).
De befolyásol a hotend-extrúder (direkt drive vagy bowden), a mechanika stabilitása, nyomtató anyag (fila, PLA/ABS/PETG/rugalmas/akármi). Illetve önmagában a sebesség még kevés információ, együtt kell kezelni a gyorsítással, hisz adott távon egyáltalán nem biztos, hogy a fej eléri a beállított sebességet. Prusa calculator, lap aljaAzt javasolnám, hogy
- Makers Muse
- Thomas Sanladerer
- Tech2C
- Nexi Tech
- Drax3D
csatornáin rágd át magad. Utolsó főleg azért, mert ő is Anet-on szüttyög.
Első kettő meg szerintem etalon kezdőként.(én jelenleg 45mm/s-el szeletelek, PETG, 0.25 layer height, 225 fok hotend, gyári, anet a8 accel és jerk értékek; ugyan ez - kivéve hőfok - jó volt pár pla tárgyhoz is; de olvasmányaim alapján PLA-t tolják az emberek 70+mm/s-el is kúlturált minőségben, de ismétlem, a sebesség nagyon gépfüggő, kitapasztalást igényel, hogy Neked mi a jó)
-
izisz
senior tag
Rezonancia: leht fent félreérthető voltam. Én is tapasztaltam rezonanciát, de hathatós megoldást még nem vetettem be. Elméletem szerint az anet első és hátsó kereszttartó plexi lapja (Y motor és Y szíjfeszítő) között kifeszített szíj befelé domborítja némileg a plexit, ennek hatására a motor is picit "kecegbe" áll. Ezek szerintem ráhatnak, hogy berezonáljon.
Plusz ha belegondolsz, egy H alulapra van a bed felfogatva, rugókon keresztül, azaz alulap se túl merev.
Szerintem egy ehhez hasonló távtartó megoldás sokat segítene (a műanyag "brace" elemek szerintem csak filament pocsékolás, ez gyorsabb és véleményem szerint masszívabb megoldás is).
Valamint javaslom ezeket. Nálam az Anet alatt egy 18-as rétegelt lemez lap van, azon 3mm parafaréteg. Az előbbi lefogatóból van az első és hátsó plexilapnál 2-2db, pont az Y motor körül és az Y feszítő körül. Ezen kivül igus-okon fut az ágy. Ágy alsó felére szintén parafa réteg van ragasztva. Plusz a menetes szárak ilyennel vannak lefogatva a rétegelt lemezhez. A mocik felfogatásánal bicikli belsőből lehet még faragni "zajcsillapítót", vagy ALI-n is lehet vennicéleszközt (ami azért korrektebb megoldás). De még így is van rezonancia (a rögzítők csavarjai átvezetik a rétegelt lemezre a "muzsikát" kicsit!), ám sokkal kevesebb, mint amikor csak natúr volt egy asztalra odatéve az nyomtató. Így különösebb gond nélkül tudok filmet nézni, míg megy a nyomtató és nem kerget őrületbe a zaja.
Szerintem amúgy az Y motor és annak a plexi cimborája a fő ludasok (meg amúgy túlhúzott szíj se jó hang szempontból...)M117: passz, nem használom.
-
izisz
senior tag
Mostmár gép előtt vagyok, bővebb magyarázat:
Szerintem nem kell moci.
Az alapelv rém egyszerű. Emberi beavatkozás csak 1 alkalommal kell, nyomtatás (pontosabban auto bed leveling előtt). Minden nyomtatás indításkor kihúzom a rudat.
Végigjárja a kijelölt pontokat, az utolsó pontnál előre megadott mértékig az asztal felé közeledik a szenzor, ezzel feltolja ("túltolja") a rudat a szenzorba és egy 2. mágnes meg is fogja ott. Semi-automatic
Végül is a BLtouch és klónjai se csinálnak sokkal több mindent. Ott csak annyi a különbség, hogy egy pici tekercsben gerjesztett mágneses mező tudja toszigálni a rudat (a rúd felső végén ugyanúgy mágnes van).
Csak egy uC-vel cseppet szofisztikáltabb, mert g-kód hatására szervó viselkedést imitálnak vele.Igen, jól gondolod, meghagyom.
Igen, skynet kell (ami végül is semmi varázslat, hisz csak Anet-ra konfigolt Marlin).
Nem volt vele semmi gond. Egyszer sikerült téglásítani az anet boardot, de csak mert nem voltam elég türelmes feltöltés közben. De egy arduino pro mini "Arduino ISP"-re programozva visszahozta a "halálból" (jelenség volt: hard reset esetén is csak full fehér kockák voltak a kijelzőn, azon kivül semmi más; bár érdekes volt, mert közben octoprint tudott rá csatlakozni, hőadatokat kikérni tudott, szóval csak az LCD vezérlés gajdult meg, mondjuk nyomtatni abban az állapotban nem próbáltam) -

atus72
őstag
Én ugyanezzel a mechanikai problémával küzdöttem, ugyanúgy a bal alsó sarok felállt egy kicsit, azzal tudsz játszani hogy a rúd közepén a csavarokat meglazítod (meg a végén) és úgy beállítod hogy ne legyen ez a ferdülés benne és szépen lassan sorban elkezded megszorítani a csavarokat újra, nekem így sikerült eltüntetni ezt a problémát. Amúgy szerintem ez valami szimpla méret probléma lehet, elég ha egy fél miliméterrel valami odébb van
-
izisz
senior tag
G kód: igen, alapvetoen annyi, tedd egy fajlba es mehet.
G28 Y - ez Y tengelyt homeolja
G1 Y200 - ez 200mmre viszi az asztalt
G1 Y0 - ez visszaviszi 0mmre az asztalt
Gcode cheat sheet
Azert ovatosan, ha lehet a fejet emeld meg kicsit, hogy biztos semmi ne akadjon bele semmibe
(Vagy G28 csak magaban es akkor homeolja mind3 tengelyt es utana mozgasd az Y-t)Hall cucc: meg csak felkesz, de alapvetoen ennek a thinginek a koppintasa lesz: [link]
[link]
A hall modul meg itthon se draga szerintem, hestore.
Persze ez nem tud olyan ficsort, mint a bltouch, hogy maga rangatja a rudat, nade ez reszletkerdesJobb hijjan egy derekszogu vonalzoval lehetne a derekszogeket az XYZ tengelyek kozt ellenorizni.
Nameg rakd at egy konyhaasztalra (konyhapult) ideiglenesen mondjuk. Az mar eleg sik gondolom. Ha ott is csalen all, lehet, hogy a 2 8as menetesszarral kecegbe huztad a vazat, ugye az akril engedelmeskedik az eronek de ez csak tipp, lehet nincs is gond a mechanikaddal.Pla: ha kesz gcodebol nyomtatsz, ott a retegvastagsagon mar nem modositasz.
A fej hot meg szerintem probald 5 fokonkent csokkenteni, aztan majd meglatod, hogy mennyire valtozik a nyomat.
Vagy thingin vannak un. Temp tower modellek. Keress ra. Az segithet megtalalni az idealis hot az adott tekercshez. -
izisz
senior tag
remélem nem vetted kioktatásnak, nem annak szántam

Fenti kérdéseidre.
0. szerintem magas a nozli hőmérséklet.1. Ahogy én szoktam (feltéve, hogy az asztal többé-kevésbé sík!)
- az X tengely mindkét oldalát ugyanolyan magasságra állítom tolómérővel mindkét oldalon egy-egy fix vázponthoz képest
- agyig betekerem mind a 4 állító csavart, teljesen összehúzva a rugókat, ameddig csak lehet
- mind a 4 csavarból ezután engedek kb 1,5-2 fordulatnyit
(ekkor a Z end stop úgy van állítva, hogy kb 2-3 papírlapnyival az asztal fölött legyen a Z0)
- ekkor megyek rá a papírlapos szintezésre, mind a 4 sarokban, általában 3-4 körbejárásra megvan a jó szint
De ha hepe-hupás az asztal, szerintem akkor előfordul az, amit írtál. (vagy ha a tengelyekkel bibi van alatta)2. thingin van már számos modell; mágneses venti felfogató/felhajható/oldalra hajtható, stb. Keresgélj kedvedre, amelyik szimpi, azt nyomtatod és használod. Másik megoldás ilyen megvezető pöckök nyomtatása az extrúder kerék alá-főlé (főleg rugalmas filament miatt találták ki). Erre is vanna modellek thingin.
(thingin "hunagyp" néven vagyok, van egy anet a8 kollekcióm mindenféle cucmóval - nem az én modelljeim! - ott találsz mindenféle hasznos cuccot ha nincs kedved külön keresgélni)
3. Hosszabb járatás G-kód, nem kell túl cizellálni,
G28 Y
G1 Y210 F10000
G1 Y0
Utóbbi két sort copy-paste sokszor és beküldöd a nyominak. Összeszerelés után én ezzel járattam be a csapágyakat (meg utána az igus-t is; X-re is jó ez) + a feed rate állítással ki lehet tapasztalni, mi a legszimpatikusabb sebesség (közben lehet accel-t is állítani, még több viselkedést megfigyelni; pl. nálam 4000 és 6000 között rezonál, alatta fölötte elhanyagolható)
"láb nem ér le" - erről esetleg egy képet tudsz feltölteni? Nem lehet mechanikai összeszerelési hiba?4. homokfújt üveg: részemről passz. én nem próbáltam. Amúgy PLA/PETG az anyag?
5. PLA és a NYLON olvasmányaim alapján magukba szippantják a párát, érdemes dobozban tárolni őket és szilika gélcsomagokkal légmentes térben tartani (de pont volt föntebb egy fórumtárs tapasztalata, neki PLA tárgya volt kint szabadban, sokáig, nem bántotta az eső meg a nap. Szóval van ellenpélda is)
6. Nálam volt egy ilyen, de sajna kilehelte a lelkét 2 hét alatt. Néhány alkalommal valamiért nem nyomta ki a rúdját, cserébe belenyomta a fejet az asztalba, vele a szenzort is, kifordította oldalra. Ezt eljátszotta 2-3 alkalommal, majd többet magától a tüske se ki se be. Amíg működött, addig jó volt. Mivel számos pozitív visszajelzés van e klón kapcsán, azt sejtem, hogy én fogtam ki - talán - egy selejtet. Minden esetre backup plan-kétn amint meglesz a hall elemes szenzorom, azért ott lesz egy mechanikus kapcsoló, ha a szenzor bedöglik, leglább a fej még álljon meg
-

Bíírka
csendes tag
Basszus én 2 hete ugyanezt szívtam!
Raktam volna be az alsó rudat az meg megállt 1 cm után. Se fogás se tapadás úgyhogy én is szedhettem szét. Én a kalapácsot nem kockáztattam. Inkább forgattam mozgattam, meg végül észrevettem, hogy a rudak egy-egy vége kicsit mintha könnyebben csúszna be, így végül sikerült összeforgatni és beszerelni de tiszta ideg voltam a végére mivel ez már kb éjjel 2 körül voltA hotbed hőmérséklete anyagtól is függ. Nekem a boltban akitől vettem azt mondta 50 - 55 fok elég ennek a fajtának. Nekem 55 fokon van és eddig nincs tapadási gondom vele. Nekem is 3 mm- es üveg van most rajta és nem szoktam külön várni a felmelegítésnél.
-
Saccco
nagyúr
Nem árt megzsírozni a tengelyt. (NLGI 0-1)
Én sima szilikonzsírt kentem rá.Semmit se kell csinálni a filament-tel, csak ne kapcsold ki a gépet, amíg a fej nem esik 70-80 fok alá. Amikor újra nyomtatsz megint megolvad az anyag.
Az asztal nekem 60 fokra van állítva és 4mm-es üveg van rajta, tökéletesen működik.
-
izisz
senior tag
Amit én rendelnék, tartalékoknak:
- 4/2 PTFE cső
- 3/2 PTFE cső (a E3D V6 ptfe belsősbe ez a méret kell, ha tervezed a későbbi átállást elfér a polcon, 1m doszt elég)
- nozli (egy 5-ös pakk nem drága, de jól jön, ha nem lehet az eldugult nozlit kitisztítani vagy nem akarsz geccsölni vele; a méretek már rajtad állnak, 0.3/0.35/0.4... stb, as you like it)
- heatbreak (1-2 db tartalék elég doszt sztem, max akkor kell, ha eltöröd )
- GT2 szíj (ne a fehéret, valami neoprém fiberglass erősítésűt)
- üveggel vagy a mechanikus dolgok fognak működni (ld a 3DTouch mint klón, vagy BLTouch az eredeti, vagy szervó egy végálláskapcsolóval) vagy kapacitív szenzor (én személy szerint a mechanikus vonalon mozgok most, egy 3Dtouch ugye meghalt nálam, most egy sima HALL szenzor modult akarok használni; olcsóbb és van benne építési élmény; ld: [link] és [link] Asztalon kiválóan működik, de még a rugós dolgait és a mágnes elhelyezéseket kell finomhangolnom majd élesben próbálni a heatbeden. Szóval nálam ez még a "work in progress" fázisban van, nincs még működő, komplett proto belőle. 590 Ft még itthon is , a többi kellék bontott, filléres, nyomtatott
- nekem IGUS-ok vannak, innen: kb 500 Ft/db-ra jön ki
- termisztor
- fűtőpatronE3D V6 váltás: nem, az elektronikát nem kell cserélned. A gyári Anet jó arra is. Csak a firmware-t kell cserélni. Vagy tiszta Marlin githubról és bekonfolod magad, vagy az FB csoportból a Skynet (előkonfolt Marlin Anet-hoz)
-
izisz
senior tag
Szia,
a heatbed konnektorra érdemes figyelmet fordítani.
Vagy egy ilyet szerezz be: [link]
vagy krimpelhető kábelsarut érdemes használni. Utóbbi is kiválóan megfelel, nálam "még" nem olvadt le a csatlakozó így (ha megnézed az "official Anet support group" csoportot FB-n, vannak ijesztő esetek, azt gondolom legtöbb esetben user error, olyanok, akik nem tudnak normálisan csatlakozási pontot kialakítani.
Ilyet is érdemes beszerezni: Toothed idler pulley
Gyárilag az anet vezérlőn nem cserélhetők a motor vezérlők. A hosszabb élettartam érdekében talán érdemes 1 ventit majd elhelyezned a boardon.
A gyári tápon nincs se kapcsoló, se biztosíték. Ha ez zavar, akkor oda is érdemes egy kis technikát applikálni, pl: [link]
A Z tengely csapágyait szerintem nem kell cserélni egyből, majd látod, jók-e. X/Y sem feltétlen rossz, de ott már valószínűbb, hogy minőségjavulást hoznak normális csapágyak.
Itt aztán választhatsz, hogy golyós csúszócsapágy vagy IGUS bushing - utóbbi csendesebb, de érzékenyebb is az enyhén hajlott rudazatra is.
4/2-es PTFE cső, a heatbreakbe, előbb-utóbb cserélni kell majd (arra figyelj, hogy minél fehérebb legyen, amit veszel, annál jobb; az átlátszóbbak kisebb max hőt bírnak)
Tárgyhűtő venti ha szerencséd van, gyárilag elég csendes -egyéb esetben csere.
Ha nincs a csomagban, és tervezed használni, akkor egy induktív/kapacitív szenzor (utóbbi üveglappal is működik, de hőre érzékenyebb, pontatlanabb LEHET, előbbi üveglappal nem fog működni)
Ha a "gyári", origi anet szenzort kapod/kaptad a csomagban, ahhoz legalább egy feszosztó /vagy zener dióda) kell, hogy 12V->5V konverzió meglegyen.
Hirtelen ennyi jut eszembe, majd mások kiegészítenek, pontosítanak.
Ajánlott shop alin:
Anycubic store - az a tapasztalatunk, hogy jó minőséget küldenek egész gyorsan (2-3 hét kb ideális esetben)+1: a gyári hotend szerintem egész korrekt. De ha később kísérletezni akarsz, akkor még tegyél a csomagba egy e3d v6 fejet. Nem túl nagy átalakítás, hisz extrúder motor már úgyis van, csak hotend kiegészítőket kell nyomtatni meg pár extrúder kiegészítőt. De azért ezt a lépést ráér meglépni és az a véleményem, hogy nem is annyira fontos. Inkább nozzlit, heatbreaket és ptfe csövet a heatbreakbe tárazz be (1-2 db tartalék nem árt).
Ha mocivezérlő zavar/cserélni akarod, akkor vagy komlett cseréled az anet boardot vagy átálllsz arduino mega+ramps kombóra meg A4988 stepstickekre (a DRV-k ezekhez a mocikhoz feleslegesek szvsz)























 (mondjuk nem "megbízható" alis rendelés, hanem BG akció volt, de akkor is copó)
(mondjuk nem "megbízható" alis rendelés, hanem BG akció volt, de akkor is copó)











![;]](http://cdn.rios.hu/dl/s/v1.gif) ), véleményem szerint nem is nehéz vele nyomtatni. Könnyű fúrni, faragni. Egy dolog, amit látni kell, hogy míg a PLA-val pl. a szálazás 0-ra redukálható, bridge nyomtatás überkönnyű, addig a petg szerintem akárhogy variálsz, picit szőrös lesz (abszolút nem veszélyes, ismétlem PLA-hoz képest) ill. a bridge horror. Pl. míg PLA-val áthúzol 10cm szakaszt is a levegőben és majdnem vízszintes lesz a bridge, addig a petg "bekókad" (de jó szó, nem tudom, mi a szakik szava rá
), véleményem szerint nem is nehéz vele nyomtatni. Könnyű fúrni, faragni. Egy dolog, amit látni kell, hogy míg a PLA-val pl. a szálazás 0-ra redukálható, bridge nyomtatás überkönnyű, addig a petg szerintem akárhogy variálsz, picit szőrös lesz (abszolút nem veszélyes, ismétlem PLA-hoz képest) ill. a bridge horror. Pl. míg PLA-val áthúzol 10cm szakaszt is a levegőben és majdnem vízszintes lesz a bridge, addig a petg "bekókad" (de jó szó, nem tudom, mi a szakik szava rá  ). Ezen kivül a petg olyan fényesebb felületet produkál (meg persze ott vannak az átlátszó színek), a PLA (DD) kicsit mattabb DE cserébe szép, egyenletes, sima a modell utolsó porcikája is.
). Ezen kivül a petg olyan fényesebb felületet produkál (meg persze ott vannak az átlátszó színek), a PLA (DD) kicsit mattabb DE cserébe szép, egyenletes, sima a modell utolsó porcikája is.




Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja

- Apple watch Series 10 42mm Silver 2027.05. Apple jótállás
- Nad Masters M10 BluOs integrált erősítő és hálózati média lejátszó
- Apple Watch Ultra 2 49mm Esim, Új állapotban, Akku:100%, 36 hónap Garancia, Titán Színben
- Aoostar WTR pro nas eladó, 8c/16t Ryzen7 5825u, 16GB DDR4 ram, 512GB SSD, 2X 2.5G lan, 4 HDD slot
- Bivaly erős Lenovo T14 gen4 (13.gen Core I7 32Gb DDR5 1Tb SSD) + 2 év GARANCIA
- Telefon felvásárlás!! Honor Magic6 Lite, Honor Magic6 Pro, Honor Magic7 Lite, Honor Magic7 Pro
- ÁRGARANCIA!Épített KomPhone i5 13400F 16/32/64GB RAM RTX 5070 12GB GAMER PC termékbeszámítással
- ASUS Radeon HD6950 DirectCU II 2GB 256bit GDDR5 EAH6950 DCII/2DI4S/2GD5 Videokártya eladó
- ÁRGARANCIA! Épített KomPhone Ryzen 5 7600X 32/64GB DDR5 RTX 5060Ti 8GB GAMER PC termékbeszámítással
- LG 55C3 - 55" OLED evo - 4K 120Hz 1ms - NVIDIA G-Sync - FreeSync Premium - HDMI 2.1 - PS5 és Xbox!
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest